Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö Töö nimetus KEEVITAMINE Töö nr: Ees- ja perekonnanimi: Rühm: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Eesmärk Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades kaitsegaaskaarkeevitust MIG (131) või TIG (141). Lähtudes materjali tehnoloogilistest
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines МТТ0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus KEEVITAMINE Töö nr: Ees- ja perekonnanimi:KT Rühm: Üliõpilaskood:xxxx14 MASB21 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F.Sergejev Töö eesmärk: Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks. Lähtudes
TTÜ EESTI MEREAKADEEMIA Üld- ja alusõppe keskus Metallide tehnoloogia, materjalid II Kodune töö nr. 3 - Keevitamine Üliõpilane: Hans-Peter Grass Õpperühm: MM21 Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades kas käsikaarkeevitust kattega elektroodiga või kaitsegaaskaarkeevitust. Lähtudes keevitatavast materjalist ja tema paksusest, toote kujust, tootmisprogrammist jt teguritest valitakse töö teostaja poolt põhjendusega üks kõige otstarbekohasem Ülesanne: 1
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus KEEVITAMINE Töö nr: Ees- ja perekonnanimi: Rühm: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F. Sergejev 2.04.13 Töö eesmärk: Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks. Lähtudes detailist, keevitusviisist ja keevitus parameetritest valib töö teostaja kõige
KEEVITUS Keevitus on teraste ja värvilismetallide enimlevinud ja tähtsaim liitmismeetod: tootmiskeevitus (production welding) - detailide liitmine toodete valmistamisel; remontkeevitus (repair welding) - purunenud ja kulunud osade taastamine, moodustab kuni 20% kogu keevitustööde mahust; pealekeevitus. Keevitusprotsesside hulka loetakse ka jootmist, termopindamist ja termolõikamist. Keevituse põhimõisted Keevitus, keevitamine (welding) - kahele