ketasnukk või translatoorselt edasi tagasi liikuv liugurnukk Veetav lüli translatoorselt edasi-tagasi liikuv tõukur või nookur. Veetava lüli kiirenduse sõltuvuse ajast (liikumisseaduse) määrab nuki kuju. Nukud on kompaktsed, nende koostööd saab hõlpsasti korraldada, neile saab anda kõiki võimalikke liikumisseadusi. Kuid nad kuluvad üsna kiiresti ja võivad põhjustada vibratsiooni ja lööke. Nukke kasutatakse laialdaselt mehaanilistes automaatides. Nukkide hulka kuuluvad ka veeravate hoobadega mehhanismid. Nukkvõll, nukkidega võll. See tagab seadmes operatsioonide ´tsüklilise kooskõlastatud sooritamise. Nt. Sissepõlemismootori jaotusvõllinukid tagavad gaasijaotusmehhanismis sisse- ja väljalaskeklappide õigeaegse avamise ja sulgumise ning sobiva seaduspärase liikumise. Vänt-mehhanism muudab sirgliikumise pöördliikumiseks ja vastupidi. Mehhanismi kasutatakse mehhaanilises masinatehnikas, õmblusmasinatse ja autumasinates. Vänt-
standard 1.6-liitrise mootori võimsuseks 128 hj. Uus VTEC viis selle 158 hj-ni. Honda ennustas küll võimsuse ja ökonoomsuse tõusu ning pöördemomendi efekti, kuid keegi ei lootnudki, et ka töökindlus niipalju paraneb. Praeguseks on kahe ülanukkvõlliga VTEC mootoreid paigaldatud Civicutest kuni NSX-ideni. VTEC süsteem muudab mootori küll keerulisemaks, kuid vajalike lisaosade arv on neljaklapi- silindri kohta ja kahe ülanukkvõlliga mootori kontekstis siiski väike, ja nukkide mehaaniline vahetamine toimub siis kui klapid on kinni (seega paigalseisvad) 3 Süsteem töötab iseeneset lihtlsalt lukustusvarda abil mida juhib autoaju. Madalatel pööredel töötab mootor ökomoomselt säästes kütust. Suurematel pööretel kuskil 5600 prm lükkab õlirõhu suurendes hüdrotõukur lukustusvarda sisse ja mootor arendab nüüd rohkem võimusus
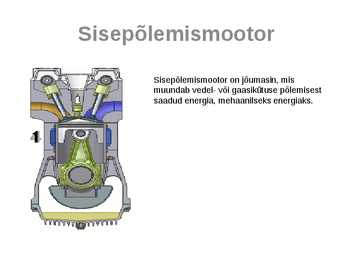
kõrgepingeimpulsi. Sellest tekib küünla elektroodide vahel kaarlahendus, mis süütab küttesegu. Ühesilindriliste mootorite süütesüsteemis jagaja puudub ning pingeimpulss saadakse magneetolt. Nukkvõll on nukkidega võll, mida kasutatakse masinates perioodiliselt korduvate protsesside juhtimiseks. Nukkvõlli kasutatakse laialdaselt sisepõlemismootorite gaasijaotusmehhanismides, kus nukkvõll hoolitseb sisselaske- ja väljalaskeklappide õigeaegse avamise eest. Nukkvõlli nukkide arv sõltub klappide arvust. Nukkvõlli käitatakse hammas- või hammasrihmülekande kaudu. Detonatsioon- kütusesegu PLAHVATUSLIK põlemine. ca10x kiirem leegi levimiskiirus, vastavalt ka suurem koormus kolvile-väntmehhanismile jm detailidele. tunnuseks järsemal koormuse suurenemisel terav plagin mootoris, e. nõuka inimese öeldud: klapid klõbisevad. Kõik see jama bensiini erinevate markidega, ongi võitlus detonatsiooni vältimisega, erineva surveastmega mootorites.
