· Vooluallika tühijooks kui vooluallikat ei kasutata · Galvaanimine eseme metalliga katmine elektrolüüsi teel · Elektrolüüt keemiline ühend, mille lagunemisel saavad tekkida erimärgiliselt laetud ioonid või keemilised rühmad. · Huumlahendus - nähtus, mis seisneb laetud osakeste pidurdamises hõreda gaasi poolt · Sädelahendus - ebapüsiv sõltumatu gaaslahendus, mis toimib kõrgel rõhul · Kaarlahendus tekib normaalrõhul teineteisest kuni mõne cm kaugusel paiknevate süsi-või metallelektroodide vahel · Koroonalahendus - gaaslahenduse eriliik, mis tekib tugevasti mitteühtlases elektriväljas 2) Laengukandjate konsentratsioon + valem · Laengukandjate konsentratsiooni nimetatakse laengukandjate arvu ruumala ühikus 3) Defineeri juhtivus + valem 4) Ohmi seadus 1 + valem
pilve suunas. Gaasilised ained on normaaltingimustes mittejuhid. Gaas hakkab elektrit juhtima siis, kui ta ioniseeritakse (aatmoist/molekulist lüüakse elektrone välja). elektrivool katkeb ionisaatori toimel. Plasma väga tugevasti ioniseeritud gaas Gaasilahenduse liigid: Sõltuv gaasilahendus - elektrivool katkeb ionisaatori toimel Sõltumatu gaasilahendus - ei vaja ionisaatorit Huumlahendus hõrendatud gaasides, kasut valgusreklaamides, signaallampides. Kaarlahendus tekib normaalrõhul (ka õhus) teineteises kuni mõnekümne sentimeetri kaugusel paiknevate süsi- või metallelektroodide vahel. Kasutatakse võimsates valgustites (kinolambid), metallide sulatamiseks elektrikeevitusel. Sädelahendus õhk muutub väga tugevas elektriväljas lühiajaliselt elektrit juhtivaks. Näiteks on välk, auto süüteküünla elektroodide vahel. Termoemissioon ja termoelektrilised nähtused Väljumispotentsiaal ja väljumistöö
Sädelahendus: Sädelahendus ilmneb, kui vooluallikas ei ole võimeline sõltumatut elektrilahendust pikema ajavahemiku vältel säilitama. Sädelahendus kestab lühiajaliselt, seda seetõttu, et lahenduse ajal toimub märgatav pinge langus. Sädemed tekivad vooluahelate katkestamisel, näiteks lüliti või relee kontaktide vahel. Sädelahendust rakendatakse nt sisepõlemismootori süütesüsteemis ja metallipinna sädetöötlemisel. Looduslik sädelahendus on välk. Kaarlahendus: Kaarlahendus on kestev sõltumatu gaaslahendus, millele on iseloomulik suur voolutihedus ja gaasi (leegi) kõrge temperatuur. Kaarlahendus saab tekkida gaasi rõhul, mis on suurem kui 102Pa. Kaarlahendust rakendatakse keevitusseadmetes (kaarkeevitus), kaarahjudes (metallurgias), gaaslahenduslampides. Huumlahendus: Huumlahendus tekib pinge rakendamisel gaasile. Huumlahenduse mõnes piirkonnas on aine plasmaolekus. Ioonide tekkimisel suureneb lahendusvahemiku elektrijuhtivus ja gaasi läbib elektrivool
16. Nim. voolulevimise võimalusi gaasides? Kui gaas ioniseeritakse, hakkab ta elektrit juhtima. Seega on tegemist sõltuva gaaslahendusega. Sõltumatu gaaslahendus, mis ei vaja ionisaatorit, sellised juhul omandavad laengukandjad elektriväljas kiirenevalt liikudes kineetilise energia, mis on piirav, gaasi aatomite ioniseerimiseks. Seda nim põrkeionisatsiooniks Ka tavaline õhk võib elektrit juhtida, sellisel juhul on põhjuseks kosmosest vabanev kiirgus. Veel on huumlahendus, kaarlahendus, sädelahendus ja koroonalahendus. *Huumlahendus *Kaarlahendus *Sädelahendus *Koraallahendus 17. Mis on plasma? Plasma on tugevasti ioniseeritud gaas(laengukandjate arv gaasi vaadeldavas koguses saab võrreldavaks gaasimolekulide või gaasiaatoimite üldarvuga). 18. Mis on p-pooljuht, n-pooljuht, pn-siire? N-pooljuht – pooljuht kus on kristalli kasvatamise käigus asendatud väike hulk põhiaine aatomitest lisandaine aatomitegamillel on valentselektrone rohkem kui põhiaine aatomitel
Kuldamine, hõbetamine) 2) Vase rafineerimine ehk vase puhastamine lisanditest 3) alumiiniumi tootmisel 4) Galvanoplastika matriitside ehk tõmmiste valmistamine, monumentide valmistamine 6. Sõltumatu gaaslahenduse liigid: 1. Huumlahendustekib hõrendatud gaasides. nt. Virmalised. Huumlahendust kasutatakse päevavalguslampides. 2. koroonalahendus nt. Püha Elmo tuled. Tekivad teravike ümber, sest seal on laengute tihedus kõige surem. 3. kaarlahendus (elektrikaar) tekib kahe hõõguva süsi või metallelektroodi vahel kõrgel pingel. Kasutatakse keevitamisel. 4. Sädelahendus tekib siis, kui vooluallika võimsusest ei piisa püsiva kaar või huumlahenduse tekitamiseks. Nt välk. 7. Diood ehk 2 elektroodiga elektronlamp kasutatakse vahelduvvoolu alaldamisel Triood ehk 3 elektroodiga elektronlamp kasutatakse võimenduselemendina 8. Elektronkiiretoru osad: 1)elektronkahur tekitab vaakumis elektronkiire
Seetõttu väheneb pinge lahenduse käigus kiiresti ning põrkereaktsioon lakkab. Hiiglasliku sädelahenduse näiteks on välk. Voolutugevus välgu helendavas kanalis ulatub sadade tuhandete ampriteni, temperatuur aga on mitukümmend tuhat kraadi. Kuiv välku ei kasutata kui loodusliku energiaallikat, sest välgu võimsus voltides põletaks läbi kõik seadmed. Samuti on välk etteaimamatu, sa ei tea kunagi kus ta täpselt tekib, seega oleks tema ''elektri püüdmine'' raskendatud. Kaarlahendus. Kaarlahendus tekib normaalrõhul teineteisest kuni mõne cm kaugusel paiknevate süsi- või metallelektroodide vahel. Kuna elektrikaare plasma on tugevalt ioniseeritud, siis tema takistus on väike. Väga suur voolutugevus saavutatakse küllalt väikesel pingel. Kaar on väga ere ning tema tempeatuur on väga kõrge. Seetõttu kasutatakse kaarlahendust võimsates valgustites (näiteks kinolampides) ning metallide sulatamiseks elektrikeevitusel. Kaarlahenduses tekib Maal plasma.
