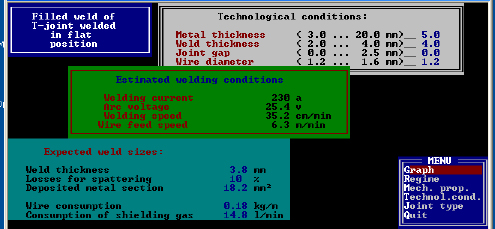
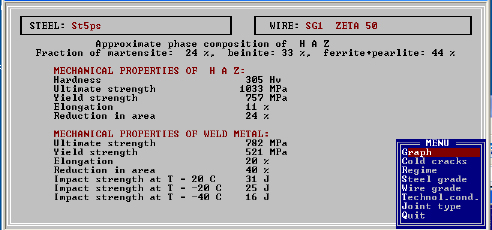
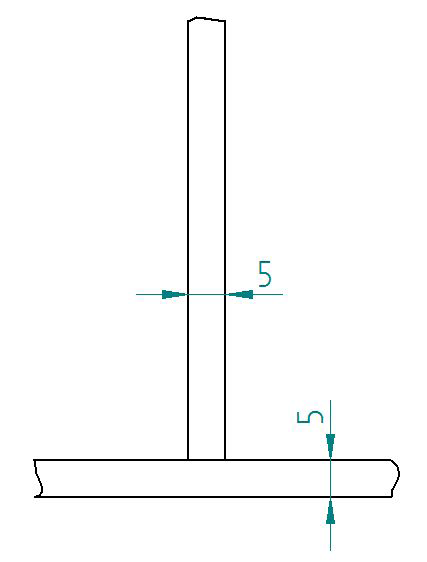
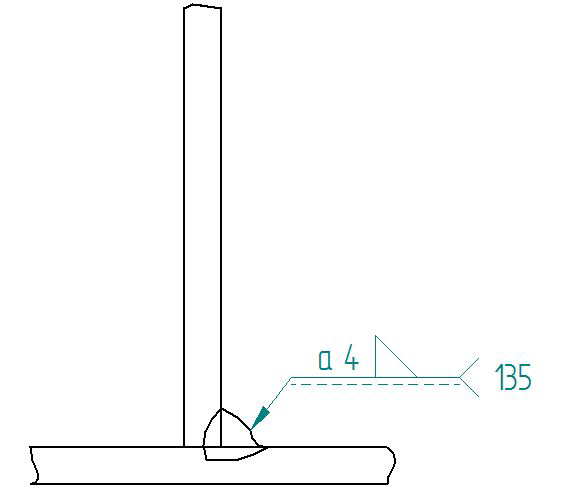
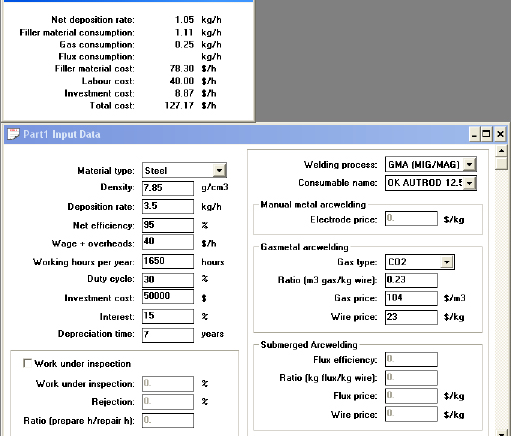
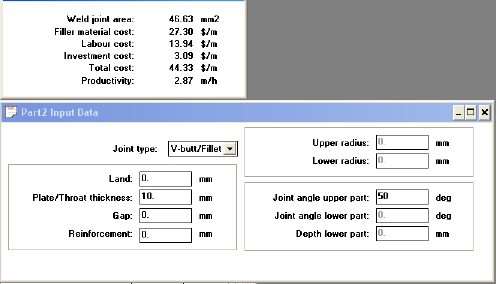
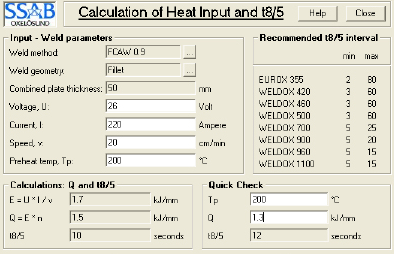
Tallinna Tehnikaülikool MXX0060 Kodutöö aines ,,Keevitus ja keeviskonstruktsioonid" Koostas: nepheloco MATB-43 Õppejõud: Andres Laansoo Tallinn 2013 1. Terase MAG keevitus (pakett MSG CO) Liite tüüp BW; Materjali paksus 10 mm; Terase mark St4ps; Nõutavad liite meh. omadused J2 = 27 J; A>14%. Keevitusparameetrid ja muu info: Joonis 1.1 Keevituse ristlõige: Joonis 1.2 Kuna läbikeevituvus ei ole piisav (penetration depth = 6,5 mm; t = 10 mm), siis tuleb keevitada mõlemalt poolt. Termomõjutsooni omadused:
5. suur paindlikkus toodete konstrueerimisel. Mõned keevitust piiravad tegurid: 1. paljud protsessid sõltuvad inimfaktorist; 2. sageli vajalik mittepurustav kontroll ja pidev järelvalve. Keevitamisel tekib keevisliide (weld joint). Keevisliited jagunevad 5 põhitüüpi: - põkkliide (butt joint), - nurkliide (corner joint), - ots- e. servliide (edge joint), - katteliide (lap joint), - T-liide e. vastakliide (T-joint). Keeviskoostu keevisliidet iseloomustab keevitamise tulemus - keevisõmblus e. keevis (weld). Põhiõmblustena eristatakse kolmnurkse ristlõikega nurkõmblust (fillet weld, FW) ja põkkõmblust (butt weld, BW). Keevisõmbluse asend e. keevitusasend (welding position) on määratud keevisõmbluse asendiga ruumis ja keevituse vooluallika liikumise suunaga. Eristatakse järgmisi keevisõmbluse põhiasendeid ja keevitusasendeid: - allasend e. põrandaasend - tähis PA, (a) - põranda nurk Pb - rõhtasend, horisontaalasend - tähis PC, (d)
1. MIG/MAG-keevituse alused 1.1. MIG/MAG-keevituse tööpõhimõte MIG/MAG-keevituse tööpõhimõtet ja masina ehitust selgitavad skeemid joonistel 1.1 ja 1.2. Keevitamise ülesandeks on moodustada kahe liidetava detaili vahele püsiliide, mille mehaanilised omadused (tõmbetugevus, katkevenivus, purustustöö löökpaindel) ei jääks alla detailide materjali omale. Keevitamisel sulatatakse traadist elektroodi ots ja liidetavate detailide servad kaarleegiga, mida kutsutakse keevituskaareks. Keevituskaare temperatuur võib ulatuda kuni 50007000 °C elektroodil ja kuni 26003900 °C kaares. Elektroodi keevitustraadi kujul antakse kaarevahemikku ette ühtlase
