Sissejuhatus 1
Ohutusnõuded gaaskeevitustöödel 2
Ohutusnõuded elekterkeevitustöödel 4
Ohutusnõuded elektri käsitööriistade
kasutamisel 6
Ohutusnõuded treimisel 7
Ohutusnõuded giljotiinkääridega töötlemisel 10
Ohutusjuhend puurpingil töötajale 13
Sisemine
kamber (joonis 1) 15
Suitsuahju välimine osa (joonis 2) 16
Tuhakast (joonis 3) 18
Uksehinged (joonis 4) 19
Küttekolde uks (joonis 5) 20
Suitsuahju uks (joonis 6) 21
Suitsuahju
restid ja rasvavann (joonis 7) 23
Kokkuvõte 23
MAG-
keevitusest 25
Kuidas hoida keevituspüstolit keevitamisel. 25
Liited mis kasutasime praktikal 26
SissejuhatusPraktika algas 4.oktoober ja lõppeb 19.november 2010.Praktikalt
ootasin uusi kogemusi oma
erialaga seoses. Ise olen kokku puutunud
mõne üksiku tööga nagu näiteks keevitanud.Aga need kogemused mis
olid ennem seda praktikad olid vähesed.Selle pärast
oota praktikalt
uusi kogemusi. Et saaks uusi teadmis keevitamises ja teiste oma
erialaga eotud töödes.Meil tomis neil praktika nädalatel
keevitus praktika MIG/MAG keevitusega.Tahtsin selgeks saada keevitamist.
Ohutusnõuded
gaaskeevitustöödel Enne töölehakkamist tuleb selga panna normides ette nähtud korras töörõivad ja
korrastada isikukaitsevahendid .
Töökohast ja läbikäikudest tuleb eemaldada mittevajalikud materjalid, põrand ei tohi
olla libe.
Töökohal peab olema veenõu põleti otsaku jahutamiseks.
Gaaskeevituse alustamise eel tuleb kontrollida:
− gaasivoolikute ühendusi põletite ja reduktoriga (ühendused peavad olema tugevad ja
tihedad );
− põleti, reduktorite ja voolikute korrasolekut; gaaslõikeseadme väljalülitusseadiste
korrasolekut;
− põletile hapniku ja põlevgaasi juurdevoolu õigsust;
− reduktori ja vahetihendi olemasolu.
5. Kui kasutatakse atsetüleeni- ja hapnikuballoone, peavad need olema sellekohastele
alustele klambrite või kettidega püstasendisse kinnitatud. Balloonide paigutamine
läbisõiduteele või vahekäikudesse on keelatud. Alustel peavad olema varikatused, mis
väldivad õli sattumist balloonile . Balloonid tuleb asetada kütteseadistest vähemalt 1 m
kaugusele, teistest võimsatest soojusallikatest 5 m kaugusele.
6. Ballooni kaitsekuplit ei tohi lahti võtta haamri , meisli või muu sädemeid tekitava
tööriista löökidega. Kui kaitsekuppel keeramisel ei avane, tuleb balloon saata kohta, kus
ta täideti.
7. Pärast kaitsekupli mahavõtmist tuleb balloon üle vaadata ja kontrollida, kas:
− ballooni kaelusel pole nähtavaid õli- või rasvajälgi ning kaeluse ja ventiili keere on
korras;
− ballooni ühenduskaeluse pesas on korras nahktihend.
8. Enne reduktori ühendamist hapnikuballooniga tuleb kontrollida sisselaskekaeluse ja
reduktori ülemutrit ja veenduda, et mutrikeere on korras, sellel pole õli- ja rasvajälgi
ning reduktori sisselaskekaeluse fiibertihend ja filter on korras.
9. Ballooni kaeluseavast kõrvaliste osakeste eemaldamiseks tuleb kaeluseava läbi puhuda,
avades ventiili sujuvalt lühikeseks ajaks ¼ – ½ pöörde ulatuses (avaja peab seisma
gaasijoast kõrval), pärast läbipuhumist tuleb ventiil võtit kasutamata sulgeda.
10. Reduktoril ei tohi kasutada rikutud keermega või vigastatud regulaatorit.
11. Hapnikureduktor tuleb keerata balloonile peale erivõtmega, mis on alaliselt töölise käes.
12. Balloone ja voolikuid ei tohi lasta kokku puutuda elektrijuhtmetega.
13. Atsetüleeniballooni ventiil tuleb avada erivõtmega. Töötamise ajal peab see võti
asetsema ballooni ventiili spindlil.
14. Kui pärast reduktori külge ühendamist pihkab atsetüleeniventiili topendist gaasi, tohib
karptihendi mutrit pingutada üksnes siis, kui ballooniventiil on suletud.
15. Vahetult enne keevitamist ei tohi puhastada detaile kergsüttiva vedelikuga.
16. Töötamisel tuleb täita tuleohutuse nõudeid vastavalt juhendile „Tuleohutusnõuded
tuletööde teostamisel”.
17. Keevitades ei tohi hoida voolikuid kaenla all või õlgadel ega suruda neid jalgadega
kokku.
18. Süüdatud põletiga ei tohi töökohalt eemalduda ega käia mööda treppe , tellinguid vm.
19. Töövaheajaks ja töö lõpetamisel tuleb leek kustutada . Selleks keeratakse kinni esmalt
gaasi-, seejärel hapnikuventiil.
20. Töö lõpetamisel tuleb kinni keerata balloonide ventiilid , lasta välja gaas gaasijuhtmetest
ja vabastada reduktorite suruvedrud ning korrastada töökoht.
Ohutusnõuded
elekterkeevitustöödel
1. Enne töölehakkamist tuleb selga panna normides ette nähtud
korras töörõivad ja
korrastada isikukaitsevahendid.
2. Enne töö alustamist tuleb kontrollida keevitusaparatuuri,
elektrimõõteriistade ja elektri
juhtmestiku korrasolekut ning keevitustrafode maanduse olemasolu.
3. Lülitada sisse ventilatsioon .
4. Töötamisel üldkasutatavates ruumides piirata keevituskoht
vähemalt kolmest küljest
kantavate kilpidega või sirmidega, keevitust alustades hoiatada
läheduses viibivaid
töötajaid.
5. Elektriseadmete rikke korral kohale kutsuda selleks pädev
töötaja, elektririkkeid ei tohi
iseseisvalt kõrvaldada.
6. Elektrikeevitusjuhtmeid ei tohi asetada atsetüleeni- või
hapnikuvoolikute kõrvale.
