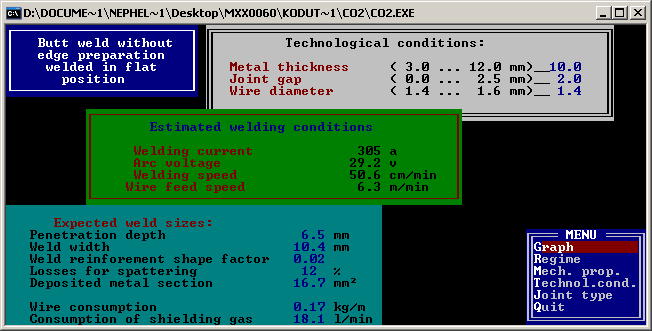
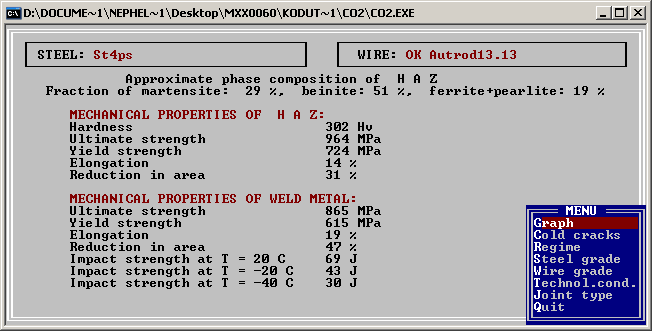
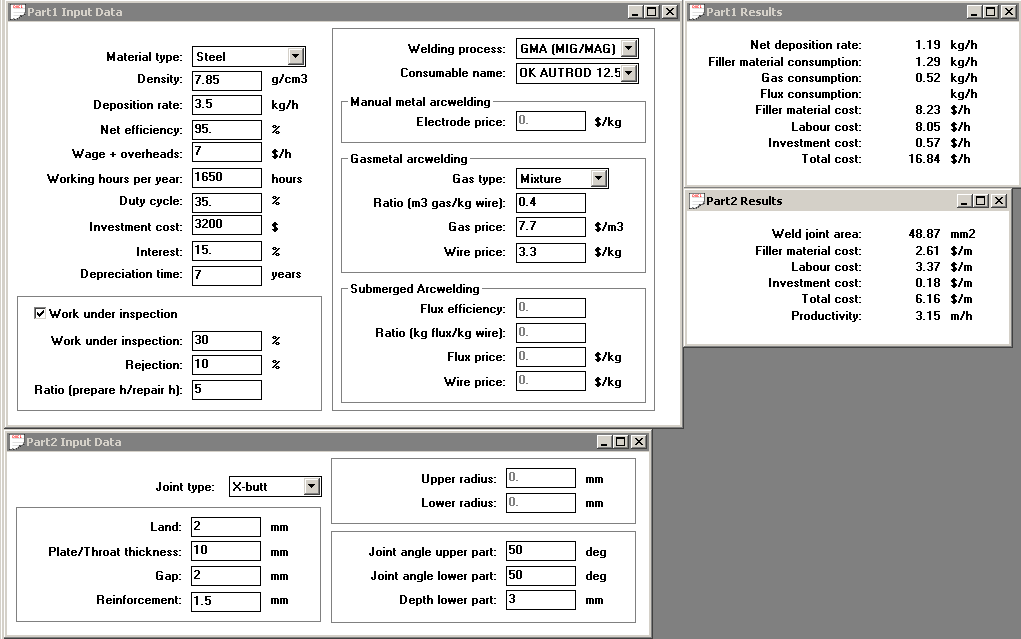
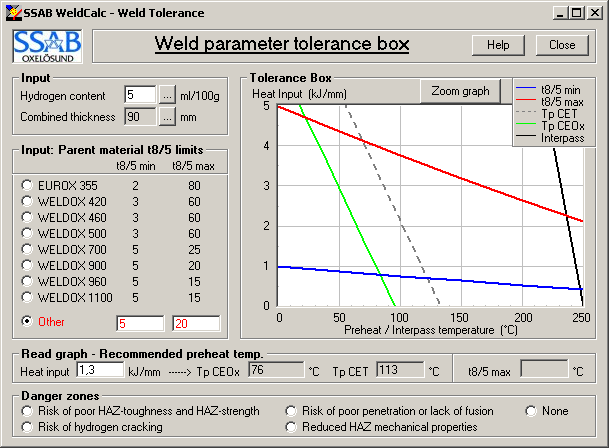
Tallinna Tehnikaülikool Keevitamine MTT0050 Kodutöö Üliõpilane: Ove Hillep Matriklinumber: 072974 Kuupäev: 5. juuni 2012 Õppejõud: Andres Laansoo 1. Terase MAG keevitus (pakett MSG CO) Liite tüüp: FW Materjali paksus: 5 mm Terase mark: St5ps Õmbluse kõrgus: 4 mm Kuna tegemist on nurkõmblusega, valime õhupiluks 0 mm. Traadi läbimõõduks võtame 1,2 mm. Joonis 1.1 - keevitusprotsessi parameetrid Programmi poolt arvutatud keevituse kõrguseks on 3,8 mm, traadi kulu 0,18 kg/m ning kaitsegaasi kulu on 14 l/min. Joonis 1.2 - liite mehaanilised omadused Jooniselt 1.2 näeme liite tugevust
4 keevitatavuse taset: hea - keevisõmblusel on ligilähedaselt samad mehaanilised omadused kui keevitataval metallilgi; rahuldav - kui piisavalt hea keevisõmbluse saamiseks tuleb valida kindel keevitusreziim; piiratud - tuleb kasutada erinevaid tehnoloogilisi võtteid või isegi muuta keevitusviisi; halb - piisavat keevitatavust ei ole võimalik saavutada. Teraste keevitatavus 1. Erinevate metallide keevitus. Harilike konstruktsiooniteraste C-sisaldus (C kuni 0,25%) ei halvenda nende keevitatavust. Suurema süsinikusisalduse korral aga halveneb keevitatavus tugevalt, sest soojusmõju piirkonnas võivad tekkida praod. Süsiniku suur hulk muudab keevisõmbluse poorseks. Süsinikuvaesed terased (C kuni 0,25-% ) on hästi keevitatavad. Keevisliited on hästi lõiketöödeldavad. Kasutatakse maksimaalset lubatud keevitusreziimi. Süsinikterased on keskmise (0,3...0,5%) ja suure (0,5..
