A-PDF Merger DEMO : Purchase from www.A-PDF.com to remove the watermark REVISION HISTORY REV DESCRIPTION DATE APPROVED 2 45 ° R4 O7 48 142 A R0
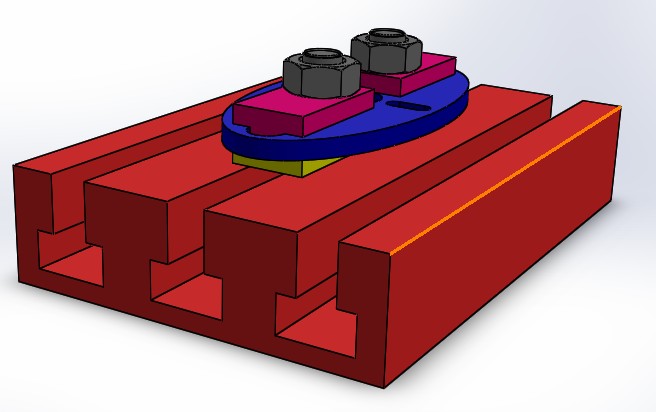
PROJEKTÜLESANNE „HOIDIK“ Õppeaines: RAKISTE PROJEKTEERIMINE + PROJEKT Mehaanikateaduskond Esitamiskuupäev:.................... Üliõpilase allkiri:.................... Õppejõu allkiri:.................... Tallinn 2017 SISUKORD SISSEJUHATUS ..................................................................................................................................2 TOORIK, TÖÖPINK .............................
Contents 1.Plastse deformeerimise füüsikalised alused .............................................................................................. 2 2. Mahtvormimisprotsessid. ......................................................................................................................... 2 3.Kuumvormstantsimine ............................................................................................................................... 2 4. Külmvormpressimine ja külmjamendamine. ............................................................................................ 2 5. Lehtvormimisprotsessid. ........................................................................................................................... 3 6. Lehtstantsimisel ........................................................................................................................................ 3 7. Lõikamise põhiprotsessid ...............................................................
2. Lukksepatööd. 2.1. Lukksepatööde liigid ja nende ülesanne. Lukksepatööd kuuluvad metallide lõiketöötlemise hulka. Neid tehakse nii käsitsi kui ka mehaniseeritud tööriistade abil. Lukksepatööde eesmärk on anda töödeldavale detailile vajalik kuju, mõõtmed ja pinnakaredus. Töö kvaliteet sõltub lukksepa oskusest ja vilumusest, kasutatavatest tööriistadest ja töödeldavast materjalist. Lukksepatööde operatsioonid on märkimine, raiumine, õgvendamine ja painutamine, lõikamine käsisae ja kääridega, viilimine, puurimine, süvistamine ja hõõritsemine, keermetamine, neetimine, kaabitsemine, soveldamine ja plankimine, jootmine ja liimimine. Detailide valmistamisel sooritatakse lukksepatööoperatsioonid kindlaksmääratud järjekorras. Kõigepealt tehakse need operatsioonid, mille tulemusena saadakse toorik. Lukksepaoperatsioonid jagunevad - ettevalmistusoperatsioonideks nagu väljalõikam
MÕÕTMESTAMINE JA TOLEREERIMINE 2 ×16 tundi Teema Kestvus h 1. Sissejuhatus. Seosed teiste aladega 2 Mõisted ja terminiloogia. GPS standardite maatriksmudel 2. Geometrilised omadused. Mõõtmestamise 2 üldprintsiibid. Ümbrikunõue, maksimaalse materjali tingimus 3. ISO istude süsteem. Tolerantsiväljad 2 4. Istud. Võlli ja avasüsteem 2 5. Soovitatavad istud. Istude rahvuslikud süsteemid 2 6. Istude kujundamise põhimõtted 2 Istude analüüs ja süntees 7. Liistliidete tolerantsid. 2 Üldtolerantsid 8. Geomeetrilised hälbed. Kujuhälbed. 2 Suunahälbed 9. Viskumise hälbed. Asetsemise hälbed. Lähted 2 Nurkade ja koonuste hälbed ja tolerantsid 10. Pinnahälb
1) Nuivibraatorid. Allen Engineering Corporation nuivibraatorid Köik nuivibraatorid töötavad bensiinimootoriga. Kergeimal mudelil on mootor käepideme küljes. Keskmist tüüpi nuivibraatori mootor ripub rihmadega betoneerija seljas. Suurim, kahe nuiaga komplekt, saab töövoolu bensiinimootori körgsagedusgeneraatorist. Firma "Tremix" edasimüüja Eestis AS TALLMAC pakub erineva konstruktsiooniga nuivibraatoreid (tabel ): · täismehhaanilisi tüüp 1 mis koosneb mootorist, vahetükist, võllist ja vibraatornuiast. Mootoriga ühendatakse vahetüki abil erineva pikkusega võll ning erineva diameetriga tööorgan. · tüüp 2 - kergeid nuivibraatoreid, , mis koosneb mootorist ja tööorganist koos võlliga. Seda kasutatakse väikesemahuliste betoneerimistööde tegemisel · tüüp 3 - kõrgsagedusel töötav nuivibraator mis koosneb sagedusmuundurist ning tööorganist koosvoolujuhtmega. Sagedusmuundajast väljuva voolu sagedus on 200 Hz ja pinge 42 V. 20
Autorid: Priit Kulu Jakob Kübarsepp Enn Hendre Tiit Metusala Olev Tapupere Materjalid Tallinn 2001 © P.Kulu, J.Kübarsepp, E.Hendre, T.Metusala, O.Tapupere; 2001 SISUKORD SISSEJUHATUS ................................................................................................................................................ 4 1. MATERJALIÕPETUS.............................................................................................................................. 5 1.1. Materjalide struktuur ja omadused ...................................................................................................... 5 1.1.1. Materjalide aatomstruktuur........................................................................................................... 5 1.1.2. Materjalide omadused ..........................
ARSENI PALU EHITUS, EKSPLUATATSIOON SÕIDUTEHNIKA «Valgus» · Tallinn 1976 6L2 P10 Retsenseerinud Uve Soodla Kääne kujundanud Bella G r o d i n s k i Raamatu esimeses osas kirjeldatakse meil enamlevi- nud mootorrataste, motorollerite ja mopeedide ehi- Eessõna tust ning töötamist. Teises osas käsitletakse kõigi nimetatud sõidukite hooldamist ja rikete otsimist- Mootorrattaid (motorollereid ja mopeede) käsutatakse kõrvaldamist Kolmandas osas antakse nõu õige ja peamiselt isiklike sõidukitena. Nad säästavad aega igapäe- ohutu sõidutehnika õppimiseks. vastel tarbekäikudel, võimaldavad huvitavalt veeta nädala- Raamat on mõeldud kõigile, kes tunnevad huvi















































Kõik kommentaarid