7. Viimisel läbi uste, luukide ja teiste avauste tuleb juhtmeid kaitsta mehaaniliste
vigastuste eest puust karpidega või torudega.
8. Teisaldatavaid keevitusseadmeid ei tohi üles seada täiskuhjatud kohtadesse . Masinatele
peab olema vaba juurdepääs.
9. Kui keevitustöid tehakse väljas, tuleb keevitusseadmed katta
mittepõlevast materjalist
varikatusega, mis neid vihma ja lume eest kaitseb. Kui varikatused
puuduvad, ei tohi
vihma ja lume korral keevitustöid teha.
10. Töötamisel tuleb jälgida, et käed, jalanõud ja riided
oleksid kuivad.
11. Töötamisel peab silmade ja käte kaitseks kasutama tumedate
kaitseklaasidega kilpi või
kiivrit.
12. Mahutites keevitamisel peab kasutama isoleerivaid vahendeid
( dielektrilised matid,
kindad , jalatsid ).
13. Ajutistel töövaheaegadel peab elektrikeevitusagregaadi
vooluvõrgust välja lülitama.
14. On keelatud pingestada keevitatavat toodet järjestikku ühendatud
metallilehtede, torude
jms süsteemi kaudu.
15. Keevitusõmbluse räbust puhastamisel metallharjaga peavad olema
ees kaitseprillid.
16. On keelatud elekterkeevitajal ja abitöölisel töötada
kaitsekiivrita, kaitsekilbita või
valgusfiltritega prillideta.
17. On keelatud voolu juhtivatelt osadelt avada või ära võtta
kaitsepiirdeid, remontida
keevitusseadmeid ning keevitada surve all olevaid aparaate, mahuteid,
torusid.
18. Rikkis keevitusseadmetega töötamine on keelatud. Märgatud
korratustest töökohal ja
seadmete riketest tuleb teatada laboriinsenerile, tema korralduseta
ei tohi tööd teha.
19. Töötamisel tuleb täita tuleohutusnõudeid vastavalt juhendile
„Tuleohutusnõuded
tuletööde teostamisel”, kus on ka nõuded lubatavate
tagasijuhtmete kohta (detaili
keevitusvooluallikaga ühendav juhe).
20. Pärast töö lõpetamist lülitada välja keevitusagregaat ja
korrastada töökoht.
Ohutusnõuded elektri
käsitööriistade kasutamisel
1.Kasuta ja seadista tööriista õpetaja loal.
2.Töötlemispiirkonnas ei tohi viibida tööga mitteseotud inimesi.
3.Hoia töötlemispiirkond puhas. Aeg-ajalt korrasta see. Põrandal
vedelavad tööjäägid võivad põhjustada nii kukkumist kui
libastumist.
4.Kasuta vajadusel tolmu-, müra- ja näokaitsevahendeid, pikkade
juuste puhul mütsi. Veendu, et tööriietuse juures ei oleks
rippuvaid elemente. Seo kinni jalanõude paelad .
5.Ära jäta seadistamisvahendeid tööriista külge, v.a juhul, kui
selleks on loodud spetsiaalsed hoiupesad. Võtmed võivad
käivitamisel tsentrifugaaljõu tõttu minema lennata .
6.Töö ajal hoidu keha kontaktist maandatud esemega, kuna siis on
suurem elektrilöögi oht.
7.Väldi elektritööriista kokkupuudet veega.
8.Veendu, et toitejuhtmel pole vigastusi.
9.Tarvikute kasutamisel vali sobiv pöörlemiskiirus ja materjal.
Liiga suur töökiirus põhjustab lõiketerade ülekuumenemist,
millest annab märku lõiketeradele tekkiv sinakas värvitoon.
Sellistel teradel kaovad head lõikeomadused.
10.Hoia tööriista mõlema käega. Kinnita võimalusel alati
töödeldav materjal, nii saab tööriista mõlema käega juhtida.
11.Enne tööriista ühendamist vooluvõrku veendu, et käivituslüliti
poleks tööasendis.
12.Jälgi, et tööriista elektrijuhe ei satuks lõiketera lähedusse.
13.Jälgi, et näpud ei oleks lõiketera läheduses.
14.Ära töötle pindu , mis on määrdunudporiga või milles
esinevad naelad võivad rikkuda lõiketera.
15.Töötava masina puhul on ümberlülitused kooli tingimustes
ebasoovitavad, kuna tavaliselt tuleb selleks vabastada üks tööriista
hoidev käsi. Seetõttu võib tööriist muutuda ebastabiilseks.
Mõningatel seadmetal võivad ümberlülitused töötava mootoriga
põhjustada ka seadme purunemist.
16.Kasuta tasakaalustatud tööasendit. Upitamine võib põhjustada
kukkumist ja libastumist.
17.Kontrolli, et tööriista käepidemed ei oleks libedad.
18.Ära kõnni tööriistaga, sõrm tööriista käivituslülitil.
19.Terade ja tarvikute vahetamiseks või tööriista seadistamiseks
eemalda pistik alati seinakontaktist. Akutööriistadel kasuta
sisselülitus tõket.
20.Ära tõmba pistikut pistikupesast välja juhet pidi, vaid hoides
seda pistikust.
21.Enne tööriista lauale asetamist veendu, et ta on täielikult
seiskunud.
22.Ära aseta tööriista lauaservale nii, et see võib sealt kukkuda
ning puruneda.
23.Ära pidurda tööriista liikuvaid osi käega.
24.Võimalusel väldi üksinda töötamist. Õnnetuse korral saab
kaaslane osutada abi.
25.Ära koorma masinat üle. Juhul kui masin on üle kuumenenud,
tuleb tal lasta töötada maksimaalsetel pööretel 10-15 sekundit,
et ventilaatori tekitatud õhuvool mootori mähised kiiresti maha
jahutaks.
26.Võõraste, ebaloomulike tööhelide ilmnemisel lõpeta kohe
elektritööristaga töötamine.
27.Töötavat masinat ei tohi jätta järelvalveta.
28.Elektritööriista hooldamiseks tuleb masina korpus aeg-ajalt
suruõhuga läbi puhuda.
29.Tööriista elektrijuhtme pikenduseks kasuta tööriista
võimususele vastavat pikendusjuhet.
Ohutusnõuded treimisel
1.Treipingil tohivad töötada need isikud, kes tunnevad tööd, pingi ehitust, tehnilisi ja kasutuseeskirju ning keda on töökohal
juhendatud.