(ja seega voolutugevus on arvutatav valemiga I=E/r) 8.Mis on kaitsmed? Kaitsmed on elektrivoolu katkestavad seadmed, mis kaitseb juhul, kui elektriseadmes tekib ohtlik rike või lühis. 9.Kirjelda elektrivoolu vedelikes? Pinge rakendamisel elektrolüüdi lahusele hakkavad pos. ioonid liikuma neg. klemmi poole ja neg. ioonid pos. klemmi poole. 10.Nimeta voolu levimise viise gaasides? Sõltuv gaaslahendus, sõltumatu gaaslahendus, huumlahendus, kaarlahendus, sädelahendus, koroonalahendus. 11.Mis on plasma? Plasma on tugevasti ioniseeritud gaas. 12.Mis on magnet? Magnet tõmbab enda poole rauast esemeid ja orienteerub põhja-lõuna suunaliselt. 13.Mis on poolus ja neutraalne piirkond? Kus asuvad? Magneti poolustes on magneti omadused kõige suuremad, keskkohas on neutraalne. 14.Kuidas poolused üksteist mõjutavad? Sama nimelised poolused tõukuvad, erinimelised tõmbuvad. 15.Mis on magnetväli?
Elektrivooluenergia ehk vooluringis eraldunud soojushulk on võrdeline voolutugevust, pinge ja aja korrutisega. A=Q=IUt=IRt 1J=1A*1V*1s=1Ws TAVALISELT kWs I=U/R U=IR 9. Kirjelda elektrivoolu gaasides, vedalikes ja pooljuhtides. METALLIDES • Vabade elektronide suunatud liikumine VEDELIKES • Ioonide (laenguga aatomite) ja vabade elektronide suunatud liikumine GAASIDES • Huumlahendus – valgusreklaamis • Kaarlahendus – keevitamisel (kõrged pinged) • Sädelahendus - (väikesed pinged) • Koroonalahendus – püha Elmo tuled – äikeselise ilma puhul tekivad kõikidel teravikel teraviku otsast voolujoad POOLJUHTIDES • Laengukandjateks on elektronid ja augud • Mida madalam on temperatuur, seda paremini juhivad elektrit • Halvad juhid 10. Kuidas kasutatakse elektrimõõteriistu? VOLTMEETER • Ühendatakse rööbiti
kvaliteet on lihtsasti teisaldavad Puudused Sobimatus Keevituskiirus ja tootlikus välistingimustes, on väike, elektroode peab keevitustraatide vahetama valik on väiksem MAG-keevitamine Keevitamisel tekitatakse traadikujulise elektroodi ja keevitatava detaili vahel kaarlahendus, mille soojusenergia toimel elektroodimetall ja põhimetall sulavad. Kaitsegaasi kasutamine on vajalik ning see juhitakse keevitatavasse piirkonda läbi gaasisuudmiku. Kaitsegaas kaitseb keevitusprotsessi õhuhapniku ja lämmastiku eest. Protsess on pidev tänu keevitustraadi automatiseeritusele, see tähendab et keevitustraati antakse ette rullide abil. Keevitusvool juhitakse keevitustraati keevituspõletisse kinnitatava voolukontakti abil. Kuigi keevitustraat antakse ette
Aine elektrokeemiline ekvivalent on võrdeline aatommassi ning pöördvõrdeline valentsiga. k Kui elektrivool ionisaatori toime lakkamisel katkeb, on tegemist sõltuva gaasilahendusega. Sõltumata gaasilahendus , mis ei vaja ionisaatorit. Huumlahendus realiseerub hõrendatud gaasides. Vajalik pinge on suurusjärgus sada volti ja voolutugevus 1100 milliamprit. Kasutatakse valgusreklaamis ja signaallampides. Kaarlahendus tekib normaalrõhul teineteisest kkuni mõne sentimeetri kaugusel paiknevate süsi või metallelektroodide vahel. Kinolampides, metallide sulatamiseks elektrikeevituses. Sädelahendus l muutub õhk väga tugevas elektriväljas lühiajaliselt elektrit juhtivaks, kuna õhus sisalduvad laetud osakesed omandavad põrkeionisatsiooniesilekutsumiseks piisava kineetilise energia. Süüteküünal
Elektrivool gaasis e. gaaslahendus on elektronide ja + ioonide suunatud liikumine. Gaaslahendus elektrivool gaasides SÕLTUV gaaslahendus kui elektrivool ionisaatori eemaldamisel lakkab. SÕLTUMATU ei vaja ionisaatorit, laengud omandavad elektriväljas liikudes energia, mis on piisav gaasis aatomite ioniseerimiseks. MUUMLAHENDUS tekib hõrendatud gaasis, kus U on 100 V ja I 1-100 mA, seda kasut. valgusreklaamides. KAARLAHENDUS tekib teineteisest mõne cm kaugusel asuvate elektroodide vahel suure voolutugevuse ja madala pinge korral. Kasutatakse võimsates valgustites. SÄDELAHENDUS selle puhul muutub õhk lühiajaliselt elektrit juhtivaks. Selleks on nt. välk. Voolutugevus ulatub sadade tuhandete ampriteni, temp. aga on mitutuhat kraadi, suur voolutugevus. KOROONLAHENDUS selle puhul hakkab õhk elektrit juhtima eelkõige teravike läheduses kuna siis elektriväli tugevneb, nt. kirikutornid
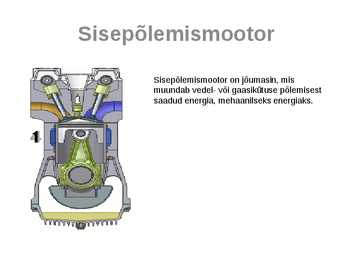
takt. Süüteküünal on elektriline seade, mida kasutatakse sisepõlemismootorites küttesegu süütamiseks. Süüteküünla leiutas Gottlob Honold, kes töötas Robert Bosch'i juures ning arendas sisepõlemismootori kõrgepingelist süütesüsteemi. Üldjuhul on süüteküünla tööpõhimõte järgmine. Süüteküünal saab süütepoolist (mitmesilindriliste mootorite puhul süütejagaja vahendusel) kõrgepingeimpulsi. Sellest tekib küünla elektroodide vahel kaarlahendus, mis süütab küttesegu. Ühesilindriliste mootorite süütesüsteemis jagaja puudub ning pingeimpulss saadakse magneetolt. Nukkvõll on nukkidega võll, mida kasutatakse masinates perioodiliselt korduvate protsesside juhtimiseks. Nukkvõlli kasutatakse laialdaselt sisepõlemismootorite gaasijaotusmehhanismides, kus nukkvõll hoolitseb sisselaske- ja väljalaskeklappide õigeaegse avamise eest. Nukkvõlli nukkide arv sõltub klappide arvust. Nukkvõlli
