TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus KEEVITAMINE Töö nr: 3 Ees- ja perekonnanimi: Rander Süld Rühm: MASB-21 Üliõpilaskood: 135011 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Fjodor Sergejev Töö eesmärk: Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks. Lähtudes
TTÜ EESTI MEREAKADEEMIA Üld- ja alusõppe keskus Metallide tehnoloogia, materjalid II Kodune töö nr. 3 - Keevitamine Üliõpilane: Hans-Peter Grass Õpperühm: MM21 Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades kas käsikaarkeevitust kattega elektroodiga või kaitsegaaskaarkeevitust. Lähtudes keevitatavast materjalist ja tema paksusest, toote kujust, tootmisprogrammist jt teguritest valitakse töö teostaja poolt põhjendusega üks kõige otstarbekohasem Ülesanne: 1
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus Töö nr: 2 KEEVITAMINE Ees- ja Rühm: perekonnanimi: Üliõpilaskood: xxxxx4 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F.Sergejev 05.04.2013 03.06.2013 Töö eesmärk: Töö eesmärgiks on koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades kahest väljapakutud keevitusviisist ühte. Keevitusviis tuleb valida lähtudes keevitatavast materjalist ja tema paksusest, toote kujust, tootmisprogrammist jt. teguritest.
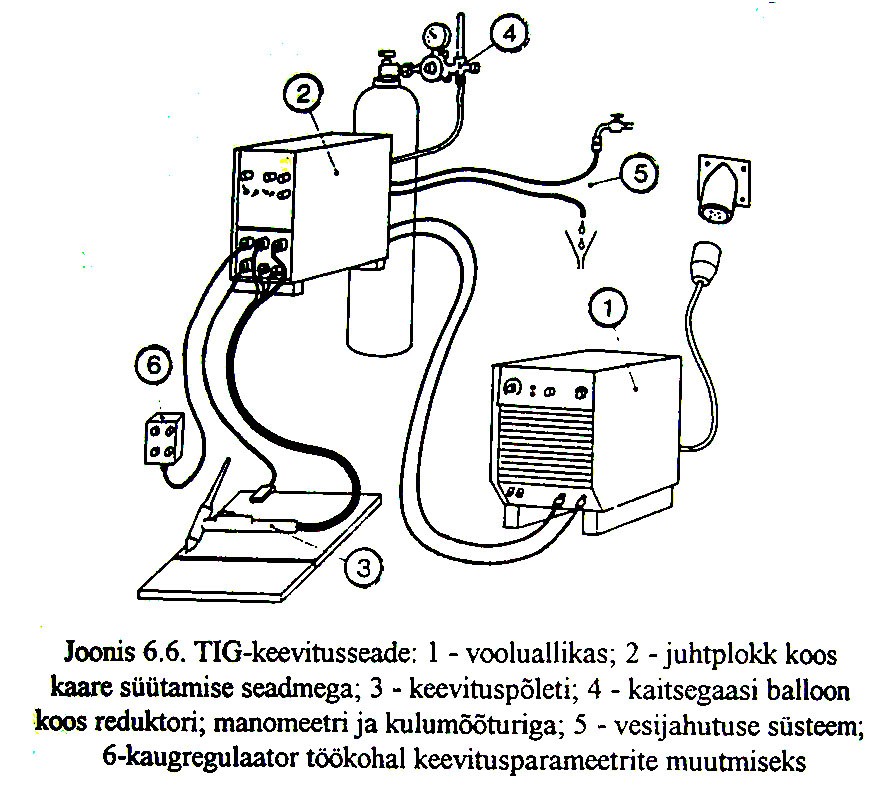
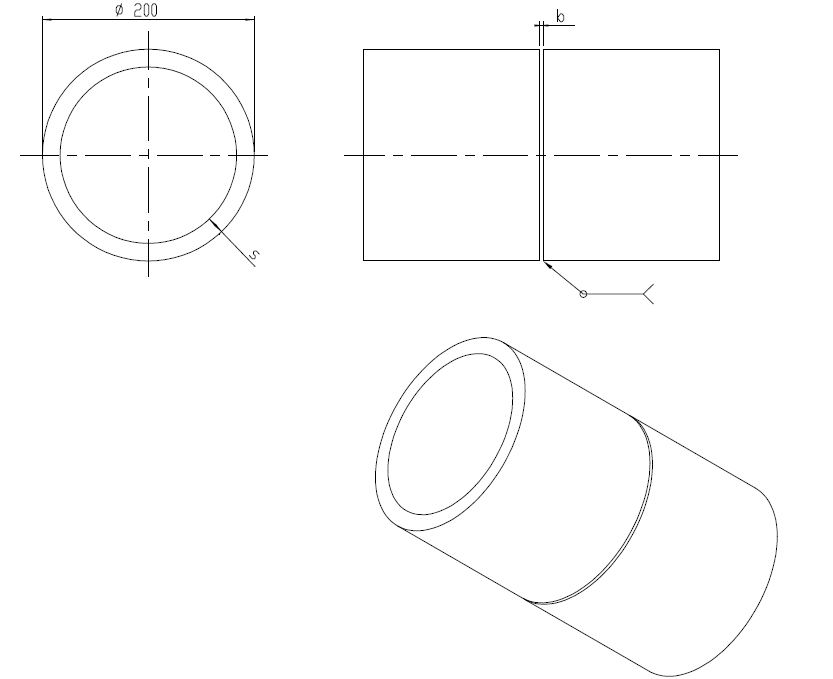
Antud harjutustöö detailid on torud, mida võib olla küll keerukas kokku keevitada, kuid TIG-keevituse puhul saab keevitada ka keerulistes ja kitsastes tingimustes. Keevitatava materjali paksus on 4 mm, seega on keevitustraadi kasutamine vajalik. Kuna konstruktsiooniterase süsinikekvivalent CE on väiskem kui 0,25%, mis tähendab seda et teras on keevitatav piiranguteta, sest ta ei ole kalduv nii külm- kui ka kuumpragudele. Kuna tegemist on torudega ja põkkliitega, siis võib nende keevitamine olla keerukas, kuid TIG-keevituse puhul saab ka keevitada ka keerulistes oludes. Lisamaterjalid Kuna on tegu konstruktsiooniterasega, siis sobib Vene standardi GOST 2246-80 järgi keevitustraat Cb-08G2C, Lääne standardi EN440 järgi valida elektroodtraat tähistusega G424MG2S1. Kasutatakse alalisvoolu, kuna on tegu tehasetingimusetega, sest masstootmine. Polaarsuseks valida päripolaarne. Vooluallikaks valin keevitusalaldi, sest neil
Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö Töö nimetus KEEVITAMINE Töö nr: Ees- ja perekonnanimi: Rühm: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Eesmärk Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades kaitsegaaskaarkeevitust MIG (131) või TIG (141). Lähtudes materjali tehnoloogilistest
KEEVITUS Keevitus on teraste ja värvilismetallide enimlevinud ja tähtsaim liitmismeetod: tootmiskeevitus (production welding) - detailide liitmine toodete valmistamisel; remontkeevitus (repair welding) - purunenud ja kulunud osade taastamine, moodustab kuni 20% kogu keevitustööde mahust; pealekeevitus. Keevitusprotsesside hulka loetakse ka jootmist, termopindamist ja termolõikamist. Keevituse põhimõisted Keevitus, keevitamine (welding) - kahele või enamale osale kuumutamise või surve abil jätkuva kuju andmine. Võidakse kasutada keemiliselt koostiselt sarnast lisamaterjali. Keevitatakse metalle, plaste, komposiite, keraamikat, klaasi jm. Terminit "keevitamine" kasutatakse tegevuse tähenduses ja terminit "keevitus" kui protsessi laiemas tähenduses. Kirjanduses kasutatakse põhiliselt terminit "keevitusprotsess". Keevitustehnoloogia (welding technology) - on tehnika ala, mis käsitleb
Olustvere Teenindus- ja Maamajanduskool PM1A Magnus Torop Keevitamine Referaat Elektrikeevitamine kaitsegaaside keskkonnas Olustvere 2016 Sisukord: 1. Üldiselt keevitamisest 2.Elektroodkeevitus 3. Traatkeevitus inertgaasi keskkonnas 4.Traatkeevitus aktiivgaasi keskkonnas 5. Keevitus sulamatu elektroodiga inertgaasi keskkonnas 6. Gaaskeevitus 7. Teraste keevitatavus 8. Keevitusasendite markeering ja tüübid 9. MIG keevituse tööpõhimõte 10. Käpa ettevalmistamine 11
OTMK referaat Co2 ehk traatkeevitus Koostaja: Juhendaja:Heino Kannel 2014 aasta. Sisukord: 1.üldiselt keevitamisest 2.üldiselt keevitamisest 3.elektroodkeevitus 4.traatkeevitus inertgaasi keskkonnas 5.traatkeevitus aktiivgaasi keskkonnas 6. Keevitus sulamatu elektroodiga inertgaasi keskkonnas 7.gaaskeevitus 8.teraste keevitatavus 9.keevitusasendite markeering ja tüübid 10.MIG keevituse tööpõhimõte 11.käpa ettevalmistamine 12.keevitusaparaadi ettevalmistamine keevitamiseks 13.traadi etteandmine 14.kaitsegaasi valik 15.keevitamine 16.keevitusdefektid 17. Keevituse ettevalmistuses on oluline 18. Keevituse töövõtetes tuleks silmas pidada 19.ohutus keevitamisel Üldiselt keevitamisest: Keevisliide on kahest või enamast detailist koosnev keevitamise abil koostatud liide. Keevita























Kõik kommentaarid