1. pinnase tihendamine 2. gaaskeevituse tööseadmed 3. perforaatori ehitus ja tööpõhimõte 1)Pmneumoratasrullid- rataste paigutus telgedel võib olla kahesugune: ridaasetusega või malelauaasetusega. Need on head, kuna rattakummide tõttu on pind kauem koormuseall. Hammasrullid-toetuspind on kuni 4..5% silindri pinnast mille moodustavad nukkide tipud. Kasutatakse nii sidusate ja tükiliste pinnaste tihendamiseks kuni 0,5 m sügavuselt. võrerullid-Annavad häid tulemusi kruusaste, saviste, tükiliste ja külmunud pinnaste puhul, millega tihendatakse põhiliselt muldeid sügisel ja talvel. Võrerullide valtsid on koostatud varbadest keevitatud võredest avamõõtmetega 15 või 20 cm. langetavateraskustega rullid- on lööktoimega masinad, mis tihendavad pinnast langevate koormuste energia arvel ja rulli raskusjõu staatilisel toimel
3) tõukur (seen-, rull-, tass- ja hüdrotõukur), 4) nookur (kiik-, nook- ja liitnookur), 5) klapp, 6) vedru (ühe- ja kahekordne kruvivedru ning kahepoolne silindervedru), 7) klappide pöördeseade. Nukkvõll Nukkvõlli käivitab ajami abil väntvõll. Ülekanne on valitud selliselt, et väntvõlli kahe pöörde jooksul teeb nukkvõll (samuti kõrgsurvepumba nukkvõll) ühe pöörde. Nukkvõllil on niipalju nukke, kuivõrd mootoril on klappe. Nukkide asend vastab mootori tööjärjekorrale. Nukkvõll valmistatakse stantsimise teel süsinikterasest või valatakse hallmalmist. Nukkvõllil on olemas: a) võlli nukid klappide ja abiseadmete käitamiseks, b) laagritapid, c) mitmesugused käitushammasrattad (õlipump, katkesti-jaotur), d) veoäärikud asendiandurite kinnitamiseks. Nukkvõll omab laagritappe, mis toetuvad plokikaanes asetsevatele pukslaagritele. Erijuhtudel toetub
1)nukkvõll, 2)nukkvõlli muutemehhanism, 3)tõukur(seen-,rull-,tass-jahüdrotõukur), 4)nookur(kiik-,nook-ja,liitnookur), 5)klapp 6)vedru(ühe-ja kahekordne kruvivedru ning kahepoolne silindervedru), 7) klappide pöördeseade. Nukkvõll- Nukkvõlli käivitab ajami abil väntvõll. Ülekanne on valitud selliselt, et väntvõlli kahe pöörde jooksul teeb nukkvõll (samuti kõrgsurvepumba nukkvõll) ühe pöörde. Nukkvõllil on niipalju nukke, kuivõrd mootoril on klappe. Nukkide asend vastab mootori tööjärjekorrale. OHV- Overhead Valve engine Head Cover- Plokikaan Valve Rocker Arm- Nookur Exhaust valve- Väljalaske kalpp Combustion Chamber- plahvatus kamber
Kahvlifreesi spindel "vikab". 5. Tapikeele ( kahvlivahe ) Asukoht tooriku Keelefreesi (kahvlifreesi) asend konveieri paksuses ei ole täpne. juhtpinna (vankri tööpinna) suhtes ei ole õige. Laastu on jäänud vankri tööpinna ja tooriku vahele. 6. Tapiõlad ( kahvlipõhi ) ei ole risti tooriku Vankri tugilatt (konveierite nukkide baasservaga. tugipinnad) ei ole risti ettenihke suunaga. 7. Tapipõsed. ( kahvliküljed ) ei ole Konveierite juhtpinnad ( vankri tööpind ) ei ole parallelsedtooriku baasküljega. horisontaalsd. Toorik on kinnitatud vankrile kaldasendis ( allajäänud laastu tõttu ). 8. Tapikeele ( kahvlivahe ) on ebatasased ja Liiga suur ettenihkekiirus. Lõikurid on nürid. rebestatud