masstootmine, valisin käsikaarkeevituse, kuna punktkontaktkeevitusega (21) pole võimalik I- tala juures vajalikku T-liidet teostada. Käsikaarkeevituse kirjeldus Kaarkeevituses kasutatakse elektrilise kaarlahenduse ehk kaarleegi poolt tekitatud soojust, mille abil sulatatakse liidetavate detailide servad ja keevituselektrood. Elektrood on vajalik keevisõmbluse moodustamiseks vajaliku lisametalli saamiseks. Keevitamisel tekitatakse kaarlahendus elektroodi otsa ja keevitatava detaili vahel. Tekkiv kaarleek on väga kõrge temperatuuriga ja sulatab keevituspiirkonnas liidetavate detailide servi aga ka lisametalli (elektroodi). Sulametall koguneb õmbluse ossa, mida nimetatakse keevisvanniks ja kristalliseerudes liidab ühendatavad detailid. Keevisvannis toimuvad metallurgilised protsessid ja metalli kristalliseerumise tingimused määravad keevitusõmbluse kvaliteedi
1. Keevituse põhimõisted. Keevitusprotsess, keevitustehnoloogia, keevitusmeetodid. Keevitus on tehniline protsess, mis seisneb tervikliite saamises ühendatavate det. vahel aatomsidemete loomise teel kohaliku v. üldise kuumutamise , plastse deformeerimise v. üheaegselt mõlema mooduse abil. Protsess: konkreetne keevitusviis. Eristatakse kasutatavate energia liikide (kaarlahendus, gaasleek, kontaktkuumutus, plasma, survejõud jm) järgi. Keevitusprotsessi liigitatakse ka keevismetalli kasutamise viisi järgi: ISO 4063; EN 24063, kus on 63 protsessi koos tunnusnumbritega. Keevitusmeetodid: liigituse aluseks on tehnoloogilised tunnused. Keevitamine jaotatakse: 1)Sulakeevitus: gaaskeevitus; kaarkeevitus (elektrood keevitus, räbustis kaarkeevitus); kaitsegaasis kaarkeevitus (MAG, MIG, TIG, plasma keevitus); elektronkeevitus; laserkeevitus; termiitkeevitus.
moodustumine toimub vertikaalselt alt üles. Elektroodi põlev ots on suunatud kergelt ülespoole ning liikumine toimub poolkaartena pilu ühest servast teise. Asend PG on nn seinaasend, mille puhul elektroodi liikumine ja õmbluse moodustumine toimub vertikaalselt ülevalt alla. MIG- keevituse tööpõhimõte Joon. 1 Keevitustraat on ühendatud alandatud voolu plusspoolega, keevitatav detail aga miinuspoolega. Kui traat viia kontakti keevitatava detailiga, tekib kaarlahendus, traat ja detail hakkavad sulama ja tekib sulametall. Traat, mida söödetakse ette vastava mootori poolt (joon. 2), satub keevitustsooni ja sulab kiirusega, mis sõltub valitud traadi etteandmiskiirusest. Mida kiiremini töötab traadisöötmise mootor, seda suurem on kaarlahenduse voolutugevus. Traadi söötmiskiirus kontrollib keevitusvoolu. Joon. 2 Keevisõmblust oksüdeerimise ja ebaühtluste eest, kaitseb sulametalli inertsgaasi kiht.
moodustumine toimub vertikaalselt alt üles. Elektroodi põlev ots on suunatud kergelt ülespoole ning liikumine toimub poolkaartena pilu ühest servast teise. Asend PG on nn seinaasend, mille puhul elektroodi liikumine ja õmbluse moodustumine toimub vertikaalselt ülevalt alla. MIG- keevituse tööpõhimõte Joon. 1 Keevitustraat on ühendatud alandatud voolu plusspoolega, keevitatav detail aga miinuspoolega. Kui traat viia kontakti keevitatava detailiga, tekib kaarlahendus, traat ja detail hakkavad sulama ja tekib sulametall. Traat, mida söödetakse ette vastava mootori poolt (joon. 2), satub keevitustsooni ja sulab kiirusega, mis sõltub valitud traadi etteandmiskiirusest. Mida kiiremini töötab traadisöötmise mootor, seda suurem on kaarlahenduse voolutugevus. Traadi söötmiskiirus kontrollib keevitusvoolu. Joon. 2 Keevisõmblust oksüdeerimise ja ebaühtluste eest, kaitseb sulametalli inertsgaasi kiht. Gaasi pealevool peab olema keevisõmbluse kaitse
m=kIt Galvaanimine- mingi metalli katmine metalliga elektrolüüsi abil Sõltuv gaaslahendus- et gaas juhiks elektrivoolu, tuleb ta enne ioniseerida Sõltumata gaaslahendus- ionisaatorit ei vajata Elektrivool gaasides- kujutab endast erinimeliste ioonide suunatud liikumist elektrivälja mõjul Huumlahendus- realiseerub hõrendatud gaasides. Peamiselt intergaasid, kasutatakse valgusreklaamides ja signaallampides Kaarlahendus- tekib normaalrõhul, teineteisest mõne cm kaugusel paiknevate süsi- või metallelektoodide vahel. Kasutatakse kinolampides, elektrikeevitustöödel Sädelahendus- õhk muutub väga tugevaks elektriväljas lühiajaliselt elektrit juhtides. Kasutatakse välkudes, tulemasinates Karoonalahendus- hakkab õhk juhtima piiratud ruumiosas, eelkõige laetud tervaiku läheduses. ''püha elmo tuled''
