TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines МТТ0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus KEEVITAMINE Töö nr: Ees- ja perekonnanimi:KT Rühm: Üliõpilaskood:xxxx14 MASB21 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F.Sergejev Töö eesmärk: Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks. Lähtudes
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus Töö nr: 2 KEEVITAMINE Ees- ja Rühm: perekonnanimi: Üliõpilaskood: xxxxx4 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F.Sergejev 05.04.2013 03.06.2013 Töö eesmärk: Töö eesmärgiks on koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades kahest väljapakutud keevitusviisist ühte. Keevitusviis tuleb valida lähtudes keevitatavast materjalist ja tema paksusest, toote kujust, tootmisprogrammist jt. teguritest. Ülesanded: 1) Valmistada liite eskiis ning määrata õmbluse ja liidete tüübid 2) Kahe keevitusviisi võrdlus tabeli näol
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus KEEVITAMINE Töö nr: 3 Ees- ja perekonnanimi: Rander Süld Rühm: MASB-21 Üliõpilaskood: 135011 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Fjodor Sergejev Töö eesmärk: Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks. Lähtudes detailist, keevitusviisist ja keevitus parameetritest valib töö teostaja kõige otstarbekama viisi toote valmistamiseks.
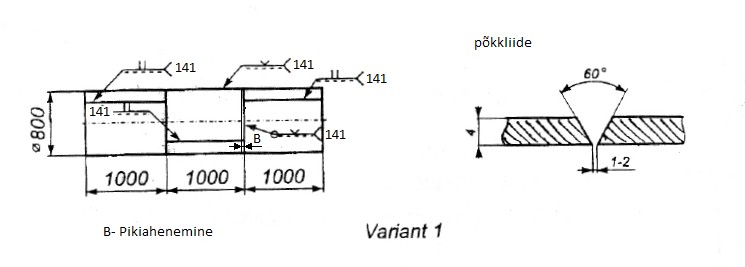
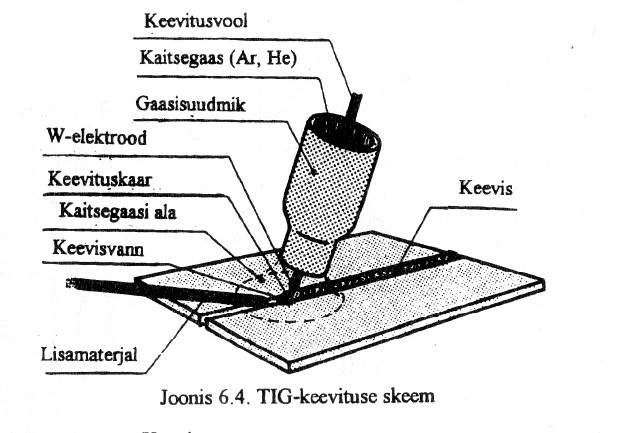
Antud harjutustöö detailid on torud, mida võib olla küll keerukas kokku keevitada, kuid TIG-keevituse puhul saab keevitada ka keerulistes ja kitsastes tingimustes. Keevitatava materjali paksus on 4 mm, seega on keevitustraadi kasutamine vajalik. Kuna konstruktsiooniterase süsinikekvivalent CE on väiskem kui 0,25%, mis tähendab seda et teras on keevitatav piiranguteta, sest ta ei ole kalduv nii külm- kui ka kuumpragudele. Kuna tegemist on torudega ja põkkliitega, siis võib nende keevitamine olla keerukas, kuid TIG-keevituse puhul saab ka keevitada ka keerulistes oludes. Lisamaterjalid Kuna on tegu konstruktsiooniterasega, siis sobib Vene standardi GOST 2246-80 järgi keevitustraat Cb-08G2C, Lääne standardi EN440 järgi valida elektroodtraat tähistusega G424MG2S1. Kasutatakse alalisvoolu, kuna on tegu tehasetingimusetega, sest masstootmine. Polaarsuseks valida päripolaarne. Vooluallikaks valin keevitusalaldi, sest neil
Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö Töö nimetus KEEVITAMINE Töö nr: Ees- ja perekonnanimi: Rühm: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Eesmärk Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades kaitsegaaskaarkeevitust MIG (131) või TIG (141). Lähtudes materjali tehnoloogilistest parameetritest valib töö teostaja otstarbekama keevitusviisi töö protsessi läbiviimiseks. Ülesanded · Valmistada liite eskiis ning määrata õmbluse ja liidete tüübid · Kahe keevitusviisi võrdlus tabeli näol. Põhjendus valitud keevitusviisi otstarbekuse kohta
· Kahe välja pakutud keevitusviiside võrdlemine ja sobiva protsessi valik (koos põhjendusega) · Valitud keevitusviisi skeem koos kaasnevate nähtuste kirjeldusega · Lisamaterjalide valik (elektrood, kaitsegaas, põlevgaas, lisametall) · Seadmete valik: vooluallikas (AC, DC; püsivpingega, püsivvooluga), punktkeevitusmasin, gaaskeevituse seadmed jt. · Keevitusparameetrite määramine · Toorikute ettevalmistamine · Kvaliteedi kontroll Töö hinne 70 p 100st. Hinde viis alla: lisamaterjali valik (-5%); keevitusparameetrite määramine (-10%); toorikute ettevalmistamine (lõikamismeetod) (-5%); kvaliteedikontroll (-10%) Variant 18, Joonis 5 - plaadid Tegemist on vastak, ehk T-liitega. Töös olevaks keevisõmbluse põhitüübiks on nurkliide. Kahe pakutud keevitusviiside võrlemine ja sobiva protsessi valik 1· Keevitatavad materjalid ja nende suurim paksus
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus KEEVITAMINE Töö nr: 3 Ees- ja perekonnanimi: Rühm: MATB21 Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: E. Kimmari 03.05.2015 03.05.2015 Töö eesmärk ja ülesanded: Tuleb koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks. Enamikule variantidest on välja pakutud 2 keevitusviisi
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus Töö nr: 2 KEEVITAMINE Ees- ja Rühm: perekonnanimi: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: 04.04.2013 Töö eesmärk ja ülesanded: Tuleb koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades ühte kahest väljapakutud keevitusviisist. Keevitusviis tuleb valida lähtudes keevitatavast materjalist ja tema paksusest, toote kujust, tootmisprogrammist jt. teguritest. Ülesanded 1) Valmistada liite eskiis ning määrata õmbluse ja liidete tüübid






















Kõik kommentaarid