igatsükkel 10 sekundit. Ronimisel püüa säilitada ühtlast hingamise rütmi. Igas puhkepositsioonis või enne rasket liigutust tee kolm ekstra hingetõmmet. Õpi selgeks hetkelise keskendumise harjutus selleks et seda kasutada puhkepositsioonides 2) Alati enne ronimise alustamist uuri ronitavat rada maast erinevatest kohtadest. Ronimisel püüa olla tähelepanelik peidetud nukkide suhtes, nende leidmine võib sult algul nõuda ekstra pingutust, kuid ollest avatud, õpid neid märkama ja ära kasutama 3) Sõrmede haardetugevuse tõstmiseks tuleb eelkõige ronida rohkem järske kaljusid ning bouldering radasid. 4) Alati enne ronimise alustamist kujuta (hetkeliselt) ennast rada edukalt lõpuni ronimas 5) Algusta iugapäevaste venitusharjutustega, vähemalt 10 minutit päevas 6) Raskete rajalõikude läbimisel keskendu rohkem jalgade tööle
5. Tapikeele (kahvlivahe) asukoht tooriku paksuses ei ole · Keelefreeside (kahvlifreesi) asend konveieri juhtpinna täpne. (vankri tööpinna) suhtes ei ole õige · Laastud on jäänud vankri tööpinna ja tooriku vahele. 6. Tapiõlad (kahvlipõhi) ei ole risti tooriku baasservaga. · Vankri tugilatt (konveierite nukkide tugipinnad) ei ole risti ettenihke suunaga 7. Tapipõsed (kahvliküljed) ei ole paralleelsed tooriku · Konveierite juhtpinnad (vankri tööpind) ei ole baasküljega. horisontaalsed. · Toorik on kinnitatud vankrile kaldasendis (allajäänud
5. Tapikeele (kahvlivahe) asukoht tooriku paksuses ei ole · Keelefreeside (kahvlifreesi) asend konveieri juhtpinna täpne. (vankri tööpinna) suhtes ei ole õige · Laastud on jäänud vankri tööpinna ja tooriku vahele. 6. Tapiõlad (kahvlipõhi) ei ole risti tooriku baasservaga. · Vankri tugilatt (konveierite nukkide tugipinnad) ei ole risti ettenihke suunaga 7. Tapipõsed (kahvliküljed) ei ole paralleelsed tooriku · Konveierite juhtpinnad (vankri tööpind) ei ole baasküljega. horisontaalsed. · Toorik on kinnitatud vankrile kaldasendis (allajäänud
Treispooni lõikamise pingi tootlikkusest sõltub poolautomaatliini tootlikkus. Kasutan seadet: 2HV 66"Raute" Tehnilised andmed: Noa pikkus (mm. ) 1700 Spoonipaki suurim pikkus (mm.) 1650 Spoonipaki väikseim pikkus (mm.) 1350 Max. paku läbimõõt (mm) 750 Min. pliiatsi läbimõõt (mm) 70 Spooni paksus (mm) 0,5-5,0 Nukkide läbimõõt välimistel (mm) 110 Nukkide läbimõõt sisemistel (mm) 65 Spindli pöörete arv (p/min) 145-220 2.2.1. Treispooni lõikamise pingi tootlikuse arvutasin järgnevalt Tvah 60 K t K m V Al = t + t4 = = 31.2 m 3
2. Sidurid Planetaarreduktoris kasutatakse mitmekettalisi õlis töötavaid sidureid. Joonisel 15 on kujutatud automaatkäigukastide sidurite ehitust ja tööpõhimõtet, mis erinevatel automudelitel oluliselt ei erine. Siduri tähtsaimad detailid on vedavad (8) ja veetavad kettad (9). Vedavad kettad on mõlemalt poolt kaetud hõõrdekatetega. Vedavad kettad on oma siseservades olevate nukkidega ühendatud siduri rummuga (12), veetavad kettad on aga oma välisservas olevate nukkide kaudu ühendatud siduri trumliga (1). Kettaid surub kokku kolb (3). Kui sidur pole sisse lülitatud, on siduri kolb (3) vedrude (4) jõul surutud vasakpoolsesse asendisse ning siduri vedavad ja veetavad kettad on üksteisest lahutatud. Siduri sisselülitamiseks antakse õlirõhk siduri trumli ja kolvi vahele ning surveklapi kuul (11) surutakse õlirõhu toimel tihedalt oma pessa. Õlirõhk lükkab kolbi (3) paremale ning kolb omakorda surub siduri kettad tihedalt kokku. Siduri (12) rumm ja
Treispooni lõikamise pingi tootlikkusest sõltub poolautomaatliini tootlikkus. Kasutan seadet: 2HV – 66“Raute“ Tehnilised andmed: Noa pikkus (mm. ) 1700 Spoonipaki suurim pikkus (mm.) 1650 Spoonipaki väikseim pikkus (mm.) 1350 Max. paku läbimõõt (mm) 750 Min. pliiatsi läbimõõt (mm) 70 Spooni paksus (mm) 0,5-5,0 Nukkide läbimõõt välimistel (mm) 110 Nukkide läbimõõt sisemistel (mm) 65 Spindli pöörete arv (p/min) 145-220 2.2.1. Treispooni lõikamise pingi tootlikuse arvutasin järgnevalt Tvah 60 K t K m V Al = t + t4 = = 31.2 m 3
