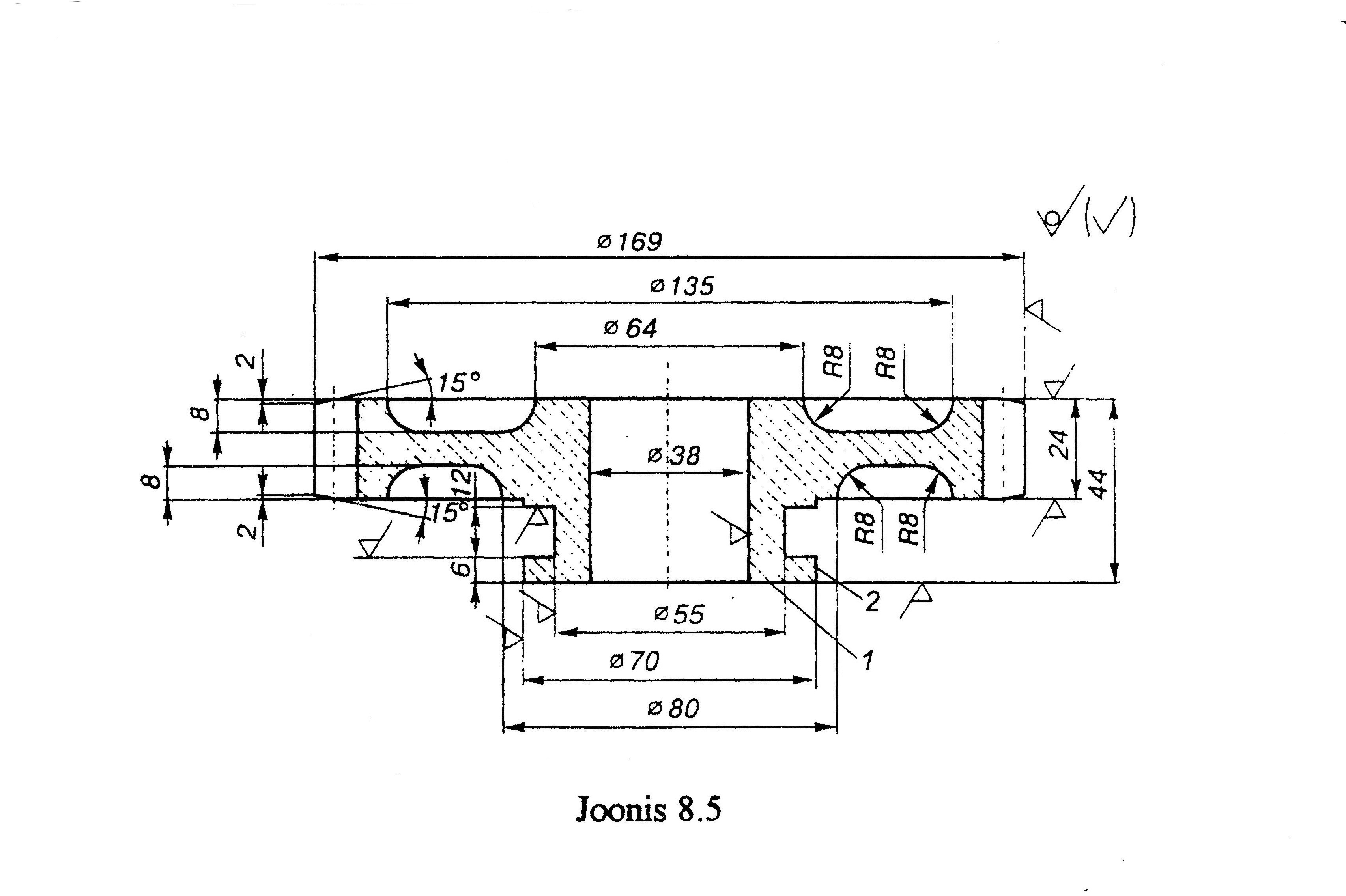
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutööd metallide tehnoloogias 2009/2010 õ.-a. Töö nimetus: Lõiketöötlemine Töö nr. 3 Üliõpilane: Rühm: Isiklik kood: Juhendaja: Töö tehtud: Esitatud: Arvestatud: Andres Laansoo Ül 1 Kuna etteantud toorik on liivvormvaland, siis on tema pind suhteliselt krobeline, ebatasane. Tooriku tegemisel peab arvestama, et toorik oleks maha lõigatava metalli võrra suurem. Nõutav pinna karedus saadakse otstreimise ja puhastöötlemise käigus. Etteantud täpsusaste on suhteliselt madal. Antud detail on sümeeriline, koosnedes peamiselt silind
Tallinna Tehnikaülikool Materjalitehnika instituut Kodutöö nr.3 Lõiketöötlus Nimi: Tallinn 2009 Töödeldav detail (joonis1.) millel peab töötlema pinnad 1 ning 2 on hallmalmist valatud detail. Töödeltavate pindade lubatud tolerants on toodud rahvusvahelise tolerantsijärguga H12, h12+- IT12/2. Määratud pinnakaredus detaili pindadele 1 ja 2 on 6,3m
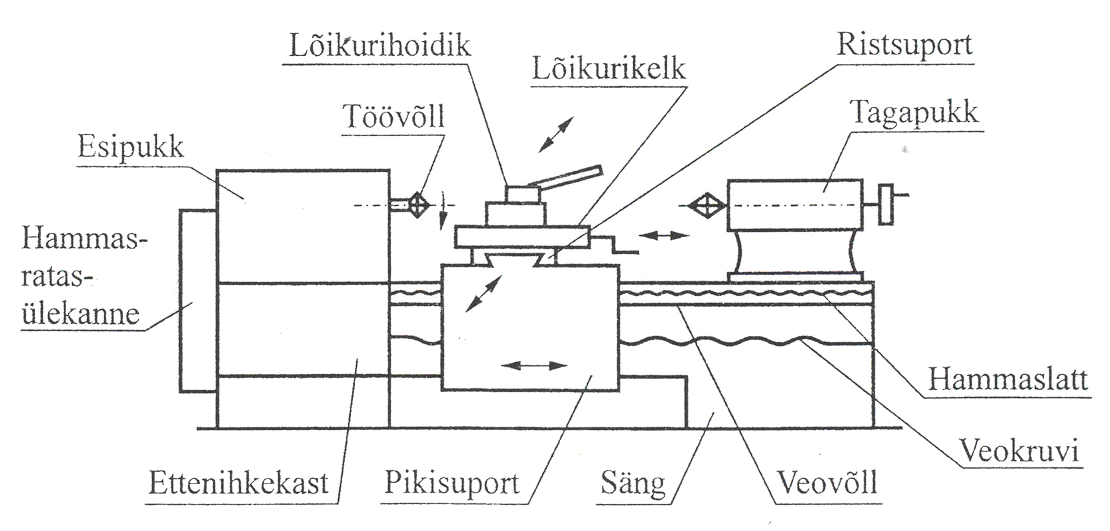
Kõige laialdasemalt kasutatavaks metallide masintöötlemise viisiks on treimine. Sel teel valmistatakse ligikaudu 60% kõigist masinehituses kasutatavatest detailidest. Metallitreipink (joon. 1) on tunduvalt keerukama ehitusega kui puidutreipink. Treipingi põhiosad on säng, kiiruskast, ettenihkekast, trensel, suport ja tagumine tsenterpukk. Joon. 1 Säng on massiivne malmist valatud raam, mis ühendab ülejäänud osi. Sängi olulised elemendid on juhtpind. Neid mööda liigutatakse suportit ja tagumist tsenterpukki. Et nende liikumine oleks sujuv, tuleb juhtpindu kaitsta kriimustuste ja vigastuste eest ning neid perioodilisely õlitada. Kiiruskast sarnaneb ehituselt auto- või mootorratta käigukastiga. Seda läbib õõnes spindel ehk töövõll, millele hammasrataste abil antakse erinevaid pöörlemiskiirusi. Soovitud hammasülekande sisselülitamine toimub kiiruskasti esiküljel asuvate kangide abil. Igale pöörlemiskiirusele vastav kangide asend leitak
1 TREIMISTÖÖDE ALUSED PÕHIANDMED TREIMISTÖÖDEST Masinate, mehhanismide, aparaatide ja teiste toodete detailide mit- mesuguste valmistusviiside hulgas on laialt levinud lõiketöötlus: treimine, puurimine, freesimine, hööveldamine, lihvimine, kaabitsemine jne. Lõiketöötluse olemus seisneb toorikult pindkihi eemaldamises, et saada nõutavate mõõtmete, kuju ja kvaliteediga pindu. Võlle, rihma- ja