tuleb ioniseerida. Saab tekitada: temp.tõstmine, UV vi röntgenkiirgus, radioaktiivne kiirgus. Gaaslahendus: elektrivool gaasides. 15. Mis on sõltuv ja sõltumatu gaaslahendus? Sõltumatu gaaslahenduse liigid. Sõltuv: lakkab pärast välise ionisaatori mõju lõppemist. Sõltumatu: jätkub pärast ionisaatori mju lõppemist. Sõltumatu: Huumlahendus (hõrendatud gaasid, valgusreklaam, päevavalguslamp, JOONIS!!!), kaarlahendus(normaalrõhul, süsielektroodide vahel, valgustid, elektrikeevitus), Sädeluslahendus(lühiajaliselt tugevas elektriväljas, süüteküünlad, välk), koroonalahendus(laetud kehade teravike läheduses, Püha Elmu tuled) 16. Milline on pooljuhi ehitus, juhtivustüüp pooljuhis? Ehitus(vt vihikust), juhtivustüüp:elektron-aukjuhtivus 17. Lisandjuhtivus, doonorlisand ja aktseptorlisand, milline pooljuhi tüüp tekib, miks? Joonis
m=kIt Galvaanimine- mingi metalli katmine metalliga elektrolüüsi abil Sõltuv gaaslahendus- et gaas juhiks elektrivoolu, tuleb ta enne ioniseerida Sõltumata gaaslahendus- ionisaatorit ei vajata Elektrivool gaasides- kujutab endast erinimeliste ioonide suunatud liikumist elektrivälja mõjul Huumlahendus- realiseerub hõrendatud gaasides. Peamiselt intergaasid, kasutatakse valgusreklaamides ja signaallampides Kaarlahendus- tekib normaalrõhul, teineteisest mõne cm kaugusel paiknevate süsi- või metallelektoodide vahel. Kasutatakse kinolampides, elektrikeevitustöödel Sädelahendus- õhk muutub väga tugevaks elektriväljas lühiajaliselt elektrit juhtides. Kasutatakse välkudes, tulemasinates Karoonalahendus- hakkab õhk juhtima piiratud ruumiosas, eelkõige laetud tervaiku läheduses. ’’püha elmo tuled’’
*Mis on Galvanotehnika, selle liigid! Galvanotehnika on eseme elektrolüütiline katmine metalli või sulamikihiga. Galvanotehnika liigid on galvanosteegia ja galvanoplastika. Galvanosteegia on metalleseme katmine teise õhukese metalliga. Galvanoplastikas sadestatakse esemele paks kiht, et saada täpsem kujutis esemest. *Nimeta voolu levimise võimalusi gaasides? Voolu levimise võimalused gaasides on: kuumlahendus(hõrendatud gaasid); kaarlahendus(normaalrõhk); sidelahendus(õhk muutub väga tugevas elektriväljas lühiajaliselt elektrit juhtivaks); koroonalahendus(õhk muutub piiratud ruumiosas teraviku läheduses elektrit juhtivaks). *Mis on plasma? Plasma on tugevasti ioniseeritud gaas, mis sisaldab väga suures koguses laengukandjaid. *Mis on ppooljuht, npooljuht, pnsiire? Ppooljuht on pooljuht, milles põhilised laengukandjad on augud. Npooljuht on pooljuht, milles põhilised laengukandjad on elektronid
Elek.lüüsi pähiseadus: elektroodile kantava aine mass onm on vördeline voolutugevusega i ja elektrolüüsi kestusega t Sõltuv gaasilahendus: 1)IONISAATORIT ON VAJA KOGU LAHENDUSE JOOKSUL 2) SÕLTUMATU GAASILAHEDUS IONISAATORILT ON VAJA AINULT LAHENDUSE TEKITAMISEKS, EDASI TOIMUB JUBA LAENGU OSAKESTE KIIRENDAMINE EL VÄLJAS JA TOIMUB PÕRKEIONISATSIOON KLASTERIOON LAETUD OSAKE, MILLE KÜLJES ON NEUT OSAKESED.. Huumlahendus kasutatakse valgusreklaamis ja signaal lampides. Kaarlahendus e kaarleek, tekib ormaalrõhus, süsi või metallelektroodid Sädelahendus lühiajaline, puudub vooluallikas Koroona lahendus . tekib tugevas el väljas teravike lähedal
= (J/C=V) -kõrvaljõud(J) Vooluallikal on sisetakistus r, mis Ohmi seaduses liidetakse R-le. I = U / R+r Lühis: R on väike, mõjub ainult tühine vooluallika sisetakistus. Suur vool. Faraday elektrolüüsiseadus: katoodil eraldunud aine mass on m=k*I*t k-el.keem.ekvivalent mi/qi võrdeline elektrolüüti läbinud voolutugevusega ja ajaga. Huumlahendus: madal rõhk, mõnisada volti, normaaltemperatuur. Reklaamtorud, päevavalguslambid, virmalised. Kaarlahendus: atmosfäärirõhk, kõrge temp, madal pinge. El.keevitus, võimsad projektorid. Koroonalahendus: normaalrõhk, tavatemperatuur, ülitugev el.väli, teravikud. Püha Elmo tuled, tsepeliin. Sädelahendus: kui vooluallika võimsusest ei piisa pideva kaar- või huumlahenduse jaoks. Triikraud, välk. Rajult kõrge R ja I. Vaakumis el.voolu jaoks tuleb viia vabu laetud osakesi. Termoemissioon: kuumutatud metalli pind hakkab kiirgama elektrone. Aga need liiguvad aint ühtepidi, vaakumdiood. Trioodil
plasmakeevitus. , . Elektroodkeevitamine Elektroodkeevitamine kuulub rahvusvahelise liigituse järgi ilma kaitsegaasita kaarkeevitusmeetodite rühma. Elektroodkeevituse (Joon. 1) vooluringi moodustavad: vooluallikas, keevitusjuhe, elektroodihoidjas olev elektrood, kaarleek, keevitatav detail ja kinnitusklambriga keevitatava detaili külge kinnitatud tagasivoolujuhe Keevitamisel tekitatakse kaarlahendus elektroodihoidikusse (Joon. 2) kinnitatud elektroodi otsa ja keevitatava detaili vahel. Tekkiv kaarleek on väga kõrge temperatuuriga ja sulatab keevituspiirkonnas liidetavate detailide servi aga ka lisametalli (elektroodi). Sulametall koguneb õmbluse ossa, mida nimetatakse keevitusvanniks ja kristalliseerudes liidab ühendatavad detailid (Joon. 3). Keevisvannis toimuvad metallurgilised protsessid ja metalli kristalliseerumise tingimused määravad keevitusõmbluse kvaliteedi.