Kuivhülsse tihendab plokikaane tihend ülemist otsa. 4. Gaasijaotusmehhanismid Gaasijaotusmehhanism võimaldab õigeaegselt küttesegu pääsemise mootori silindrisse, põlemisproduktide eemaldumise silindrist. Gaasijaotusmehhanismide põhiosad 1. Nukkvõll Nukkvõlli kasutatakse laialdaselt sisepõlemismootorite gaasijaotusmehhanismides, kus nukkvõll hoolitseb sisselaske- ja väljalaskeklappide õigeaegse avamise eest. Nukkvõlli nukkide arv sõltub klappide arvust. Nukkvõlli käitatakse hammas- või hammasrihmülekande kaudu. 2. Klapid 11 Klapid avavad ja sulgevad sisse ja väljalaskekanalite avasid sõltuvalt kolvi asendist silindris ning mootori tööjärjekorrast. Mootoriklapid on valmistatud nikli sisaldusega kõrglegeeritud terasest. Klapikomplekt koosneb: 1. klapipea 2. klapipesa 3. juhtpuks 4. klapisäär 5. muutuva sammu ja keerme suunaga klapivedrud 6. klapisääretihendid
Kuivhülsse tihendab plokikaane tihend ülemist otsa. 4. Gaasijaotusmehhanismid Gaasijaotusmehhanism võimaldab õigeaegselt küttesegu pääsemise mootori silindrisse, põlemisproduktide eemaldumise silindrist. Gaasijaotusmehhanismide põhiosad 1. Nukkvõll Nukkvõlli kasutatakse laialdaselt sisepõlemismootorite gaasijaotusmehhanismides, kus nukkvõll hoolitseb sisselaske- ja väljalaskeklappide õigeaegse avamise eest. Nukkvõlli nukkide arv sõltub klappide arvust. Nukkvõlli käitatakse hammas- või hammasrihmülekande kaudu. 2. Klapid Klapid avavad ja sulgevad sisse ja väljalaskekanalite avasid sõltuvalt kolvi asendist silindris ning mootori tööjärjekorrast. Mootoriklapid on valmistatud nikli sisaldusega kõrglegeeritud terasest. Klapikomplekt koosneb: 9 1. klapipea 2. klapipesa 3. juhtpuks 4. klapisäär 5. muutuva sammu ja keerme suunaga klapivedrud 6. klapisääretihendid 7
Starteril võib olla lülitusmuhv (vabakäigusidur seda selleks, et ei lõhuks hambaid) LAEVA REVERSEERIMINE I Otse ülekandega PM siin on reverseeritav PM II Reverseerimine läbi reversreduktoriga III Reverseerimine RSS abil LAEVA SPM REVERSEERIMINE Mootori reverseerimiseks tuleb muuta kütuse silindrisse pritsimis nurka õhujagaja avanemis momenti klapide avanemis momenti Kõiki neid operatsioone teostatakse nukkvõlli nukkide abil st. Meil tuleb muuta nukkide asendit, kusjuures 4tak SPM korral on nukkvõll varustatud kahe komplekti nukkidega PM REVERSEERIMIS VIISE: ● Reverseerimine nukkvõlli nihutamisega telje suunas. Kasutatakse 4 taktilistel ja mõnedel 2 taktilistel mootorites ● Nukkvõlli pööramisega teatud nurga võrra Eristatakse ka kasutatava energia liigi järgi ● Käsitsi ● Pneumo – hüdrauliline ● Hüdrauliline ● Pneumaatiline
R deformatsioonimoodul, R- valtsi raadius. Või pneumorataste puhul: max pk K1 K 2 , milles pk-kummi siserõhk, K1-kummi jäikustegur, K2-protektri mustri tegur. Või nukkvaltside puhul: P , milles Pv- koormus valtsile, z- üldine v K max z S1 nukkide arv valtsil, S1-ühe nuki otspinna pindala, K- nuki kujutegur. Tihendusmasinate tootlikkus pinnaste tihendamisel arvutatakse järgmise üldvalemiga: m3/t, milles W- ühe läbikuga tihendatava riba laius m, v- töökiirus km/t, W v H 1000 E H- tihendatava kihi paksus m, N- läbikute arv ühel jäljel, E- töö T N efektiivsuse tegur. 29. Tranšeedeta läbindusmasinate otstarve ja kasutatavad meetodid koos selgitustega.