2. Uute tööülesannete andmisel või teisele pingile üleviimisel
peab töölõigu juhataja töötajat põhjalikult töökohal
juhendama.
3. Töötaja peab tundma ja ka kasutama ohutuid töövõtteid.
Töötamise ajal ei tohi tegeleda kõrvaliste asjadega, segada teisi
töötajaid ega lubada töökohale kõrvalisi isikuid.
4. Kui on tarvis kasutada töös elektrikäsimasinaid või
tõsteseadmeid, peab töötaja eelnevalt tutvuma ka vastavate
ohutusjuhenditega.
5. Tööülesannete täitmisel on töötaja kohustatud kandma
normidega ettenähtud tööriietust ja isikukaitsevahendeid.
2.ENNE TÖÖD
2.1. Enne treipingil töö alustamist peab töötaja korrastama:
- tööriietuse ja kaitsevahendid.Töötada tohib ainult korras
tööriietuses ja isikukaitsevahenditega;
- töökoha : tööd segavad esemed tuleb töökohalt ja
läbikäikudest kõrvaldada; tuleb kontrollida kas töökoht on
nõuetekohaselt valgustatud; kontrollima ventilatsiooniseadmete
korrasolekut.
2.2. Treipingil töötaja peab kontrollima:
treipingi kaitsepiirete ja seadiste olemasolu;
- maanduste olemasolu;
- treipingi korrasolekut tühikäigul;
- käsitööriistade korrasolekut.
2.3. Kõikidest avastatud puudustest tuleb koheselt teatada töölõigu juhatajale .
3. TÖÖ AJAL
3.1. Tööpink tuleb peatada järgmistel juhtudel:
- pingi juurest eemaldumisel (ka lühiajaliselt)
- töö katkestamisel;
- elektrienergia katkemisel;
- pingi puhastamisel ja määrimisel;
- treipingi rikete avastamisel;
- detailide paigaldamisel pingile või sealt mahavõtmisel.
3.2. Tööpingi või käivitusseadme remondi ajaks peab pingile
asetama hoiatussildi : "MITTE LÜLITADA – REMONT ".
3.3. Keelatud on töötada laba- või sõrmkinnastega või sidemes
sõrmega, kui neil pole kummist sõrmkaitseid.
3.4. Töödeldava detaili mass ja mõõtmed peavad vastama tööpingi
massi andmetele.
3.5. Raskeid detaile (üle 16 kg) tuleb paigaldada tööpingile
tõsteseadmetega.
3.6. Tõsteseadmeid võib kasutada alles pärast eriväljaõpet ja
atesteerimist.
3.7. Kulunud või mõlkis tsentritega on keelatud töötada.
3.8. Lõiketera tuleb lükata ohutusse kaugusesse, kui tööpingil:
detaile tsentreeritakse, smirgel-riidega lihvitakse, saetakse,
kaabitsetakse, mõõdetakse. Padrunit või detaili vahetades tuleb
tagasi tõmmata ka tagapuki tsenter või tagapukk.
3.9. Lõiketera tuleb õigesti paigaldada, selle alla ei tohi panna
juhuslikke metallitükke: tuleb kasutada lõiketera aluspinnaga
võrdseid alustükke.
3.10. Lühikesi treiteri tohib teritada ainult vastava rakisega .
3.11. Lõiketera treitorni või plaanseibi juurde viies tuleb olla
ettevaatlik ja vältida lõiketera liiga suurt ettenihet.
3.12. Spindlile paigaldatav plaanseib tuleb puhastada laastudest ja
mustusest.
3.13. Pidevat lintlaastu andvast sitkest metallist detaile töödeldes
tuleb kasutada šabloonvormi, pealepandavate laastumurdjate või
-keerajatega lõiketeri.
3.14. Kulunud pakkidega kinnituspadrunit kasutada ei tohi.
3.15. Kiirlõikamisel tuleb kasutada pöörlevat tsentrit.
3.16. Töödeldav pind tuleb panna tugi- või kinnitusrakisele
võimalikult lähedale.
3.17. Tööpingile detaili paigaldades ei tohi asuda detaili ja
tööpingi vahel.
3.18. Detailide või toorikute raskeid osi ära lõigates ei tohi
äralõigatavaid osi hoida käega.
3.19. Tööpingil detaile saagides, puhastades või lihvides ei tohi:
- puutuda töödeldava detaili vastu;
- töödelda eenduvate osade, uurete või aukudega detaile (uurded ja
augud tuleb enne puitkorkidega täita).
3.20. Tsentrite vahele kinnitatud detailide töötlemiseks tuleb
kasutada ohutuid kaasaveo-padruneid (näiteks õõnespadruneid või
ohutuid kaasavõttureid).
3.21.Tsentritele detaile kinnitades tuleb meeles pidada, et:
- kulunud või kinnikiilunud koonusega tsentrit kasutada ei tohi;
- treitsentrite mõõtmed peavad vastama töödeldava detaili
tsentriavadele;
- tagapuki tsenter ja pinool on tarvis kinnitada töökindlalt;
- detail peab vastu tsentrit toetuma kogu tsentriava koonuspinnaga ja
tsenter ei tohi vastu detaili tsentriava põhja toetuda.
3.23. Kui padrun pole spindlile kinnitatud lukustusseadeldisega, siis
töötada ei tohi. Suunamuutuse korral võib padrun ise end lahti
keerata.
3.24. Spindlit ei tohi peatada käega, vajutades tööpingi
pöörlevatele osadele või detailidele.
4. AVARIIOLUKORRAS.
4.1. Töötajatele on ohtlikud:
- silma lendavad metallilaastud;
- tööpingi katmata ülekanded ja pöörlevad osad ning detailid;
- ligipääsetavas kohas olevad isoleerimata või katkise
isolatsiooniga voolujuhtivad osad;
- detailide teravad servad ;
- halvasti kinnitatud toorik , detail või lõiketera.
4.2. Tööpink tuleb kohe vooluvõrgust välja lülitada, kui:
- on elektrikatkestus ,
- metallosad on pinge all (on tunda voolu);
- elektrimootor töötab kahel faasil (undab);
- maandusjuhe on katki;
- on tekkinud vibratsioon .
4.3. Elektriseadmete rikete korral tuleb välja kutsuda elektrik . Ise
ei tohi rikkeid kõrvaldama asuda.
5. PÄRAST TÖÖD
5.1. Kui töö on valmis, tuleb:
- korrastada töökoht: puhastada tööpink, tööriistad ja
abivahendid ning panna need selleks ettenähtud kohale;
- korrastada tööriided ja isikukaitsevahendid ning panna need
ettenähtud kohale;
- pesta käed ja nägu ning käia duši all.