· MAG-keevitamine e. kaarkeevitamine aktiivkaitsegaasis (CO2), · MIG-keevitamine e. kaarkeevitamine inertgaasis (argoonis). Kuna mõlemad keevitusprotsessid erinevad vähe ja kasutatakse samu seadmeid, siis on sageli rahvusvaheliselt käibel lühend MIG/MAG-keevitamine. MIG/MAG-keevitamisel tekitatakse traadikujulise elektroodi ja keevitatava detaili vahel kaarlahendus, mille soojusenergia toimel elektroodimetall ja põhimetall sulavad (sele 2.23). Keevituskaare piirkonda juhitakse gaasisuudmiku kaudu kaitsegaasi, mis kaitseb keevisvanni ja metallitilkasid õhuhapniku ja lämmastiku toime eest. Keevitustraati antakse kaarevahemikku traadietteandemehhanismi rullide abil. Keevitusvool juhitakse keevitustraati keevituspõletisse kinnitatava voolukontakti abil
Üldine nimetus on gaaslahendus kui kaob ioonisaator kaob ka gaaslahendus puhas õhk juhib paremini elektrit (õhu puhtust mõõdetakse õhu elektrijuhtivuse järgi) 1. Sädelahendus Suur elektriväli, suur laeng, lühiajaline säde. 2. Huumlahendus esineb hõredas gaasis, laeng pole suur, esineb valgustorudes, erinevad gaasid helendavad erineva värviga. Hõredas gaasis saavad piisava kiiruse et valgust kiirata. 3. Kaarlahendus kaks elektroodi, vabas õhus, pinge pole suur, tekib plasmakaar. (keevitamine) 4. Koroonalahendus tekib teravike juures, kuna Elektriväli on väga suur, hakkab teraviku ots helendama Magnetism Püsimagnet tõmbab rauda. Magneti poolus koht kus ta tõmbab tugevasti.(tõmbab ainult pooluste koha pealt Igal magnetil on vähemalt 2 kohta kust ta tõmbab. Nimetatakse põhja ja lõunapooluseks Üksikut poolust pole võimalik saada.
hoolikalt kõrvaldada. 6 Metallide keevitamine Keevitus on protsess, kus kahele või enamale osale kuumutamise või surve abil jätkuva kuju andmine. Võidakse kasutada keemiliselt koostiselt sarnast lisamaterjali. Keevitatakse metalle, plaste, klaasi, komposiite jm. keevitamist kasutatakse ka pealesulatuseks. Kaarkeevitus Kaarkeevitusel kasutatakse keevituskaart, mis on kaarlahendus. See tekib keevitamisel elektroodi otsa ja detaili vahel metalliaurude ning kaitsegaaside, elektroodikatte või räbusti koostisse kuuluvate ainete aurude ioniseeritud segus. Kaarlahendusega kaasneb suure soojushulga ja valguse eraldumine. Kaarlahenduse tekkeks peab elektroodide vaheline gaas olema ioniseeritud. Süsinikteraste keevitamine Süsinikterased on keskmise (0,3...0,5%) ja suure (0,5...1,0%) süsinikusisaldusega terased.
keemilised rühmad 18 Galvano tehnika - meetod, kus elektrolüüsi käigus kaetakse esemed metalli kihiga Galvanosteegia - metallesmete katmine teise metalli õhukese kihiga Galvanoplastika - sadestatakse esemele paks metallikiht, et saada esemepinnast täpset jäljendit 19 Voolulevimise võimalusi gaasides: -huumlahendus - realiseerub hõrendatud gaasides (reaktsioonides) -kaarlahendus - tekib normaalrõhul (õhus = 100kPa = 1 atmosfäär (at)) -sädelahendus - õhk muutub väga tugevas elektriväljas lõhiajaliselt elektrit juhtivaks -koroonalahendus - õhk hakkab elektrit juhtima piiratud ruumiosas 20 Plasma - tugevasti ioniseeritud gaas, sisaldab palju laetud osakesi, aga suvaline kogus on tervikuna neutraalne 21 Pooljuht - tavatingimuses halb elektrijuht, kuid temp tõuseb, siis mõned valentsed
Positiivsed ioonid hakkavad liikuma negatiivse klemmi poole ning negatiivsed ioonid positiivse klemmi poole. 18. Mis on Galvanotehnika, selle liigid Galvanotehnika on meetod, kus elektrolüüsi käigus kaetakse esemeid metallikihiga. 1. Galvanosteegia õhuke metallikiht, kroomimine jms, tehakse ilusamaks 2. Galvanoplastika paks metallikiht, jäljendid, koopiad 19. Nim. voolulevimise võimalusi gaasides ? Huumlahendus (hõredates gaasides), kaarlahendus, sädelahendus, koroonalahendus. 20. Mis on plasma ? Plasma on tugevalt iooniseeritud gaas. 21. Mis on p-pooljuht, n-pooljuht, pn-siire ? P-pooljuhti on legeeritud akseptorid. N-pooljuhti on legeeritud doonorid. Pn-siire on p- ja n-pooljuhtide kokkupuute pinnal tekkiv juhtivuse muutumine, kus ühtepidi toimib elektrivool hästi, teistpidi praktiliselt mitte. 22. Doonor ja aktseptor. Doonor on lisand, millel on valentselektrone rohkem kui põhiaine aatomil.