Kasutatakse enamasti viimistlustöödel sileda ja ühtlase pinna saamisel. Metalltrummel pöörleb ümber haarvale raamile paigaldatud teljel. Raamil on tiisel ja veoaas. Raamile kinnitub veel ka rullipuhastus kaap. Massi suurendamiseks saab rulli trumlit läbi otsaluukide täita ballastiga. Ühe roomiktraktori haakes võib olla mitu rulli. o Hammasrullid- toetuspind on 4-5% silindri pinnast, mille moodustavad nukkide tipud. 0,5 m sügavuselt sidusate ja tükiliste pinnaste tihendamiseks. Erinevalt silerullidest on nukkrullide valtsid varustatud vahtatavate nukk-bandaazidega. Asetatakse peale malekorras. Põiktalade sisekülgedele on keevitatud kaabid nukireavahede puhastamiseks
Treispooni lõikamise pinkide tehnilised andmed Näitajad 2HV-66 "Raute" Soome Noa pikkus, mm 1700 Spoonipaku pikkus, mm suurim 1650 väikseim 1350 Maksim. paku läbimõõt, mm 750 Minim. pliiatsi läbimõõt, mm 70 Spooni paksus, mm 0,5-5,0 Nukkide läbimõõt, mm välimistel 110 sisemistel 65 Spindli pöörete arv, pööret /min 145-220 kuni 300 5 2.2,1. Treispooni lõikamise pingi tootlikkus on põhiline efektiivsuse näitaja. Tootlikkust võib mõõta paku tükkides vahetuses või märja spooni kogus m 3 / vah. Treispooni lõikamise pingi tootlikkusest sõltub poolautomaatliini tootlikkus
1) nukkvõll, 2) nukkvõlli muutemehhanism, 3) tõukur (seen-, rull-, tass- ja hüdrotõukur), 4) nookur (kiik-, nook- ja liitnookur), 5) klapp, 6) vedru (ühe- ja kahekordne kruvivedru ning kahepoolne silindervedru), 7) klappide pöördeseade. Nukkvõlli käivitab ajami abil väntvõll. Ülekanne on valitud selliselt, et väntvõlli kahe pöörde jooksul teeb nukkvõll (samuti kõrgsurvepumba nukkvõll) ühe pöörde. Nukkvõllil on niipalju nukke, kuivõrd mootoril on klappe. Nukkide asend vastab mootori tööjärjekorrale. Nukkvõll valmistatakse stantsimise teel süsinikterasest või valatakse hallmalmist. Nukkvõllil on olemas: a) võlli nukid klappide ja abiseadmete käitamiseks, b) laagritapid, c) mitmesugused käitushammasrattad (õlipump, katkesti-jaotur), d) veoäärikud asendiandurite kinnitamiseks. Nukkvõll omab laagritappe, mis toetuvad plokikaanes asetsevatele pukslaagritele. Erijuhtudel toetub nukkvõll otse plokikaanesse sissetöötatud pesadele.
