Olustvere teenindus-ja maamajandus kool Märt Seimann Gaasikeevitus Olustvere 2012 Sissejuhatus Referaadis räägin ma lähemalt gaasikeevitusest ja kõigest sellega seounduvast.Ise mul gaasikeevitusega erilist kokkupuudet pole olnud.Kuid räägin ka alguses mis see keevitamine ültse on. Keevisliide on siis kahest või enamast detailist koosnev keevitamise abil koostatud liide. Keevitamisel toimub sulatatud lisamaterjali ja põhimaterjali segunemine ning nende tardumisel moodustub keevisõmblus ehk keevisliide. Gaasikeevituses üldiselt Gaaskeevitus oli varemalt väga laialdaselt kasutatav keevitusviis, kuid seoses uute keevitustehnoloogiate kasutuselevõtuga on gaaskeevituse osatähtsus langenud. Gaaskeevitus
..............................................................7 Injektorpõleti...............................................................................................................................9 Juhised keevituspõletite käsitsemiseks.....................................................................................12 Surugaasireduktorid..................................................................................................................13 Vasak- ja paremsuunaline keevitamine....................................................................................17 keevitustraat..............................................................................................................................19 Ohutus keevitamisel..................................................................................................................20 Kokkuvõte...........................................................................................................................
............................................................. 8 Injektorpõleti............................................................................................................................10 Juhised keevituspõletite käsitsemiseks..................................................................................... 13 Surugaasireduktorid.................................................................................................................. 14 Vasak- ja paremsuunaline keevitamine.....................................................................................18 Ohutus keevitamisel..................................................................................................................20 Kokkuvõte.................................................................................................................................22 Kasutatud Kirjandus:................................................................................................................
.................................5 Keevitusleek................................................................................................6 Keevitusleegi liigid......................................................................................7-8 Injektorpõleti............................................................................................9-10 Surugaasireduktorid.................................................................................11-12 Vasak- ja paremsuunaline keevitamine............................................................13-14 Kokkuvõte.................................................................................................15 Kasutatud materjalid.....................................................................................16 Sissejuhatus Referaadis räägin ma gaaskeevitusest ja kõigest sellega seonduvast. Ise ma pole kunagi keevitanud ja valisin selle teema sellepärast, et tundus kõige huvitavam
mine. Viimase viie aasta jooksul on selle haru ettevõtted saavutanud suure majanduskasvu. Peamine prob- leem selle tööstusharu juures on kvalifitseeritud, vajalike teadmistega ja eesti keele oskusega tööjõu (keevita- jate) puudus. Kõik see tingis vajaduse uue õppematerjali loomise järele. Antud õppevahendis on peatükkide kaupa välja toodud keevitusega seotud terminoloogia: käsikaarkeevitus, gaaskeevitus, keevitamine sulamatu elektroodiga kaitsegaasi keskkonnas, volframelektroodiga keevitamine argoonis. Eestikeelne õppematerjal KEEVITUSERILA EESTI KEEL aitab noortel töölistel sulanduda eestikeel- sesse töökeskkonda ning aru saada tehnilistest eestikeelsetest dokumentidest. Õppematerjal on mõeldud vastaval erialal kasutatavate terminite omandamiseks, tootmisprotsessi ülesannetest ja eesmärkidest arusaa- miseks ning eestikeelses töökeskkonnas hakkamasaamiseks. Käesoleva õppematerjali näitlikkus ja lihtsus aitavad minimaalse töö ja ajakuluga täiendada oma eesti
......................................................................... 6 Atsetüleen ja teised põlevgaasid...................................................................................... 6 Keevitusleek........................................................................................................................ 7 Juhised keevituspõletite käsitsemiseks................................................................................ 7 Vasak- ja paremsuunaline keevitamine............................................................................... 8 Keevisõmblused................................................................................................................ 10 Põkk- ja nurkõmblus...................................................................................................... 10 Kokkuvõte.......................................................................................................................... 11
madalam kui atsetüleenil, kasutada nende metallide keevitamisel, mille sulamistemperatuur on madalam kui terasel. Hapniklõikamisel kasutatakse põlevgaase, mis hapnikuga segatult annavad vähemalt 2000ºC-se leegi. Propaan (C3H8) on normaaltingimustes värvitu ja lõhnatu põlevgaas. Hapnikusegu leegi temperatuur on 2600...2700ºC. Kasutusala: hapniklõikamine, värviliste metallide keevitamine ja jootmine, kuni 6 mm paksuse terase keevitamine, õgvendamine, painutamine, leegiga puhastamine. Vesinik (H2) on normaaltingimustes värvitu ja lõhnatu põlevgaas. Ta on üks kergemaid gaase, õhust 14,5 korda kergem. Teatud vahekordades õhu ja hapnikuga moodustab vesinik plahvatusohtlikke segusid. Seetõttu tuleb keevitustöödel rangelt täita ohutusnõudeid. Keevituskohale toimetatakse vesinik terasballoonides, gaasilises olekus rõhu all. Kasutusala: malmi, alumiiniumi, messini ja kuni 2 mm paksuse terase keevitamine
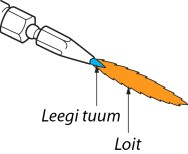
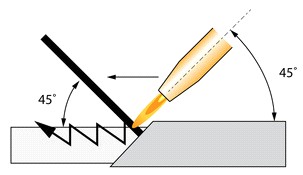
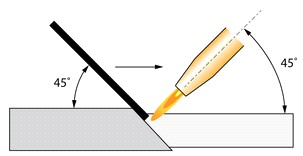
mahuühikut hapnikku. Sellise leegi tuuma piirjooned kaotavad oma piirid, tuuma otsale tekib rohekas kroon, mille järgi otsustataksegi atsetüleeni ülehulga üle. Töötsoon on tunduvalt heledam ja sulab tuumaga peaaegu ühte, loit aga muutub kollakaks. Atsetüleeni suure ülehulga puhul hakkab leek suitsema, sest atsetüleeni täielikuks põlemiseks ei jätku hapnikku. Parem- ja vasaksuunaline keevitus Paremsuunaline keevitamine Paremsuunalise keevitamise puhul keevitatakse vasakult paremale, keevitusleek suunatakse õmbluse keevitatavale osale, keevitustraat aga liigub põleti järel. Põleti suudmikuga võngutatakse ristsihis. Kuna leek on suunatud juba keevitatud õmblusele, on keevitusvann hästi kaitstud õhuhapniku ja õhulämmastiku eest ning õmblusemetall jahtub kristalliseerumisel aeglasemalt. Leek kuumutab pealesulatatud metalli, mille tõttu toimub õmblusemetalli ja remomõjutsooni aeglasem jahtumine.


































Kõik kommentaarid