5.2. Kõikidest töö ajal esinenud puudustest ja riketest tuleb
teatada töölõigu juhatajale.
Ohutusnõuded
giljotiinkääridega töötlemisel
1.Tööülesannet tohib asuda täitma alles siis, kui selleks on
teada ohutud töövõtted. Ohutusnõuete rikkumine võib põhjustada
õnnetuse.
2. Mitte kasutada tööriistu ega seadmeid, mille käsitsemist ei ole
teile õpetatud.
3. Töökoht peab olema küllaldaselt valgustatud.
4. Giljotiinkääridel metallilõikajana lubatakse tööle isikuid,
kes on vähemalt 18 aastat vanad ja saanud antud tööks vastava
ettevalmistuse.
5. Töövahendid, seadmed , kontrollmõõteriistad, tööriistad,
käsi-tööriistad, tooted, detailid jms. peavad olema paigutatud
selliselt, et oleks tagatud ohutus ja käepärasus.
6. Üld-ja kohtvalgustites võib kasutada vaid sellise võimsusega
hõõglampe, millele valgustid on arvestatud.
7. Tööruum (-koht) peab kahjulike ainete olemasolul olema
varustatud ventilatsioonisüsteemiga, mis tagab sanitaarnormidele
vastava õhuvahetuse ja kahjulike ainete eemaldamise töötsoonist.
8. Elektriseadmete ekspluatatsioon peab toimuma kooskõlas kehtivate elektriohutuseeskirjadega.
9. Giljotiinkääridel metallilõikaja kohustatud kandma normidega
ettenähtud tööriietust ja kasutama isikukaitsevahendeid.
10. Töökohale kõrvalisi isikuid lubada ei tohi.
11. Märgates ohutuseeskirjade rikkumist teiste töötajate poolt või
ohtu lähedalolijaile, peab töötaja viivitamatult võtma
tarvitusele abinõud ohutuse kindlustamiseks ning juhtunust teatama
töölõigu juhatajale.
12. Kui töötajal tuleb töötada tõsteseadmetega, peab tal olema
vastav kvalifikatsioon ja teda tuleb juhendada vastava ohutusjuhendi
järgi.
12. Suruõhutööriistade ja elektrikäsimasinatega töötamiseks
juhendatakse töötajat vastavate juhendite järgi.
2. ENNE TÖÖD
2.1. Korrastada töörõivad, nöörida või siduda kinni
varrukasuud, kinnitada rippuvad rõivaosad, panna juuksed peakatte alla.
2.2. Koristada töökohalt kõik mittevajalik ja tööd segav.
2.3. Kontrollida giljotiinkääride korrasolekut:
- kas liikuvate ja pöörlevate osade kaitsed on omal kohal ja
kinnitatud;
- kas maandusjuhe on terve ja kindlalt kinnitatud;
- kas töökoha valgustus on piisav ja valgustid õigesti paigutatud
(pimestamise ja peegeldamise võimalus);
- tõsteseadmete korrasolekut (kui nad käesoleva töö tegemiseks
vajalikuks osutuvad);
- kas noad on teravad, sileda lõikeservaga ja kindlalt kinnitatud.
Kääride korrasolekut kontrollida tühikäigul.
2.4. Kõigist märgatud puudustest ja riketest teatada töölõigu
juhile.
3. TÖÖ AJAL
3.1. Ei tohi ummistada läbikäike, laduda materjalid ning pool- ja
valmistooted korralikult.
3.2. Enne kääride käivitamist veenduge, et see kedagi ei ohusta.
3.3. Seisata kääride mootor järgnevatel juhtudel:
- kui lahkute kääride juurest (ka lühikeseks ajaks);
- kui katkestate töö;
- kui katkeb elektrivool;
- kääride koristamise, õlitamise või reguleerimise ajal;
- kui käärid satuvad pinge alla;
- kui pärast jala pedaalilt ära võtmist toimub kääride korduv
lülitamine (topeltlöögid).
3.4. Kasutage võtmeid, mis vastavad mutrite ja poldipead mõõtudele.
Ärge pange vahetükke võtme ja mutri või poldipea vahele.
3.5. Detailide ja toorikute, mille mass ulatub üle 50 kg,
paigaldamiseks kasutada tõsteseadmeid.
3.6. On keelatud:
- töötada kääridel, mille kaitseseadmed (- piirded ) ei ole korras
või puuduvad;
- töötava mootoriga kääre reguleerida, puutuda nende liikuvaid
osi, panna peale või võtta maha ajamirihma, koristada kääridelt
jäätmeid.
- lõigata materjale, mille paksus ületab kääride passis lubatu ,
samuti ei tohi lõigata mitut lehte korraga.
3.7. Kui rullid annavad materjali halvasti ette, tuleb töö
katkestada ning teatada sellest töölõigu juhile, et kontrollida
terade mõõtmete ja terituse vastavust (terade läbimõõt peab
olema vähemalt kolm lõigatava materjali paksusest).
3.8. Suurte detailide väljalõikamisel tuleb kasutada vastava
suuruse ja õige kõrgusega (terade lõiketasandis) töölauda.
3.9. Kõverjooneliste toorikute väljalõikamisel märgistuse järgi
tuleb kasutada terade ette paigutatud märknõela.
3.10. Masinkääride lõikamise ajal ei tohi:
- toetuda küünarnukkidega sängile ega panna töölauale esemeid;
- maha võtta või kinnitada piirdeid ja kaitseseadiseid;
- kääre õlitada, puhastada, koristada ega remontida;
- panna peale ülekanderihma;
- üles võtta mahakukkunud toorikuid ja lõikmeid kohtades, kus
masin võib rõivad kaasa haarata või käsi vigastada.
3.11. Tuleb nõuda valmistoodete ja lõikmete õigeaegset eemaldamist
töökohalt, toorikute ajutise hoidmise korral töökohal tuleb need
korralikult paigutada.
3.12. Kääride elektrimootor tuleb välja lülitada:
- töökohalt lahkumisel ja ajutistel töövaheaegadel;
- töökoha koristamisel ning kääride õlitamisel, puhastamisel ja
remontimisel;
- terade vahetamisel ning piirikute, surutugede ja kaitseseadiste
seadistamisel;
- voolukatkestuse puhul ja rikete ilmnemisel kääridel.