üheaegselt mõlema mooduse abil. Protsess: konkreetne keevitusviis. Eristatakse kasutatavate energia liikide (kaarlahendus, gaasleek, kontaktkuumutus, plasma, survejõud jm) järgi. Keevitusprotsessi liigitatakse ka keevismetalli kasutamise viisi järgi: ISO 4063; EN 24063, kus on 63 protsessi koos tunnusnumbritega. Keevitusmeetodid: liigituse aluseks on tehnoloogilised tunnused. Keevitamine jaotatakse: 1)Sulakeevitus: gaaskeevitus; kaarkeevitus (elektrood keevitus, räbustis kaarkeevitus); kaitsegaasis kaarkeevitus (MAG, MIG, TIG, plasma keevitus); elektronkeevitus; laserkeevitus; termiitkeevitus. 2) Survekeevitus: kontaktkeevitus (punkt-, joon-, reljeef-, põkk-, sulapõkk-keevitus); külmsurvekeevitus; hõõrdkeevitus; sepakeevitus; plahvatuskeevitus; ultrakeevitus; difusioonkeevitus; induktsioonkeevitus; vastakkaarkeevitus. Keevitustehnoloogia käsitleb keevitusprotsessi, kui toodete valmistamist detailidest ja pooltoodetest.
paisumistegur varieerub väga suures vahemikus ja Elavhõbe 13 550 on sulamite korral määratud eelkõige keemilise Kuld 19 320 koostisega. Volfram 19 400 Plaatina 21 400 Soojusjuhtivus Soojusjuhtivus iseloomustab soojuse kandumist ühest osast teise paigalseisvas aines. Gaaside ja Tabel 1.3. Metallide sulamistemperatuur vedelike soojusjuhtivust saab seletada molekulide korrapäratute kokkupõrgetega, mille tagajärjel Metall Ts, °C soojusliikumise energia kandub kõrgema tempe- Elavhõbe -39 ratuuriga piirkonnast madalama temperatuuriga Kergsulavad piirkonda. Tahkistes levib soojusliikumise energia nii Tina 232






















Kõik kommentaarid