tekitamine, sest uued elektroodid jäid jäid suurema tõenäosusega keevitatava metalli külge kinni. Kaare süütamiseks on kaks moodust esimene neist on hetkelise püstipuutega süütamine kus elektrood asetatakse detailipinnaga risti ning elektroodiga puudutatakse kergelt detaili pinda ning eemaldatakse see 2-5mm kaugusele. Teisel juhul toimub kaare süüramine liugpuutega kus keevitatavat pinda tuleb elektroodiga kraapida (sarnaselt tiku süütamisele) kuni tekib kaarlahendus. Käsikaarkeevitusega keevitades tuleb jälgida ,et lisaks keevisõmbluse suunalisele elektroodi liigutamisele ka elektroodi kaugust keevitatavast metallist jälgiks, sest elektrood sulab kiiresti ning kaare kaugus metallist võib liiga suureks muutuda. Keevitades tuleks jälgid kindlasti ka nurka elektroodi ning metalli vahel. Nurk peab olema nürinurk keevitamise suuna suhtes, vastasel juhul tuleb õmblus defektne. Väga oluline on ka keevitusvoolu suuruse määramine
Seega on tegemist sõltuva gaaslahendusega. 2. Sõltumatu gaaslahendus, mis ei vaja ionisaatorit, sellised juhul omandavad laengukandjad elektriväljas kiirenevalt liikudes kineetilise energia, mis on piirav, gaasi aatomite ioniseerimiseks. Seda nim põrkeionisatsiooniks. 3. Ka tavaline õhk võib elektrit juhtida, sellisel juhul on põhjuseks kosmosest vabanev kiirgus. Veel on huumlahendus, kaarlahendus, sädelahendus ja koroonalahendus. 14. Mis on plasma? Plasmaks nim tugevasti ioniseeritud gaasi, mis sisaldab väga suures mahus laengukandjate arvu. 15. Mis on p-pooljuht, n-pooljuht, pn-siire? P-pooljuhid on legeeritud lisandaine aatomid, millel on väliskihil vähem elektrone kui põhiaine aatomitel. Vastavat põhiainet nim aktseptoriks. N-pooljuhid on legeeritud lisandaine aatomid, kus väliskihil on rohkem elektrone kui põhiaine aatomitel.
(Elektrolüüt on keemiline ühend, mille lagunemisel saavad tekkida erimärgilised ioonid või keemilised rühmad.) 18.Mis on Galvano tehnika, selle liigid?- Galvano tehnika on eseme katmine metalli kihiga. Galvanosteegia on metalleseme katmine teise õhukuse metalliga. Galvaanoplastikas sadestatakse esemele suhteliselt paks kiht, täpse eseme kujutise saamiseks. 19.Nim. voolulevimise võimalusi gaasides?- 1. Huumlahendus realiseerub kõrendatud gaasis(Ei vaja suur pinget). 2.Kaarlahendus tekib normaalrõhul teineteisest kuni mõne sentimeetri kaugusel paiknevate süsi või metallelektroodide vahel. 3.Sidelahendusel muutub õhk väga tugevas elektriväljas lühiajaliselt elektrit juhtivaks, kuna õhus sisalduval laetud osakesed omandavad põrkeionisatsiooni esilekutsumiseks piisava kineetilise energia. 4. Kroonlahendusel hakkab õhk elektrit juhtima piiratud ruumiosas, eelkõige laetud teravikulahenduses. 20.Mis on plasma?- Plasma on iooniseeritud gaas. 21
(Elektrolüüt on keemiline ühend, mille lagunemisel saavad tekkida erimärgilised ioonid või keemilised rühmad.) 17.Mis on Galvano tehnika, selle liigid?- Galvano tehnika on eseme katmine metalli kihiga. Galvanosteegia on metalleseme katmine teise õhukuse metalliga. Galvaanoplastikas sadestatakse esemele suhteliselt paks kiht, täpse eseme kujutise saamiseks. 18.Nim. voolulevimise võimalusi gaasides?- 1. Huumlahendus realiseerub kõrendatud gaasis(Ei vaja suur pinget). 2.Kaarlahendus tekib normaalrõhul teineteisest kuni mõne sentimeetri kaugusel paiknevate süsi või metallelektroodide vahel. 3.Sidelahendusel muutub õhk väga tugevas elektriväljas lühiajaliselt elektrit juhtivaks, kuna õhus sisalduval laetud osakesed omandavad põrkeionisatsiooni esilekutsumiseks piisava kineetilise energia. 4. Kroonlahendusel hakkab õhk elektrit juhtima piiratud ruumiosas, eelkõige laetud teravikulahenduses. 19.Mis on plasma?- Plasma on iooniseeritud gaas. 20
detailide servad ja Joon. 12 Elektroodkeevituse tööpõhimõte keevituselektrood. Elektrood on vajalik keevisõmbluse moodustamiseks vajaliku lisametalli saamiseks. Elektroodkeevituse (Joon. 12) vooluringi moodustavad: vooluallikas, keevitusjuhe, elektroodihoidjas olev elektrood, kaarleek, keevitatav detail ja kinnitusklambriga keevitatava detaili külge kinnitatud tagasivoolujuhe Keevitamisel tekitatakse kaarlahendus elektroodihoidikusse (Joon. 13) kinnitatud elektroodi otsa ja keevitatava detaili vahel. Tekkiv kaarleek on väga kõrge temperatuuriga Joon. 13 Elektroodihoidik e. käpp (5000-7000°C) ja sulatab keevituspiirkonnas liidetavate detailide servi aga ka lisametalli (elektroodi). Sulametall koguneb õmbluse ossa, mida nimetatakse keevisvanniks ja kristalliseerudes liidab ühendatavad detailid (Joon. 14)
12 Elektroodkeevituse mille abil sulatatakse liidetavate tööpõhimõte detailide servad ja keevituselektrood. Elektrood on vajalik keevisõmbluse moodustamiseks vajaliku lisametalli saamiseks. Elektroodkeevituse (Joon. 12) vooluringi moodustavad: vooluallikas, keevitusjuhe, elektroodihoidjas olev elektrood, kaarleek, keevitatav detail ja kinnitusklambriga keevitatava detaili külge kinnitatud tagasivoolujuhe Keevitamisel tekitatakse kaarlahendus elektroodihoidikusse (Joon. 13) kinnitatud elektroodi otsa ja keevitatava detaili vahel. Tekkiv kaarleek on väga kõrge temperatuuriga Joon. 13 Elektroodihoidik e. käpp (5000-7000°C) ja sulatab keevituspiirkonnas liidetavate detailide servi aga ka lisametalli (elektroodi). Sulametall koguneb õmbluse ossa, mida nimetatakse keevisvanniks ja kristalliseerudes liidab ühendatavad detailid (Joon. 14)