3.13. Kui kääride metallosad on sattunud pinge alla, mootor töötab
kahel faasil (undab), maandusjuhe või elektrikäivitusseadised on
katki, tuleb töö katkestada ning rikkest teatada vahetule
ülemusele.
3.14. Tuleb kasutada ainult korras mutrivõtmeid, mis vastavad
mutrite ja poldipeade mõõtmetele. Võtme suu ja mutri kantide
vahele ei tohi asetada vahetükke. Keelatud on pikendada mutrivõtmeid
toru või mõne muu kangiga.
3.15. Kõrvalisi isikuid ei tohi oma töökohale lubada ega usaldada neile kääre ilma töölõigu juhi loata.
4. PÄRAST TÖÖD
4.1. Lülitage välja elektrimootor ja lukustage lülitusseade.
4.2. Käärid tuleb puhtaks pühkida ja kaaspinnad määrida. Töölaud
tuleb puhastada tagist ja õlist.
4.3. Töökoht tuleb korda teha: materjali ülejääk korralikult
virnastada, lõikmed panna pakendisse või selleks ettenähtud kohta
ning valmistoodang ära anda.
4.4. Pühkenarmad ära koristada ja paigutada vastavasse kasti.
4.5. Käsitööriistad panna omale kohale.
4.6. Töökoht ja seadmed tulevad vahetustöölisele või
töölõigujuhile üle anda ning teatada neile kõigist kääride
töös ilmnenud riketest.
Ohutusjuhend puurpingil
töötajale
1. ÜLDNÕUDED
1.1. Tööülesannet tohib asuda täitma alles siis, kui selleks on
teada ohutud töövõtted. Ohutusnõuete rikkumine võib põhjustada
õnnetuse.
1.2. Mitte kasutada tööriistu ega seadmeid, mille käsitsemist ei
ole teile õpetatud.
1.3. Töökoht peab olema küllaldaselt valgustatud.
1.4. Puidupuurpingil lubatakse tööle isikuid, kes on vähemalt 18
aastat vanad ja saanud vastava ettevalmistuse.
1.5. Töövahendid, seadmed, kontrollmõõteriistad, tööriistad,
käsi-tööriistad, tooted, detailid jms. peavad olema paigutatud
selliselt, et oleks tagatud ohutus ja käepärasus.
1.6. Tööruum (-koht) peab kahjulike ainete olemasolul olema
varustatud ventilatsioonisüsteemiga, mis tagab sanitaarnormidele
vastava õhuvahetuse ja kahjulike ainete eemaldamise töötsoonist.
1.7. Puidupuurpingil töötaja peab tundma ohutuid töövõtteid,
käesolevat juhendit ja ettevõtte töösisekorraeeskirju.
1.8. Puidupuurpingil töötaja peab tegema ainult seda tööd, mis
talle on ülesandeks tehtud ja mille ohutuid töövõtteid ta tunneb.
Kahtluse korral tuleb pöörduda töölõigu juhataja poole selgituse
saamiseks.
1.9. Töökohale kõrvalisi isikuid lubada ei tohi.
1.10. Märgates ohutuseeskirjade rikkumist teiste töötajate poolt
või ohtu lähedalolijaile, peab töötaja viivitamatult võtma
tarvitusele abinõud ohutuse kindlustamiseks ning juhtunust teatama
töölõigu juhatajale.
1.11. Kui puurpingil töötajal tuleb töötada tõsteseadmetega,
peab tal olema vastav kvalifikatsioon ja teda tuleb juhendada vastava
ohutusjuhendi järgi.
1.12. Suruõhutööriistade ja elektrikäsimasinatega töötamiseks
juhendatakse töötajat vastavate juhendite järgi.
2. ENNE TÖÖD
2.1. Detailide töötlemiseks peavad pinkidel olema töökindlad
kinnitusrakised, mis väldivad pingitöölise käte vigastamise.
2.2. Lõikeriista kinnitus peab tagama selle täpse tsentreerimise.
2.3. Puurpingi padrunil ei tohi olla detaile, mis ulatuvad
silindrilisest pealispinnast väljapoole. Puur koos padruniga peab
olema kaetud.
2.4. Mitmespindlilise puurpingi puuride kaitsekate peab olema
selline, et tööriista tööosa oleks nähtav.
2.5. Mitme spindliga puurmasinatel kontrollida spindlite korrasolekut
ja lusikpuuride teravust.
2.6. Vertikaalpuurpinkidel kontrollida:
- kas padrunist ei ulatu välja kinnituspoldid ja padruni siledust,
s.t. , et padrun oleks täkete- ja kisadeta;
- kas spindli ülalseisev lukustaja või ülalseisev viilvedru on
töökorras;
- kas detailide kinnitamise ja etteandmise rakised on korras;
- kas rihmajamite kaitsed on kohal.
2.7. Teostada puurpingi proovikäivitus.
2.8. Õlitada tööpink.
2.9. Lülitada sisse pneumaatiline saepurutransportöör ja
kontrollida tõmbe olemasolu.
3. TÖÖ AJAL
3.1. Mitte pühkida laaste puurmasina käigu ajal. Laastude
pühkimiseks kasutada harja.
3.2. Detailide kinnitamist ja ümberseadmist teostada ainult
puurpingi seisu ajal.
3.3. Vältida käte sattumist pöörleva puuri lähedale.
3.4.Töötada ainult korras ja mutri mõõtmetele vastavate
võtmetega. On keelatud kasutada vahetükkidega võtmeid.
3.5. Paigaldada puuritav detail kindlalt.
3.6. Mitte anda ega vastu võtta esemeid üle töötava pingi.
3.7. Mitte hoida pingil valmistooteid, tööriistu, toorikuid ega
kaltse.
3.8. Jälgida pingi pöörlevate osade tööd ning määrida neid
õigeaegselt.
3.9. Mitte puurida kinnastega.
4. PÄRAST TÖÖD
4.1. Lülitada välja elektrimootor, pühkida ja puhastada tööpink.
Korrastada oma töökoht.
4.2. Anda tööpink üle vahetustöölisele ning hoiatada teda ning
töölõigu juhti kõigist riketest.
4.3. Täita isikliku hügieeni reegleid.
Sisemine kamber (joonis
1)
- Suitsuahjukambri tegemisel kasutasin 3 mm ja 5 mm lehtmaterjali.
- Esmalt märkisin 3 mm teras lehtmaterjalile mõõtmed 400x470 kaks külge
- Siis märkisin tagumise seina mõõtudega 370x470
- Ning siis lae 400x370
- Põranda tegemiseks kasutasin 5mm paksust lehtmaterjali,märkisin lehtmaterjalile mõõdud 400x370.
