A-PDF Merger DEMO : Purchase from www.A-PDF.com to remove the watermark REVISION HISTORY REV DESCRIPTION DATE APPROVED 2 45 ° R4 O7 48 142 A R0
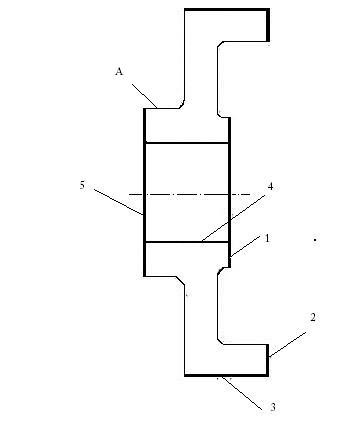
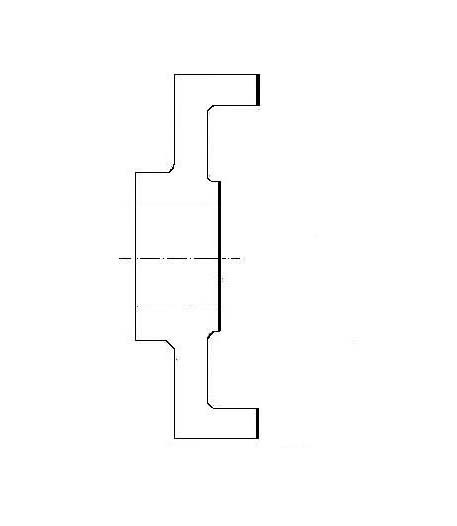
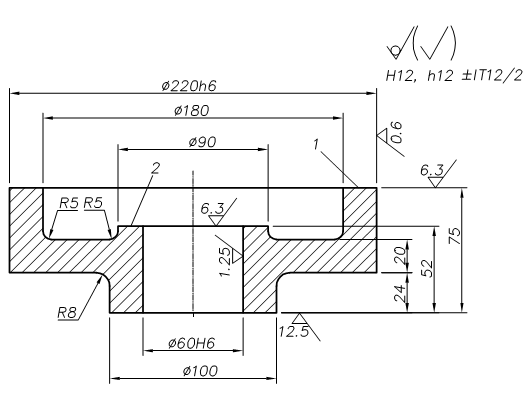
Antud detaili pinnad on vaja töödelda laastu eemaldamisega kui ka puurimist kasutades. Tolerants, sõltuvalt antud detaili nimimõõtmetest ja soovitud täpsusest, on ligikaudu 0,4 mm. Pinnakaredus kõigub vahemikus 1,6-25m sõltuvalt pinnast (vt. joonist). Pikitreimisel kooriva ja puhastöötlemise korral on soovitatav. pinnakaredus 1,6m ja otsatreimisel 3,2m, mis vastab meie soovitud nõuetele, seega on antud detail ilusti töödeldav universaaltripingis. Peale töötlemist treipingis oleks lisaks vaja veel augud sisse puurida. Soovitatav pinnakaredus puurimisel on 12,5m, mis samuti jääb soovitud piiridesse. Selleks kasutame vertikaalpuurpinki. Kõigepealt kinnitatakse toorik treipinki silindrilisest osast (pikem) kolmepakilisse padrunisse. Kuna toorik on küllaltki suure läbimõõduga (sõltub ka treipingist), siis on padruni pakid ümber pööratud.
Kõige laialdasemalt kasutatavaks metallide masintöötlemise viisiks on treimine. Sel teel valmistatakse ligikaudu 60% kõigist masinehituses kasutatavatest detailidest. Metallitreipink (joon. 1) on tunduvalt keerukama ehitusega kui puidutreipink. Treipingi põhiosad on säng, kiiruskast, ettenihkekast, trensel, suport ja tagumine tsenterpukk. Joon. 1 Säng on massiivne malmist valatud raam, mis ühendab ülejäänud osi. Sängi olulised elemendid on juhtpind. Neid mööda liigutatakse suportit ja tagumist tsenterpukki. Et nende liikumine oleks sujuv, tuleb juhtpindu kaitsta kriimustuste ja vigastuste eest ning neid perioodilisely õlitada. Kiiruskast sarnaneb ehituselt auto- või mootorratta käigukastiga. Seda läbib õõnes spindel ehk töövõll, millele hammasrataste abil antakse erinevaid pöörlemiskiirusi. Soovitud hammasülekande sisselülitamine toimub kiiruskasti esiküljel asuvate kangide abil. Igale pöörlemiskiirusele vastav kangide asend leitak
1 TREIMISTÖÖDE ALUSED PÕHIANDMED TREIMISTÖÖDEST Masinate, mehhanismide, aparaatide ja teiste toodete detailide mit- mesuguste valmistusviiside hulgas on laialt levinud lõiketöötlus: treimine, puurimine, freesimine, hööveldamine, lihvimine, kaabitsemine jne. Lõiketöötluse olemus seisneb toorikult pindkihi eemaldamises, et saada nõutavate mõõtmete, kuju ja kvaliteediga pindu. Võlle, rihma- ja hammasrattaid ning paljusid teisi sellist tüüpi detaile nimetatakse pöördkehadeks (joon.) ja neid töödeldakse treipinkidel (treitakse). Treimisega võib saada silinder-, koonus-, kuju ja tasapindu, samuti keermeid, faase, siirdmikke (joon. ).