Metallide keevitustehnoloogiad ja seadmed Keevitus Sulakeevitus Survekeevitus Keevitus on teraste ja värviliste metallide enamlevinud ja tähtsaim liitmismeetod. Keevituseks nimetatakse tehnoloogilist protsessi, mis seisneb liite saamises ühendatavate detailide vahel aatomsidemete loomise teel kohaliku või üldise kuumutamise, plastse deformeermise või üheaegse mõlema mooduse abil. Keevitusprotsess ehk konkreetne keevitusviis. Eristatakse kasutatavate energiaallikate (kaarlahendus, gaasileek, kontaktikuumus, plasma, survejõud jm) järgi. Keevitusprotsesse liigitatakse ka keevismetalli kaitsmise viisi järgi : ISO 4063 ja EN 24063, kus on 63 protsessi koos tunnusnumbriga. Keevitustehnoloogia hõlmab: a) Keevitustoodete projekteerimist, tugevusarvutusi, kvaliteediastmeid b) Keevitusprotsesse, seadmeid, mehhaniseerimist c) Keevitusmetallurgiat, põhi ja lisamaterjalide sobivust, keevitavust
Gaaslahendusega seadise kest on täidetud madala rõhu all mingi inertgaasi või elavhõbedaauruga. Voolu liigse suurenemise vältimiseks peab ioonseadistel olema alati lülitatud anoodringi voolu piirav takisti, et anoodvool ei ületaks seadmele lubatavat voolu. 8. Nimetage gaaslahenduse liigid. Lk 63 Elektrivoolu tekkimisel gaasis või aurus eristatakse sõltumatut ja sõltuvat lahendust. Sõltumatu jaguneb veel omakorda kolmeks liigiks: vaikne lahendus, huumlahendus ja kaarlahendus. 9. Millises gaaslahenduse piirkonnas töötab stabilitron? Lk 66 Normaalse huumlahenduse piirkonnas 10. Mis on pooljuht? Lk 86 Pooljuhid on kristallilise struktuuriga ja oma elektriliste omaduste poolest asuvad nad elektrijuhtide ja isolaatorite vahepeal. Neil on keelutsoon. (lk 87) 11. Milleks on tarvis viia pooljuhtmaterjalidesse lisandaineid? Lk 90 Doonor- ja aktseptorlisandid rikuvad kristallvõre õiget struktuuri ja muudavad pooljuhi omadusi
· Lõikamine elektrikaare või gaasileegi abil Keevitajat varitsevad töö juures mitmesugused ohud, näiteks elektrivool, elektromagnetväli, kiirgusenergia, aerosoolid, müra, vibratsioon, gaasiplahvatused jne. Seepärast keevitaja töö polegi eriti populaarne, kuigi palgad on päris head. Tundub, et töö ise on huvitav, nõuab palju teadmisi, kasutusel on palju uudset tehnoloogiat. Kaarkeevitus Kaarkeevitusel kasutatakse keevituskaart, mis on kaarlahendus. See tekib keevitamisel elektroodi otsa ja detaili vahel metalliaurude ning kaitsegaaside, elektroodikatte või räbusti koostisse kuuluvate ainete aurude ioniseeritud segus. Kaarlahendusega kaasneb suure soojushulga ja valguse eraldumine. Kaarlahenduse tekkeks peab elektroodide vaheline gaas olema ioniseeritud. Gaaside ionisatsiooni põhjustavad: · kõrge temperatuur (termoionisatsioon), katood- ja anoodkiired, ultraviolett-, röntgen- ja radioaktiivne kiirgus (kiirgusionisatsioon)
kristalliseerumine ja soojuse mõju keevisõmbluse lähiala metallile. Keevitatavad metallid võivad oma keemilise koostise poolest olla kas ühesugused või erinevad. Kõik ühesugused metallid on omavahel keevitatavad. Erinevate metallide sulamisalas ei toimu alati keevitamiseks vajalikke füüsikalis-keemilisi protsesse, mistõttu sellised metallid ei tarvitse olla omavahel keevitamise teel ühendatavad. 1.1 Kaarkeevitus Kaarkeevitusel kasutatakse keevituskaart, mis on kaarlahendus. See tekib keevitamisel elektroodi otsa ja detaili vahel metalliaurude ning kaitsegaaside, elektroodikatte või räbusti koostisse kuuluvate ainete aurude ioniseeritud segus. Kaarlahendusega kaasneb suure soojushulga ja valguse eraldumine. Kaarlahenduse tekkeks peab elektroodide vaheline gaas olema ioniseeritud. Gaaside ionisatsiooni põhjustavad: kõrge temperatuur (termoionisatsioon), katood- ja anoodkiired, ultraviolett-, röntgen- ja radioaktiivne kiirgus (kiirgusionisatsioon)
Selle meetodi eelis on kasutatavus kõikides keskkonnatingimustes, võimalus keevitada õmbluse ruumis suvalise asendi puhul (põranda, seina ja laeõmblused), suhteliselt lihtsad ja teisaldatavad keevitusseadmed (keevitustrafod, keevitusalaldid). Joonis 14. Elektroodkeevitamine 19 25.2. MIG/MAG- keevitus MIG/MAG-keevitamisel tekitatakse traadikujulise elektroodi ja keevitatava detaili vahel kaarlahendus, mille soojusenergia toimel elektroodimetall ja põhimetall sulavad. Keevituskaare piirkonda juhitakse gaasisuudmiku kaudu kaitsegaasi, mis kaitseb keevisvanni ja metallitilkasid õhuhapniku ja lämmastiku toime eest. Keevitustraati antakse kaarevahemikku traadietteandemehhanismi rullide abil. Keevitusvool juhitakse keevitustraati keevituspõletisse kinnitatava voolukontakti abil. MIG/MAG-keevitus on levinud põhiliselt
Erinevate metallide sulamisalas ei toimu alati keevitamiseks vajalikke füüsikalis-keemilisi protsesse, mistõttu sellised metallid ei tarvitse olla omavahel keevitamise teel ühendatavad. Joon.1 Keevitamise protsess 3 Kaarkeevitusel kasutatakse keevituskaart, mis on kaarlahendus. See tekib keevitamisel elektroodi otsa ja detaili vahel metalliaurude ning kaitsegaaside, elektroodikatte või räbusti koostisse kuuluvate ainete aurude ioniseeritud segus. Kaarlahendusega kaasneb suure soojushulga ja valguse eraldumine. Kaarlahenduse tekkeks peab elektroodide Joonis 1, Keevitamise protsess vaheline gaas olema ioniseeritud. Gaaside ionisatsiooni põhjustavad:
