TTÜ EESTI MEREAKADEEMIA Üld- ja alusõppe keskus Metallide tehnoloogia, materjalid II Kodune töö nr. 3 - Keevitamine Üliõpilane: Hans-Peter Grass Õpperühm: MM21 Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades kas käsikaarkeevitust kattega elektroodiga või kaitsegaaskaarkeevitust. Lähtudes keevitatavast materjalist ja tema paksusest, toote kujust, tootmisprogrammist jt teguritest valitakse töö teostaja poolt põhjendusega üks kõige otstarbekohasem Ülesanne: 1
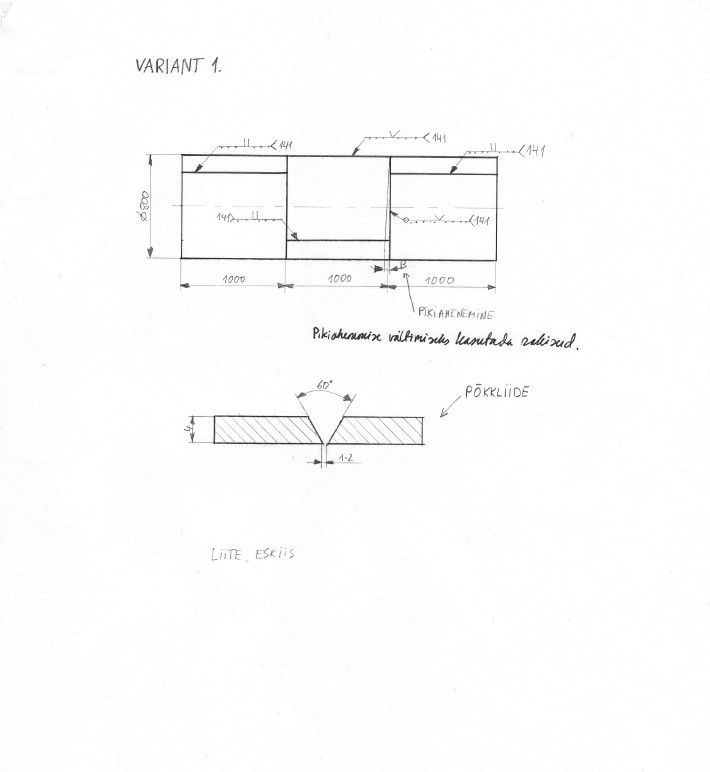
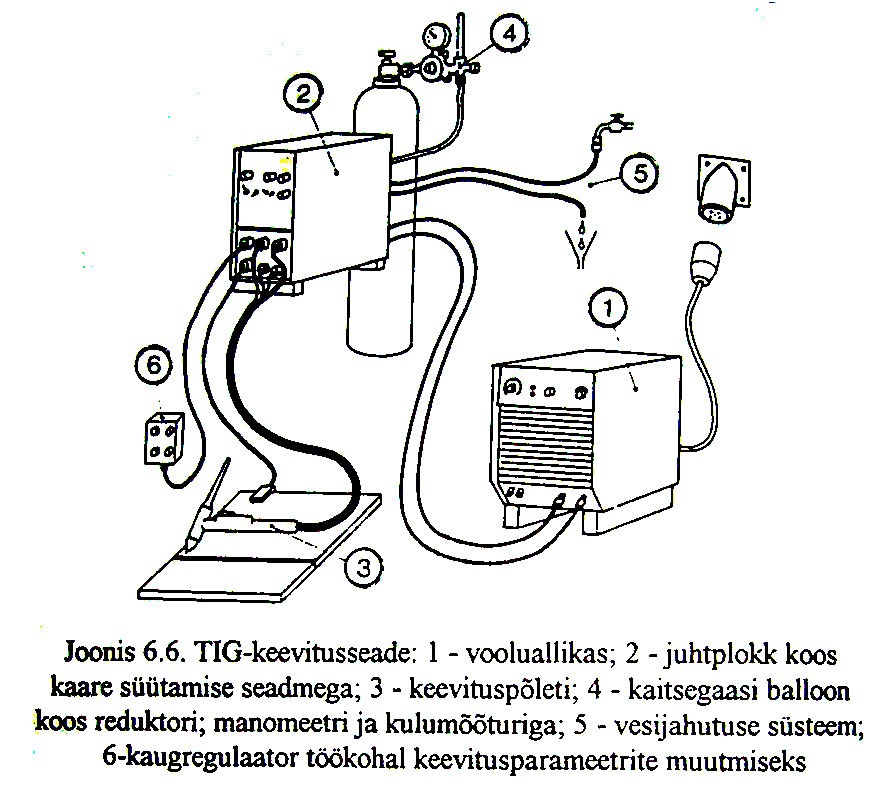
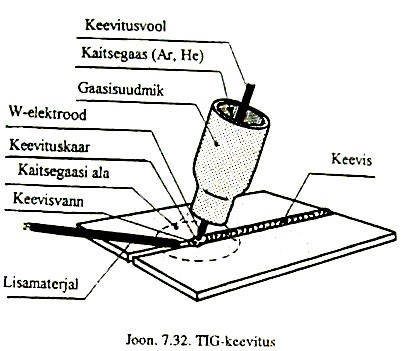
Harjutustöö variandi andmed : Variandi nr. Materjal Keevitusviisid 11 (üksiktootmine) AlMg sulam 56% Mg 141 või 3 TIGkeevituse (141) ja gaaskeevituse (3) võrdlus : 141. TIGkeevitus 3. gaaskeevitus Eelised Pidev elektroodi andmine Võimalik keevitada kõigis (tootlikkuse suurenemine), ei ruumiasendites erinevaid teki räbu, termomõju tsoon keevisõmbluse tüüpe, väiksem kui teistel keevitamise reguleerida keevitusenergiat viisidel, vähe keevitussuitsu, suudmiku valikuga. Saab võimalik keevitada kõigis keevitada kitsastes tingimustes. ruumiasendites, keevitaja kiire Keevitaja näeb vahetult tekkinud väljaõpe, õhuk
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines МТТ0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus KEEVITAMINE Töö nr: Ees- ja perekonnanimi:KT Rühm: Üliõpilaskood:xxxx14 MASB21 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F.Sergejev Töö eesmärk: Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks. Lähtudes
KEEVITUS Keevitus on teraste ja värvilismetallide enimlevinud ja tähtsaim liitmismeetod: tootmiskeevitus (production welding) - detailide liitmine toodete valmistamisel; remontkeevitus (repair welding) - purunenud ja kulunud osade taastamine, moodustab kuni 20% kogu keevitustööde mahust; pealekeevitus. Keevitusprotsesside hulka loetakse ka jootmist, termopindamist ja termolõikamist. Keevituse põhimõisted Keevitus, keevitamine (welding) - kahele või enamale osale kuumutamise või surve abil jätkuva kuju andmine. Võidakse kasutada keemiliselt koostiselt sarnast lisamaterjali. Keevitatakse metalle, plaste, komposiite, keraamikat, klaasi jm. Terminit "keevitamine" kasutatakse tegevuse tähenduses ja terminit "keevitus" kui protsessi laiemas tähenduses. Kirjanduses kasutatakse põhiliselt terminit "keevitusprotsess". Keevitustehnoloogia (welding technology) - on tehnika ala, mis käsitleb