1. Aatomi ehituse skeem suhtena. Kõvaduse määramine Rockwelli meetodil Kõvadus Rockwelli meetodil määratakse sissesurumise jälje sügavuse järgi: teraskuul läbimõõduga 1,6 mm ja jõud 980 N (100 kgf) – skaala B; teemantkoonus tipunurgaga 120° ja jõuga 580 N (60 kgf) või kõvasulamkoonus jõuga 1470 N (150 kgf). Kõvadust iseloomustab kuuli või koonuse
1. -2. MALMID, STRUKTUUR, TOOTMINE, LIIGITUS Malm toodetakse kõrgahjudes rauamaagist raua taandamisega. Taandamine toimub kivisöekoksi põlemisel tekkivate gaasidega. Vedelas rauas lahustub 3,5-4% C, samuti Mn, Si ja kahjulike lisandeina ka S ja P. Kõrgahjus toodetakse: 1) toormalmi, mis läheb terase sulatamisel (kuni 90% kogutoodangust); 2) valumalme, mis sulatatakse ümber, et saada valandeid (valatud esemeid) 3) ferrosulameid – suure Mn või Si sisaldusega rauasulameid, mida kasutatakse valumalmide ümbersulatamisel koostise reguleerimiseks ning terase taandamiseks. Koostise järgi eristatakse legeerimata malme, mis on põhiliselt raudsüsiniksulamid ja eriomadustega legeermalme, mille koostisse on lisatud täiendavalt teisi elemente. Malmis sisalduva süsiniku oleku järgi eristatakse: 1. Valgemalmid, kus kogu süsinik on rauaga seotud olekus tsementiidi ( F e 3 C ) kujul. Selline
MÕÕTMESTAMINE JA TOLEREERIMINE 2 ×16 tundi Teema Kestvus h 1. Sissejuhatus. Seosed teiste aladega 2 Mõisted ja terminiloogia. GPS standardite maatriksmudel 2. Geometrilised omadused. Mõõtmestamise 2 üldprintsiibid. Ümbrikunõue, maksimaalse materjali tingimus 3. ISO istude süsteem. Tolerantsiväljad 2 4. Istud. Võlli ja avasüsteem 2 5. Soovitatavad istud. Istude rahvuslikud süsteemid 2 6. Istude kujundamise põhimõtted 2 Istude analüüs ja süntees 7. Liistliidete tolerantsid. 2 Üldtolerantsid 8. Geomeetrilised hälbed. Kujuhälbed. 2 Suunahälbed 9. Viskumise hälbed. Asetsemise hälbed. Lähted 2 Nurkade ja koonuste hälbed ja tolerantsid 10. Pinnahälb
2. Lukksepatööd. 2.1. Lukksepatööde liigid ja nende ülesanne. Lukksepatööd kuuluvad metallide lõiketöötlemise hulka. Neid tehakse nii käsitsi kui ka mehaniseeritud tööriistade abil. Lukksepatööde eesmärk on anda töödeldavale detailile vajalik kuju, mõõtmed ja pinnakaredus. Töö kvaliteet sõltub lukksepa oskusest ja vilumusest, kasutatavatest tööriistadest ja töödeldavast materjalist. Lukksepatööde operatsioonid on märkimine, raiumine, õgvendamine ja painutamine, lõikamine käsisae ja kääridega, viilimine, puurimine, süvistamine ja hõõritsemine, keermetamine, neetimine, kaabitsemine, soveldamine ja plankimine, jootmine ja liimimine. Detailide valmistamisel sooritatakse lukksepatööoperatsioonid kindlaksmääratud järjekorras. Kõigepealt tehakse need operatsioonid, mille tulemusena saadakse toorik. Lukksepaoperatsioonid jagunevad - ettevalmistusoperatsioonideks nagu väljalõikam
























Kõik kommentaarid