hammasrattaid ning paljusid teisi sellist tüüpi detaile nimetatakse pöördkehadeks (joon.) ja neid töödeldakse treipinkidel (treitakse). Treimisega võib saada silinder-, koonus-, kuju ja tasapindu, samuti keermeid, faase, siirdmikke (joon. ). Treimistöödel kasutatakse treiteri, puure, avardeid, hõõritsaid, keermepuure jt. lõikeriistu. Treimisel saadavaid pindu: 1 silinderpind, 2 siirdmik, 3 faas, 4 tasapind (otspind), 5 kujupind, 6 koonuspind, 7 keere. LAASTUTEKKEPROTSE
Contents 1.Plastse deformeerimise füüsikalised alused .............................................................................................. 2 2. Mahtvormimisprotsessid. ......................................................................................................................... 2 3.Kuumvormstantsimine ............................................................................................................................... 2 4. Külmvormpressimine ja külmjamendamine. ............................................................................................ 2 5. Lehtvormimisprotsessid. ........................................................................................................................... 3 6. Lehtstantsimisel ........................................................................................................................................ 3 7. Lõikamise põhiprotsessid ...............................................................
Autorid: Priit Kulu Jakob Kübarsepp Enn Hendre Tiit Metusala Olev Tapupere Materjalid Tallinn 2001 © P.Kulu, J.Kübarsepp, E.Hendre, T.Metusala, O.Tapupere; 2001 SISUKORD SISSEJUHATUS ................................................................................................................................................ 4 1. MATERJALIÕPETUS.............................................................................................................................. 5 1.1. Materjalide struktuur ja omadused ...................................................................................................... 5 1.1.1. Materjalide aatomstruktuur........................................................................................................... 5 1.1.2. Materjalide omadused ..........................
























Kõik kommentaarid