Puuduseks võib lugeda CO2-keevitamisel suurt pritsmete hulka, keevismetalli gaasikaitse puudumist välitingimustes ning tuuletõmbe käes. Segugaaside (80% Ar + 20% CO2) kasutamisel MAG- keevitusel pritsmed praktiliselt puuduvad. MAG-keevitusel kasutatakse elektroodina pidevat keevitustraati, mida antakse etteandemehhanismi rullide abil keevituspüstolisse. Seadme kvaliteedi määrab etteandemehhanismi töö stabiilsus. Keevitustraadi otsa ja detailide vahel tekitatakse kaarlahendus, mille kuumuses sulavad nii elektroodi traat kui ka keevitatav metall ning moodustub keevitusvann. Elektroodimetall sulab ja siirdub kaarevahemikus traadi otsalt erineva suurusega tilkadena keevitusvanni. Keevitusvanni ja siirdeprotsessis olevat elektroodimetalli tilkasid kaitstakse õhu hapniku kahjuliku mõju eest kaare piirkonda juhitava kaitsegaasi, nt. süsihappegaasi abil. Kasutatakse vastupolaarset alalisvoolu. Vooluallika tunnusjoon on jäik. MAG-keevitusel
Keevitatavad metallid võivad oma keemilise koostise poolest olla kas ühesugused või erinevad. Kõik ühesugused metallid on omavahel keevitatavad. Erinevate metallide sulamisalas ei toimu alati keevitamiseks vajalikke füüsikalis-keemilisi protsesse, mistõttu sellised metallid ei tarvitse olla omavahel keevitamise teel ühendatavad. Kaarkeevitusel kasutatakse keevituskaart, mis on kaarlahendus. See tekib keevitamisel elektroodi otsa ja detaili vahel metalliaurude ning kaitsegaaside, elektroodikatte või räbusti koostisse kuuluvate ainete aurude ioniseeritud segus. Kaarlahendusega kaasneb suure soojushulga ja valguse eraldumine. Kaarlahenduse tekkeks peab elektroodide vaheline gaasolema ioniseeritud. Gaassurvekeevitus. Keevitatavaid detaile kuumutatakse liitekohas erilise, mitmeleegilise põletiga plastse olekuni või
meenutava väliskujuga) nime all. Rahvasuus on viimaste kohta käibel ka nimetus “säästulamp(pirn)”. Selle lambi kolb on täidetud madalarõhulise elavhõbedaauruga, millele on süütamise hõlbustamiseks lisatud mõningane kogus argooni või krüptooni (100–200 Pa). Süütamiseks on neis lampides etteköetavad elektroodid, mis elektrivoolu toimel kiiresti kuumenevad kuni 1000 oC ja hakkavad intensiivselt eraldama elektrone. Kaarlahendus käivitatakse süüturi abil kõrgemat pinget (pingeresonantsi) rakendades. Elektrivälja toimel kiirendatud elektronid põrkuvad elavhõbedaauru aatomitega ja viivad väliskatte elektrone ebastabiilsetesse ergastatud seisunditesse, millest nad kohe langevad tagasi stabiilsele põhinivoole, kiirates seejuures energia ülejäägi ultraviolettkiirguse footonina. Viimase neeldumisel lambiklaasi sisepinnale kantud luminofoori(de)s muutub see nähtavaks
koroonalahendusseadiseid. Gaaslahendus on elektrivool gaasis elektrivälja toimel. Selle tekkimiseks ja säilitamiseks on vaja, et gaasis tekiks pidevalt laengukandjaid (vabu elektrone ja ioone). Kui gaasi elektrijuhtivust põhjustab ainult välise ionisaatori mõju, siis nimetatakse gaaslahendust sõltuvaks. Gaaslahendust, mis jätkub ka peale kõgi väliste ionisaatorite kõrvaldamist, nimetatakse sõltumatuks. Sõltumatu gaaslahenduse eriliigid on kaarlahendus, sädelahendus, koroonalahendus ja huumlahendus. Huumlahendus tekib madalal rõhul. Elektroonika alused. Teema 4 Optoelektroonika elemendid ja infoesitusseadmed 19 (43) http://de.wikipedia.org/wiki/Glimmlampe Joonis 4.15. Neoonlambid NE-2 (klaaskolvi pikkus 19 mm) [12]. Lampidele on rakendatud erisugused pinged:
NaI ja ScI (skandium jodiid). Mõned lambid võivad sisaldada ka LiId. Nende lisandite kasutamine suurendab lampide efektiivsust (Powerstar HQI-T-l näiteks 100 lm/W) ja annab valgusele ka päevavalgusele lähedasema spektri kui on seda kõrgrõhu elavhõbedalambil. Luminofoori kasutamine lisab spektrile oranzikas-punast tooni, kuigi mitte palju, sest metallhalogeniidlambi gaaslahenduskaar emiteerib suhteliselt vähe ultraviolettkiirgust. Kõrgrõhunaatriumlambis toimub kaarlahendus spetsiaalses läbipaistvas keraamilisest materjalist (polükristalliline alumiinium - alumiiniumoksiidi spetsiifiline konfiguratsioon) torus, mis on täidetud ksenooniga ja mis lisaks elavhõbedale sisaldab ka metallilist naatriumi. Klaasi ega kvartsi ei saa seda tüüpi lambi juures kasutada, kuna lambi seina temperatuur tõuseb väga kõrgele (kuni 1300 ºC) ja ka seetõttu, et Na reageerib keemiliselt nii klaasi kui kvartsiga
Põhimõtteskeem: Kiirgusallikas > filter või monokromaator > proov > detektor. Mõõdetakse aine poolt neelatud kiirgust tegemist on neeldumisspektriga. Erinevad ained neelavad kiirgust erinevatel lainepikkustel erineval määral, neeldumise intensiivsuse järgi saab määrata aine hulka ja põhimõtteliselt maksimumi kuju järgi identifitseerida. Kiirgusallikad on nt volfram-hõõglamp (nähtav spekter), deuteeriumlamp (UV-ala), ksenoon kaarlahendus (190- 1000 nm). Lainepikkuste selektorid võib jagada fotokolorimeetriteks (valgusfilter) ja monokromaatoriteks (kitsa lainepikkustevahemiku valimine enamasti difraktsioonvõre abil), võimaldab sujuvalt lainepikkusi muuta. 143. Miks UV-Vis spektroskoopias on monokromaator enne proovi küvetti, AAS-s peale proovi? UV-Vis puhul tahame saada kindlat lainepikkust (lambist tuleb palju lainepikkusi). AAS lamp juba kiirgab sobivaid lainepikkusi, pärast proovi eraldab monokromaator meid antud