- Suitsuahju sisemisele kambri lae keskele tegin Ø6 augu et kinnitada siiber mile läbimõõt on 160 mm
- Suitsuahju keskele kuhu paigaldasin siibri , tegin nii siibrile kui ka laele 6 auku mille Ø 17,5 mm.
- Pärast seda neetisn omavahel suitsuahju siibri ja lae omavahel aga mitte tugevalt et siiber saaks vabalt liikuda .
- Siibrile tegin ka saba millega avada ja sulgeda siibrit, laele keevitasin ka piiraja
- Siibri saba oli mõõtudega 20x250
- Kui kõik oli välja rajutud giljotiiniga siis liitsin ahjueriosad keevisliitega ja neetidega.
Suitsuahju välimine osa
(joonis 2)
- Suitsuahju välimise osa tegin 3mm lehtmaterjalist.
- Kõigepealt märkisin lehtmaterjalile 4 külge mõõtudega 800x450
- Ja põhja mõõtudega 450x450
- Ning küttekolde 5 mm lehtmaterjalist 450x450
- Seejärel ahju esimesele küljele märkisin mõõtmed peale kuhu tulevad uksed ja tuhakast.
- Mõõtmed olid 370x470, 280x120 ja 240x70.
- Ning seejärel kui esimesele küljele mõõdud kantud lõikan ketaslõikuriga avad välja .
- Kui see tehtud oli keevitasin suitsuahju küljed kokku.
- Suitsuahju küttekolde põhjale lõikasin 240x240 ava. Lintsaega lõikasin Ø 20 mm, mille pikkus oli 280 mm neid lõikasin 10 tükki.
- Need pulgad keevitasin küttekolde külge, pulkade vahe oli 7mm.
- Kui pulgad keevitatud siis keevitasin küttekolde suitsuahju külge, küttekolde põhi pidi saama ühele tasapinnal küttekolde alumise äärega.
- See tehtud siis asusin keevitama suitsuahju põhja.
- Põhja külge läks 4 jalga mille Ø 50 mm, need lõikasin lintsaega välja ja nende pikkus oli 150 mm. Jalgade ja maa kokkupuute kohale keevitasi seibid mille Ø120 aga enne nende paigaldamist pidin need treima.
- Jalad keevitasin põhja mõlemast äärest 25 mm kaugusele.
- Suitsuahju jäikuse tagamiseks keevitasin 3mm paksusest lehtmaterjalist toed .
- Kui see tehtud oli hakkasin suitsahjule katuse detaile välja mõõtma ja neid 3mm paksusele lehtmaterjalile kandma.
- Suitsahju katuse mõõtmed olid 500x200 neid oli vaja 4.
- Katusele oli ka vaja korstent korstna tegin ka 3 mm lehtmaterjalist see oli mõõtmetega160x200. ning keevitasin need omavahel (oli vaja 4 külge)
- Korstnale pid ka tegema sademete katte, need lõikasin välja ka 3mm paksusest lehtmaterjalist. Mõõtmed olid 150x200 need tulid kolmenurkse kujuga ja neid oli ka vaja teha 4 tükki.
- Korstna ja sademet katte ühendamiseks tuli lintsaega lõigata Ø12 mm vardad mille pikkus oli 120 mm.4 tükki
- Suitsahju katuse,korstna ja sademete katte keevitamisel kasutasin 90 kraadist rakist.
- Kui vardad olid lõigatud keevitasin neli varrast kõigepealt korstna igasse nurka ning seejärel sademete katte külge.
- Kui katus, korsten ja sademete katte olid kokku keevitatud siis tõstsin katuse suitsuahju külge ning vaatasin kuidas kattus istub omavahel suitsuahjuga. Kui sobis omavahel siis punktisin mõned kohad kinni. Ning seejärel keerasin suitsahju külile ja keevisõmblusega sai terve suitsahju ja katuse kokkupuute koht ära keevitatud.
- See järel lihvisin keeviuskohad ketaslõikuriga, ketaslõikurile paigaldasin abrasiiv ketta millega sai lihvida keevisõmblused maha.
Tuhakast (joonis
3)
- Vahelduseks tegin suitsahjule tuhakasti,tuhaksti tegemisel kasutasin 3mm lehtmaterjali.
- Hakkasin märkima lehtmaterjalile kõigepealt põhja mille mõõtmed olid 440x240
- Siis märkisin kaks külge mille mõõtmed olid 440x60.
- Tagumine külg oli mõõtudega 240x60
- Esimene külg oli mõõtudega 260x80
- Kui need märgitud siis raidusin need giljotiiniga välja.
- Seejärel keevitasin põhja külge-kaks külga 90° saamiseks kasutasin nurgikut.
- Kui küljed keevitatud keevitasin tagumise külje samamoodi nagu eelimsed kaks külge.
- Ja siis keevitasin esimese külje.
- Tuhakasti esimesele küljele oli vaja teha ka sang .
- Sanga lõikasin 3 mm paksusest lehtmaterjalist.
- Sanga mõõtmed olid 210x30
- Kui sang välja lõikatud painutasin sanga mõlemast otsast 30 mm 90° alla.
- Kui sang valmis oli keevitasin selle tuhakastile külge.
- Ning pärast seda lihvisin keevisõmblused maha.
Uksehinged (joonis
4)
- Seejärel oli vaja uksele hinged teha.
- Enne treimist lõikasin ümarmaterjalist Ø20 pikkusega 56±0,2 mm.
- Kui alustasin treimist pidin ühe pakki vahele 1,5 mm plekki tükki, et see tsentrist välja viia. Siis treisin need vajaliku mõõtu.Hingede alumised osad tulid treida Ø20±0,2 ja pikkusega 30±0,2 mm,kui see tehtud keerasin tooriku teist pidi ja treisin teise otsaØ6 ja 26±0,2 mm.
- Kui need hinge osad valims olid faasisn nende ääred ära. Neid hingi oli vaja teha neli tükki.
- Need tehtud asusin tegema ülemisi hingi. Ülemised hinged lõikasin mõõtudegaØ20±0,2 ja 33±0,2.
- See tehtud alustasin treimist. Kui sai need treitud oli vaja teha Ø8 mm auk aga auku ei tohtinud lõpuni puurida vaid sügavusega 27±0,2.
- Need hinged olid ka vaja tsentrist välja viia.