vahel aatomsidemete loomise teel kohaliku v. üldise kuumutamise , plastse deformeerimise v. üheaegselt mõlema mooduse abil. Protsess: konkreetne keevitusviis. Eristatakse kasutatavate energia liikide (kaarlahendus, gaasleek, kontaktkuumutus, plasma, survejõud jm) järgi. Keevitusprotsessi liigitatakse ka keevismetalli kasutamise viisi järgi: ISO 4063; EN 24063, kus on 63 protsessi koos tunnusnumbritega. Keevitusmeetodid: liigituse aluseks on tehnoloogilised tunnused. Keevitamine jaotatakse: 1)Sulakeevitus: gaaskeevitus; kaarkeevitus (elektrood keevitus, räbustis kaarkeevitus); kaitsegaasis kaarkeevitus (MAG, MIG, TIG, plasma keevitus); elektronkeevitus; laserkeevitus; termiitkeevitus. 2) Survekeevitus: kontaktkeevitus (punkt-, joon-, reljeef-, põkk-, sulapõkk-keevitus); külmsurvekeevitus; hõõrdkeevitus; sepakeevitus; plahvatuskeevitus; ultrakeevitus; difusioonkeevitus; induktsioonkeevitus; vastakkaarkeevitus.
Harjutustöö variandi andmed : Variandi nr. Materjal Keevitusviisid Kõrglegeerteras 5 111 või 135 18% Cr + 8% Ni Käsikaarkeevitus (111) ja MAG-keevituse (135) võrdlus : 111 135 Eelised Lai keevitavate materjalide Saab keevitada õhukest plekki, valik, kasutatav kõikides keevitaja lühike väljaõppeaeg. keskonna tingimustes, lai Kõrg tootlikus, pidev elektrood lisaainevalik, seadme hea traadikujul, keeviamisel ei teki transporditavus, lihtne räbu, võimalik keevitada ruumi keevitusparameetrite asendis, keevitus traadil puudub seadistamine, õmbluse hea katte, seega vähm suitsu kvaliteet
Koostas: Reppy 21.11.2012 Keevitamine 1. Keevitusprotsesside Liigitus: Käsikaarkeevitus Keevitus kaitsva gaasi keskkonnas (MIG, MAG, MIG/MAG, TIG) Kontaktkeevitus Plasmakeevitus 2. Metallide keevitatavus: Keevitatavuseks nimetatakse ühesuguste või erinevate metallide omadust moodustada kvaliteedinõuetele vastav keevisliide. Keevitatavus sõltub keevitatavast materjalist,
pinnareljeefi moodustamine. 22.Keevituse olemus ja keevitusprotsesside liigitus Keevisliide – detailide kogum, mis on keevisõmblusega ühendatud - liidetakse ühendatavad detailid nende kokkupuutuvate osade sulatamise teel kas gaasipõleti leegis või elektrivoolu toimel. Keevitusprotsesse liigitatakse mehhaniseerimise taseme järgi: ● käsikeevitus ehk käsitsikeevitus on inimese - keevitaja poolt käeliselt tehtud keevitamine. ● poolautomaatkeevitus on osaliselt mehhaniseeritud keevitus; üldjuhul käsikeevitus, kus keevitustraadi või -lindi kujul lisametalli etteandmine on mehhaniseeritud vastava ajami abil ja liikumine piki keevisõmblust toimub keevitaja käe abil; ● automaatkeevitus on täielikult seadmete poolt tehtud automatiseeritud keevitus, kusjuures keevituspea liikumist ja asukohta ei juhi inimene käeliselt,



















Kõik kommentaarid