Sellega kaasneb paraku ka vastav momendi kadumine madalamatelt pööretelt. Nagu varem öeldud, muudab mootori töömahu kasvamine nukkvõlli 'väiksemaks', s.t. selleks, et tippvõimsus tuleks kätte samadel pööretel, tuleb kasutada suurema durationiga nukkvõlli. Rusikareegliks on umbes 5 kraadi iga 25 kuuptolli kohta. Näiteks 400 CID mootor arendaks 5000 pöörde juures tippvõimsust 220-kraadise nukkvõlliga. Teine oluline näitaja on lobe separation angle (LSA) ehk nukkvõlli nukkide kõrgeimate kohtade vahe nukkvõlli kraadides (mitte väntvõlli kraadides, nagu duration). See nurk võimaldab hinnata klapikattumust: mida väiksem ta on, seda lähemal on üksteisele sisse- ja väljalaskeklappide tõusugraafikud ja seda rohkem nad kattuvad. Eelmises lõigus nimetatud mootorile tehasest pandud nukkvõllidel jäi LSA enamasti 114-117 kraadi vahele, mis tähendab üsna väikest klapikattumust. Arvestades mootori madalat forsseeritust, võib seda normaalseks lugeda.
Koostevõllidel valmistatakse võll ja nukid üksteistest eraldi ja ühendatakse võllile kiilu või nuut ühendusega, ning teliesuunaline liikumine fikseeritakse fiksaatortifdiga, mõnikord kasutatakse ka fiksaatorrõngaid. Nukkseibid valmistatakse pehmest, mitte karastuvast terasest 18, 20, 12H3A. Kulumise vältimiseks nukid tsementeeritakse 2mm sügavuselt. Võidakse kasutada ka pindkarastust kõrgpinge vooluga, selljuhul nukkide valmistamise materjalid on: teras 35, 40, 45. Nukid oma profiililt võivad olla kas: positiivse profiiliga negatiivse profiiliga. (kasutatakse õhujagaja käivitamiseks) KKP nukkvõlli nukk kinitatakse võllile selliselt, et teda oleks võimalik võlli peal pöörata st, et oleks võimalik kütuse andmis nurka regulleerida. Võllikael nuki kohalt on varustatud tiheda hammastikuga (180 hammast) ja KKP nukk seestpoolt on samuti varustatud hammastikuga (180
Osa lülisid on varustatud hammastega. Hamba kuju ja saeketi ehituse järgi võib neid liigitada kas harilikeks puidu ristikiudu saagimise kettideks või universaalkettideks. Kaasajal enimkasutatavad on universaalketid. Nad võimaldavad saagida puitu kiudude suhtes ükskõik mis nurga all. Universaalketi teise iseärasusena on nende höövelhammastel lõikesügavust piiravad nukid. Need reguleerivad laastu paksust. Olenevalt puuliigist ja puidu kõvadusest saab saeketi teritamisel nukkide kõrgust muuta, nii muutub ka lõikesügavus. Saeplaadid valmistatakse legeerterasest ühes tükis või kontaktkeevitusmoodusel kolmekihilistena. Terviklikul saeplaadil freesitakse saeplaadi servadesse keti juhtsoon, kolmelihilistel plaatidel on keskmise saeplaadi osa soone sügavuse võrra kitsam. Plaadis on avad juhtsoone ja keti õlitamiseks, samuti avad keti pingutamiseks ja plaadi kinnituspoltide kinnitamiseks. Plaadi välimises osas on veetav tähtratas.