- Kui kõik hinged treitud proovisin neid omavahel kui sobisid.siis hakkasin ust tegema,et paigaldada suitsuahjule uks.
Küttekolde uks (joonis
5)
- Küttekolde ukse tegin 3mm ja 5mm lehtmaterjalist.
- Ukse lõikasin mõõtmetega 300x140.
- Uksele oli ka vaja lõikata 5mm lehtamaterjalist tükk ,et kaitsta et ei tõmbaks kõveraks.
- Selle plaadi tükki lõikasin mõõtmetega 260x136
- 3mm ukse plaadile oli ka vaja teha ukse lingi jaoks needi ava .
- Neediava tegin ukse keskele ukse avamise poolt 75 mm kaugusele needava läbimõõt oli Ø6.
- Siis märkisin 3 mm plaadi igast servast 20 mm ja tõmbasin jooned kuhu oli lõigatud ümarvarrastest 4Ø ja pikkus oli neil 20mm.
- Siis märkisin 5mm plaadile 4 ava Ø10 ja puurisin algul 6 puuriga avad ette ning seejärel 10 puuriga üle.
- Liitsin need omavahel 3mm ja 5 mm plaadi omavahel, plaatide vahele panin 4 Ø10 läbimõõduga ja pikkusega 10 mm.
- Kui uks valmis pigaldasin ukse küttekoldele külge , kui see tehtud siis panin uksele külge hinged alguses punktisin lihtsalt kinni, et vaadata kas uks käib korralikult. Kui uks käis korralikult siis keevitasin hinged korralikult ukse ja suitsuahju esimese külje külge.
- Uksele oli ka vaja teha link lingi lõikasin 200x30.
- Ühte otsa puurisin Ø6 puuriga ava.
- Ja teise otsa painutasin Ø20 ümaraks kui see tehtud neetisin selle ukse külge aga mitte väga tugevalt, et link saaks vabalt käija.
- Kui see tehtud tegin lingile piiraja, piiraja tegin mõõtudega 20x85 selle mõlemad otsad painutasin 90° alla ja 4mm pikkusega. Ning pärast seda keevitasin uksele külge.
- Uksele tegin ka takisti kuhu ukse hing külge panna selle lõikasin 3 mm lehtmaterjalist.
- Selle mõõtmed olid 70x30,ühe otsa lõikasin väiksemaks selle oli mõõtmetega 20x10 kui see valmis keevitasin külge suitsahjule.
- Lõpuks lihvisin keevisõmblused ära.
Suitsuahju uks (joonis
6)
- Suurema ukse lõikasin ka 3mm lehtmaterjalist.
- Selle mõõtmed olid 510x410
- Kui uks valmis pigaldasin ukse küttekoldele külge , kui see tehtud siis panin uksele külge hinged alguses punktisin lihtsalt kinni, et vaadata kas uks käib korralikult. Kui uks käis korralikult siis keevitasin hinged korralikult ukse ja suitsuahju esimese külje külge.
- Uksele oli ka vaja teha link lingi lõikasin 200x30.
- Ühte otsa puurisin Ø6 puuriga ava.
- Ja teise otsa painutasin Ø20 ümaraks kui see tehtud neetisin selle ukse külge aga mitte väga tugevalt, et link saaks vabalt käija.
- Kui see tehtud tegin lingile piiraja, piiraja tegin mõõtudega 20x85 selle mõlemad otsad painutasin 90° alla ja 4mm pikkusega. Ning pärast seda keevitasin uksele külge.
- Uksele tegin ka takisti kuhu ukse hing külge panna selle lõikasin 3 mm lehtmaterjalist.
- Selle mõõtmed olid 70x30,ühe otsa lõikasin väiksemaks selle oli mõõtmetega 20x10 kui see valmis keevitasin külge suitsahjule.
- Lõpuks lihvisin keevisõmblused ära.
Suitsuahju restid ja
rasvavann (joonis 7)
- Suitsahju sisemile kambrile oli vaja teha toed kuhu saaks toetada nii vann kui ka restid
- Resti toed lõikasin 30x360 neid tegin 6 tükki.
- Ja vanni toed lõikasin Ø10 ja nende pikkus oli 400 aga need vardad painutasin 100 mm kauguselt 90° alla.kui need tehtud keevitasin need kambri külge ja alustasin restide ja vanni tegemist
- Restid lõikasin võrkmaterjalist 360x360 3 tükki
- Restide otsa lõikasin 10Ø 360mm pikkust varrast, et rest ei vajuks lohku.
- Neid lõikasin ka kolm ja paigaldasin need kolme resti külge keevisõmblusega.
- Vanni tegin 1,5 mm lehtmaterjalist.
- Vanni lõikasin mõõtmetega 400x400.
- Vannile märkisin kõikidest servadest 20 mm kaugusele painutus jooned. Pärast seda painutasin kõik küljed 90° alla ja keevitasin kokkupuute kohad .
- Kui kõik valmis lihvisin keevitus kohad.
Kokkuvõte
Praktika oli väga huvitav ja kogemuste rikkas . Sain keevitamise
algtõed teada ja sain ka enam vähem keevitamise selgeks. Millist
materjali mis voolutugevuse ja pingega keevitada .
Praktikal pidime kõigepealt harjutama ning alles siis hakkasime keevitama suitsuahju. Pidime kasutama väga erinevaid tööriistu.
Praktika meeldis mulle sest see oli kahes vahetuses õhtune- ja
hommikune vahetus ning siis sai olla nii õhtul kui ka hommikul praktikal. Praktika möödus väga kiiresti sest koguaeg said millegi
kallal nokitseda.
MAG-keevitusest
Süsinikteraste ja roostevaba terase keevitamisel kasutatakse sulava elektroodiga aktiivgaasis keevitamist e. MAG-keevitust. Al - sulamite
keevitamisel suurte tootmismahtude korral keevitust inertgaasis e.
MIG keevitust.
MIG/MAG - keevituse eelised on loetletud, millele tuleb lisaks
märkida võimalust keevitada õhukest plekki nt. autoremondil, aga
ka keevitajate lühikest esmaväljaõppeaega. Puuduseks võib lugeda
CO2-keevitamisel suurt pritsmete hulka, keevismetalli gaasikaitse
puudumist välitingimustes ning tuuletõmbe käes. Segugaaside (80%
Ar + 20% CO2) kasutamisel MAG- keevitusel pritsmed praktiliselt
puuduvad.