või enamale osale kuumutamise või surve abil jätkuva kuju andmine. Võidakse kasutada keemiliselt koostiselt sarnast lisamaterjali. Keevitatakse metalle, plaste, komposiite, keraamikat, klaasi jm. Terminit "keevitamine" kasutatakse tegevuse tähenduses ja terminit "keevitus" kui protsessi laiemas tähenduses. Kirjanduses kasutatakse põhiliselt terminit "keevitusprotsess". Keevitustehnoloogia (welding technology) - on tehnika ala, mis käsitleb
Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus Töö nr: 8 KEEVITAMINE Ees- ja Rühm: Matb-23 perekonnanimi: trollolloo Üliõpilaskood:troll oloooo Juhendaja:Eduard Töö tehtud: Töö Töö arvestatud: Kimmari 28.04.2012 esitatud:29.04.2012 Töö eesmärk ja ülesanded: Vastavalt variandile pakkuda sobiv keevitusprotsess, tuues välja protsessi iseloomulikud omadused. Anda lühikirjeldus materjali ettevalmistamisest ning kirjeldada keevitusprotsessi.
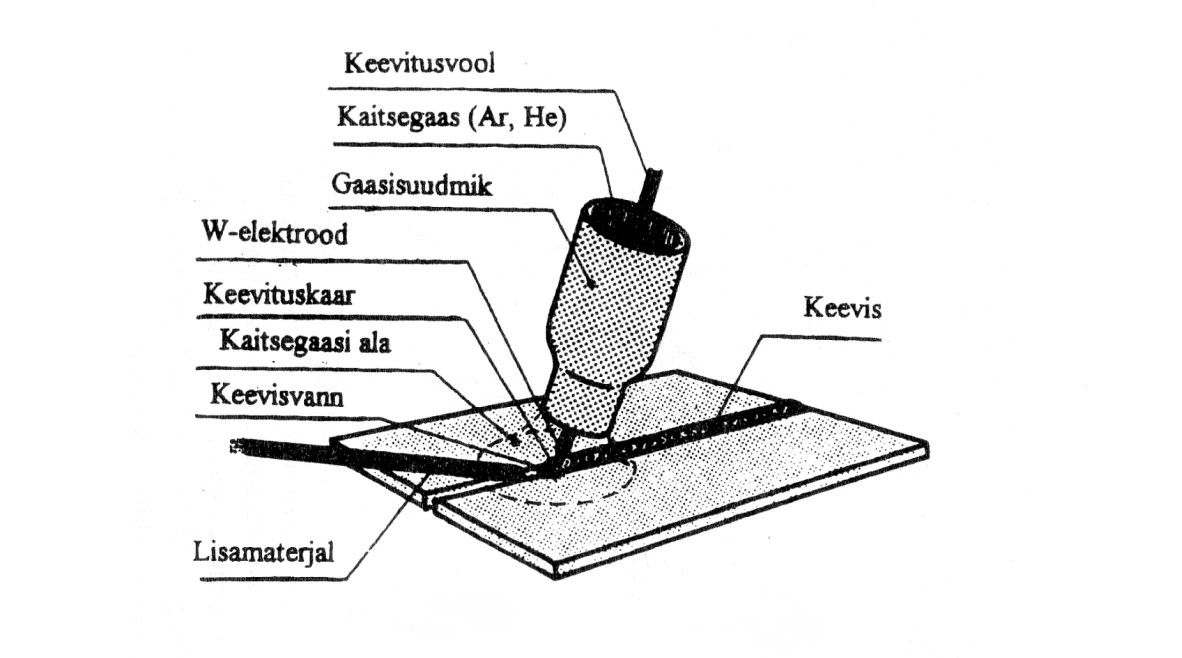
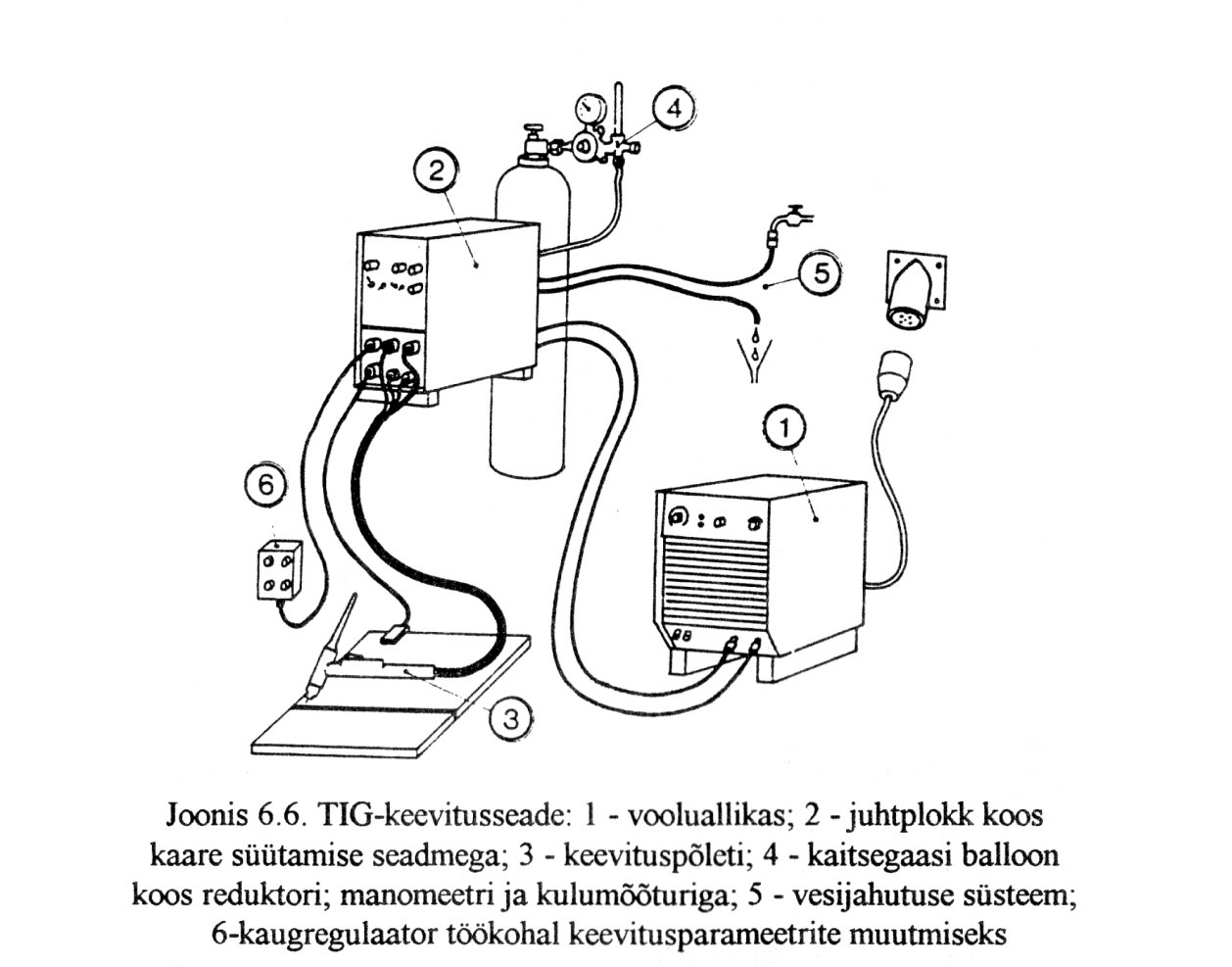
Kaitsevahendid 5 Keevisliidete tüübid 6 Käsikaarkeevitus MMA 7 Käsikaarkeevituse tehnika 9 Keevitusvoolu ja elektroodi läbimõõdu valik 9 Kaare süütamine 10 Elektroodi asend ja liikumine 10 Käsikaarkeevituse seadmed 12 Kaitsegaasis keevitamine 13 Keevitamine sulamatu elektroodiga e. TIG keevitus 13 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 14 MIG/MAG keevituse tehnika 16 MIG/MAG keevituse seadmed 18 Elektroodid 19 Varraselektroodid 19 Keevitustraat 21 Abivahendid 21
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus KEEVITAMINE Töö nr: 17 Ees- ja perekonnanimi: Rühm:MASB-21 Üliõpilaskood: ****77 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F. Sergejev Töö eesmärk ja ülesanded: Koostada põhimõtteline tehnoloogiline protsess keevitatud toodete valmistamiseks. 1. Tuua liite eskiis, määrata õmbluste ja liidete tüübid. Parameetrid. 2. Tabel kahe protsessi võrdlemiseks




















Kõik kommentaarid