See vähendab omakorda kütusekulu. Enamikul kodumaistel auto- ja traktorimootoritel on rippklappidega gaasijaotusmehhanismid. Külgklapid on vähestel mootoritel, näiteks gaz-52. Silindri paremaks õhu või kütteseguga täitmiseks ja heitgaaside täielikumaks kõrvaldamiseks on vajalik klappide mõningane eelavanemine ja hilissulgumine. See tähendab, et klapid avatakse enne ja suletakse pärast seda, kui kolb asub surnud seisus. Klappide avanemis- ja sulgumishetked olenevad nukvõlli nukkide profiilist, nukvõlli ja väntvõlli vastastikusest asendist ning klappide ja tõukurite või klappide ja nookurite vahekaugusest. Väntvõlli pöördenurki klappide avamise alghetkest sulgemiseni, väljendatuna kraadides, nim gaasijaotusdiagrammiks. Gaasijaotusfaasid sõltuvad peamiselt sellest, kui kiire on mootor. Mida suurem on väntvõlli nimipöörlemis sagedus, seda suuremad on gaasijaotusfaaside nurgad. Kõigil mootoritel on periood, mille vältel nii sisse- kui väljalaskeklapp on
rippklappidega, 2) püstklappidega, 3) ülelaadimiseta, 4) ülelaadimisega. GJM-i klapiajameid võib liigitada alljärgnevalt: OV, SV, OHV, OHC, SOHC, DOHC ja TOHC. 26. Nukkvõlli tehniline iseloomustus ja valmistamise materjalid Nukkvõlli käivitab ajami abil väntvõll. Ülekanne on valitud selliselt, et väntvõlli kahe pöörde jooksul teeb nukkvõll (samuti kõrgsurvepumba nukkvõll) ühe pöörde. Nukkvõllil on niipalju nukke, kuivõrd mootoril on klappe. Nukkide asend vastab mootori tööjärjekorrale. Nukkvõll valmistatakse stantsimise teel süsinikterasest või valatakse hallmalmist. Nukkvõllil on olemas: a) võlli nukid klappide ja abiseadmete käitamiseks, b) laagritapid, c) mitmesugused käitushammasrattad (õlipump, katkesti-jaotur); d) veoäärikud asendiandurite kinnitamiseks. Nukkvõll omab laagritappe, mis toetuvad plokikaanes asetsevatele pukslaagritele. Erijuhtudel toetub nukkvõll otse plokikaanesse sissetöötatud pesadele.
Joonisel 15 on toodud kahesilindrilise mootori gaasijao- suund. Vedru üks ots toetub silindripeale, teine klapisääre tusmehhanismi põhimõtteskeem, Väntvõlli 5 otsale kinni- külge lukustuskoonuse 4 abil kinnitatud tugitaldrikule 3. tatud väike hammasratas paneb pöörlema suure hammas - Nukkvõll 14 on koos nukkidega 15 tehtud süsinikte- ratta, mille võllil 4 (nukkvõllil) on iga klapi jaoks käi- rasest. Kulumise vähendamiseks nukkide pinnad ja võlli tusnukk. Võlli pöörlemisel lükkavad nukid vastavalt tugikaelad tsementeeritakse. Laagritena käsutatakse silindrites toimuvatele taktidele (sisselaske-, surve- jne.) pronkspukse ja kuullaagreid. Kui nukkvõllilt käitatakse ka lühikesi silindrilise juhtpinnaga tõ u k u r e i d 3. Need võta- õlipumpa («Uraal» M-66 jt.), siis on tal peale nukkide veel vad vastu nukkide külgsurve ja annavad otsejõu edasi hammasratas 16.
vajalikkusest jne Siledate valtsrullidega (Joonis 2) saab pinnast tihendada 10...15 (25) cm sügavuselt. Sobib kasutada nii sidus kui ka liivapinnastes. On lihtsad ekspluateerida. Nende efektiivsus on väiksem kui teist tüüpi rullidel, sest tihendamissügavus on väike ja tihendada tuleb vähemalt 6...8 korda. Seetõttu kasutatakse neid enamasti viimistlustöödel sileda ja ühtlase pinna saamisel. Hammasrullid. Summaarne toetuspind on kuni 4..5% silindri pinnast mille moodustavad nukkide tipud. Kasutatakse nii sidusate ja tükiliste pinnaste tihendamiseks kuni 0,5 m sügavuselt. Häid tulemusi kruusaste, saviste, tükiliste ja külmunud pinnaste puhul annavad võrerullid, millega tihendatakse põhiliselt muldeid sügisel ja talvel. Võrerullide valtsid on koostatud varbadest keevitatud võredest avamõõtmetega 15 või 20 cm. Võrerull vajub pinnasesse ning litsub külmunud pinnasetükid laiaks ja peenestab 34) Millise tihendusseadme valite suure diameetriga