MAG-keevitusel kasutatakse elektroodina pidevat keevitustraati, mida
antakse etteandemehhanismi rullide abil keevituspüstolisse. Seadme
kvaliteedi määrab etteandemehhanismi töö stabiilsus.
Keevitustraadi otsa ja detailide vahel tekitatakse kaarlahendus,
mille kuumuses sulavad nii elektroodi traat kui ka keevitatav metall ning moodustub keevitusvann. Elektroodimetall sulab ja siirdub
kaarevahemikus traadi otsalt erineva suurusega tilkadena
keevitusvanni. Keevitusvanni ja siirdeprotsessis olevat
elektroodimetalli tilkasid kaitstakse õhu hapniku kahjuliku mõju
eest kaare piirkonda juhitava kaitsegaasi, nt. süsihappegaasi abil.
Kasutatakse vastupolaarset alalisvoolu. Vooluallika tunnusjoon on
jäik. MAG-keevitusel määratakse sõltuvalt teraslehe paksusest
keevitustraadi läbimõõt, edasi kaarepinge, keevitusvool ja
kaitsegaasi etteandmine e. kulu. Kuna keevitusvoolu suurus on
määratav traadi etteandekiiruse kaudu, siis tavaliselt määratakse
ka keevitustraadi etteandekiirus.
MAG-keevitustraat on legeeritud Mn ja Si keevitusvannis tekkivate
oksiidide taandamiseks.
Kuidas hoida
keevituspüstolit keevitamisel.
Keevitamise alustamiseks viiakse elektroodi (keevitustraadi) ots
kontakti keevitatava detailiga ja vajutatakse keevituspüstoli
päästikule. Päästikule vajutamine lülitab sisse keevitusvoolu
(süttib kaarleek), käivitab traadietteande ja avab gaasi
juurdepääsu püstolisse. Keevituspüstolit võib hoida nii ühe
kui ka kahe käega. Keevituspüstoli hoidmisel tuleb jälgida, et
kontaktoru kaugus A keevitatavast detailist, vastaks elektroodi
(keevitustraadi) läbimõõdule. See on 0,6mm läbimõõduga
keevitustraadi puhul 5-8 mm ja 0,8mm keevitustraadi puhul 7-10 mm.
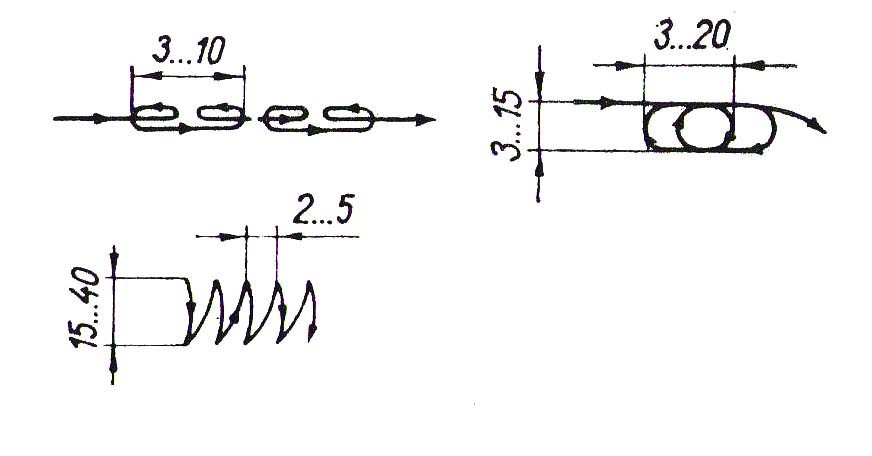
Keevitusõmbluse
suurus ja kuju sõltuvad keevituspüstoli liikumise trajektoorist
ning võnkeulatusest . Kuni 2mm paksuste detailide põkkõmbluste
keevitamisel keevituspüstolit ristisuunas ei võngutata. 3-8 mm
paksuste detailide põkkõmbluste keevitamisel liigutatakse
keevituspüstolit õmblusesuunaliselt edasi – tagasi. Püstoli
õmblusesuunaline edasiliikumine annab keevitatavate servade
korraliku läbisulatuse ning keevituspüstoli tagasitoomisega
kujundatakse õmblus.
Lisaks sellele mõjutavad keevitusõmbluse suurust ja kuju ka
keevituspüstoli kaldenurk ja liikumissuund. Keevitamine “endast
eemale” annab mõõduka läbisulatusega madala ja laia õmbluse.
Keevitamine “enda poole” annab sügava läbisulatusega kõrge ja
kitsa õmbluse. Neutraalkeevitust kus keevituspüstoli ots on risti
keevitatava pinnaga kasutatakse vähem. Tema omadused on kahe eelmise vahepeal .
Keevituspüstoli ristikalle sõltub keevisliite liigist ja materjali
paksusest. Erineva paksusega õhukeste detailide kokkukeevitamisel
tuleb kallutada keevituspüstolit nii, et kaarleegi ots kuumutaks
paksemat detaili ning õhemat detaili kuumutaks kaarleegi külg
Ühepaksuste detailide kokkukeevitamisel on kaarleegi ots detailide
liitekohal .
Vertikaalõmbluste keevitamisel saab parema tulemuse kui õhukest
(kuni 2mm) marterjali keevitada ülevalt alla aga paksemat alt üles.
Liited mis kasutasime
praktikal
Praktikal kasutasime nurk-,põkk- ja vastakliiteid.
Põkkliite puhul on liiteelemendid ühes tasa- või
mingis muus pinnas.
Kuni 2 mm paksuste detailide põkk-keevitamisel asetatakse detailid
tihedalt, kalduservamata kokku või ääristatakse
servad ja keevitatakse ilma lisatraadita. 2...4 mm paksusi detaile ei
kalduservata, kuid detailide vahele jäetakse pilu. Üle 5 mm
paksuste detailide põkk - keevitamisel servatakse liite ääred
kaldu. 5...15 mm paksused detailid servatakse V-kujuliselt, kui aga
paksus ületab 15 mm, siis X-kujuliselt.
Vastakliite e. T-liite puhul ühendatakse ühe detaili ots
teise detaili külgpinnaga. Kasutatakse jäikusribide, sõlmplaatide,
torustikumuhvide jne keevitamisel.
Nurkliiteks nimetatakse liidet, mille puhul liidetavad
detailid paiknevad teineteise suhtes täisnurga või väiksema nurga
ja keevitatakse piki ühist serva.
27












































Kõik kommentaarid