Keevitustehnoloogia hõlmab: Keevitustoodete projekteerimine, tugevusarvutused, kvaliteediastmed Keevitusprotsesse, seadmeid, mehhaniseerimist Keevitusmetallurgiat, põhi ja lisa materjalide sobivust, keevitatavust Kvaliteedi tagamist, jörelvalvet, kontrolli, personali pädevust jm Töökeskonda, eralduvaid gagase, kiirgust, müra, ergonoomikat jm 2. Keevisliited. Keevisliidete tsoonid ja keevitusasendid (skeemid!). Nim keevitamise teel saadud mitme detaili tervikliidet. Keevisliited jagunevad: põkkliide; nurkliide; ots- ehk servliide; katteliide; T e vastakliide. Keevisliidete tsoonid: Põhimetall, põhimaterjal- keevitatav metall v materjal Keevisvann- keevitamise ajal sulas olekus olev põhi- ja lisamteall, millest tardumisel moodutstub keevisõmblus Servavahemik- keevitamiseks ettevalmistatud osade vaheline ruum. Termomõju tsoon- põhimetalli sulamata osa, kus esinesid mikrostruktuuri muutused.
Autorid: Priit Kulu Jakob Kübarsepp Enn Hendre Tiit Metusala Olev Tapupere Materjalid Tallinn 2001 © P.Kulu, J.Kübarsepp, E.Hendre, T.Metusala, O.Tapupere; 2001 SISUKORD SISSEJUHATUS ................................................................................................................................................ 4 1. MATERJALIÕPETUS.............................................................................................................................. 5 1.1. Materjalide struktuur ja omadused ...................................................................................................... 5 1.1.1. Materjalide aatomstruktuur........................................................................................................... 5 1.1.2. Materjalide omadused ..........................
EESTI MEREAKADEEMIA RAKENDUSMEHAANIKA ÕPPETOOL MTA 5298 RAKENDUSMEHAANIKA LOENGUMATERJAL Koostanud: dotsent I. Penkov TALLINN 2010 EESSÕNA Selleks, et aru saada kuidas see või teine masin töötab, peab teadma millistest osadest see koosneb ning kuidas need osad mõjutavad teineteist. Selleks aga, et taolist masinat konstrueerida tuleb arvutada ka iga seesolevat detaili. Masinaelementide arvutusmeetodid põhinevad tugevusõpetuse printsiipides, kus vaadeldakse konstruktsioonide jäikust, tugevust ja stabiilsust. Tuuakse esile arvutamise põhihüpoteesid ning detailide deformatsioonide sõltuvuse väliskoormustest ja elastsusparameetritest. Detailide pinguse analüüs lubab optimeerida konstruktsiooni massi, mõõdu ja ökonoomsuse parameetrite kaudu. Masinate projekteerimisel omab suurt tähtsust detailide materjali õige valik. Masinaehitusel kasutatavate materjalide nomenklatuur täieneb pidevalt, rakendatakse efekti

























Kõik kommentaarid