Võru KutsehariduskeskusTööstustehnoloogia osakond Metallide termiline töötlemineReferaatVõru khk 2013Sisukord
Termotöötlemine 3
Termotöötlemise teooria 4
Termotöötlemise liigitus 5
Lõõmutus 7
Karastamine 9
Karastustemperatuur 10
Jahutuskeskkond 11
Karastusviisid 11
Noolutamine 12
Tsementeerimine 13
Nitreerimine 13
Tsüaneerimine 13
Malmi termiline töötlemine 14
Kasutatud kirjandus 15
Termotöötlemine
Termiline töötlemine on metalli sulamite vastavale faasi
temperatuurile
kuumutamise , sellel temperatuuril hoidmise ja
ettenähtud kiirusega jahutamise
operatsioonide tehnoloogiline
protsess, mille eesmärk on materjali struktuuri muutmine vajalike
mehaaniliste omaduste saamiseks (joon. 4.1)
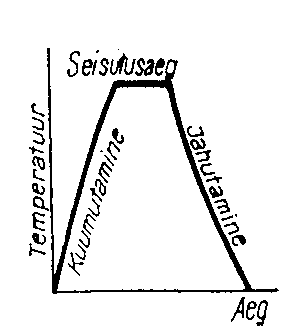
Joonis
4.1. Termotöötlemise reziimide skeem
Faasi- ja struktuurimuutused sulamis toimuvad kindlatel kriitilistel
temperatuuridel . Toorikuid töödeldakse termiliselt eesmärgiga
ühtlustada nende materjali struktuuri ja vähendada kõvadust,
sisepingeid , et oleks paremad töötlemise tingimused st. välditud
toote kõmmeldumine – kõveraks tõmbumine ja materjali pragude
tekkimine.
Detaile aga töödeldakse selleks, et anda
neile vajalik pinnakõvadus, kulumiskindlus, tugevus ja tagades
elastsus . Termika on tähtsamaid tehnoloogilisi protsesse metalli
sulamite töötlemisel.
Termotöötlemise teooria
Termotöötlemise protsesside peategurid on metalli kuumutamise või
jahutuse kiirus, mis graafiliselt kujutatakse kõveraga temperatuur-
aeg ja nimetatakse
termilise kõveraga. Sõltuvalt lahendatavast
ülesandest võivad kõverad olla väga erinevad. Kõveral on kolm
osa:
kuumutamine , seisutus ja jahutus. Kuumutamine võib olla pidev
ja sõltub peamiselt kuumutusseadme võimsusest ja metalli massist.
Seisutuse kestus pideval temperatuuril sõltub mitmetest teguritest,
neist peamised on kuumutava metalli mass, soojusjuhitavus metallis
tekivate faasimuutuste iseloom ja teised. Olulist mõju avaldab ka
kuumutamise temperatuur: kõrgetel temperatuuridel kõik TT
protsessid aktiviseeruvad, mis vähendab kuumutamise kestust.
Erinevalt
kuumutamisest jahutuse käigus temperatuur algul langeb
kiiresti, siis aga jahutus aeglustub. Reeglina seisustamise
temperatuur saab määrata suhteliselt täpselt, lähtudes metalli
keemilisest koostisest, kasutades faasidiagrammi või käsiraamatuid.
Kuumutuse kestuse määramine aga on suurel määral
empiiriline ülesanne. Tavaliselt seda tehakse erinevate kvalitatiivsete tegurite
abil, mille mõju on teoreetiliselt raske ennustada: metalli mass,
kuju, ahju konstruktsioon, kuumutuskeskkond jne. , selle küsimuse
arutlemine on toodud konspekti teises osas. Peale kuumutamist
kasutatakse ka metalli töötlemine külmaga (mitte segada seda
külmsurvetöötlusega), selleks kasutatakse erinevad
jahutus-
keskkonnad : vedelgaasid või krioheenseadmed. Paljudel
juhtudel töötlemine külmaga stabiliseerib metalli struktuur ja
omadused, seda küsimust samuti arutatakse konspekti teises osas.
Termotöötlemise liigitus
1. Faasi
(struktuuri) muutuse kohaselt
a) lõõmutus
b)
ehtne (I
liigi)
karastus c) polimorfse muutusega (II liigi) karastus
d)
noolutus
e)
vanandamine 2. Detaili
töödeldavate kohtade kohaselt
a) maht
(ruumiline) töötlemine
b) pinna töötlemine
c) kohalik
töötlemine
d) järjestikune töötlemine
3. Detaili
valmistamise
tehnoloogia kohaselt
a) eeltöötlemine
b)
vahetöötlemine
c) lõpptöötlemine
Terase
termotöötlus
Terase
termotöötlus seisneb materjali kuumutamises üle tema kriitiliste
temperatuuride (faasipiiride), sellel temperatuuril hoidmises ning
olenevalt järgnevas jahutamise kiirusest, mil faasimuutused kas
toimuvad täielikult, osaliselt või üldse ei leia aset. Selle
põhjal eristatakse kahte peamist terase termotöötluse protsessi:
•
lõõmutamine (kuumutamine
GSK jooneni 700 ~
8000 C , hoidmine ja aeglasel
jahutamisel – faasimuutused toimuvad täielikult, struktuur
ühtlustub ja sisepinged
materjalis vähenevad minimaalseteks).
•
karastamine (kuumutamine
FSE jooneni 750 ~9000 C, hoidmine ja kiire jahutamisega –
faasimuutused ei leia aset või toimuvad osaliselt, tekivad
peeneteraline struktuur ja sisepinged ).
Lõõmutamine
Karastamine
Plastsus suureneb
Sisepinged vähenevad Survetöödeldavus paranebStruktuur peenenebLõiketöödeldavus
paraneb Kõvadus tõuseb
Tugevus suurenebKulumiskindlus suureneb
Sitkus väheneb
Tekivad sisepinged
Lõõmutus
Lõõmutus on
niisugune termotöötlemise viis, kus terast kuumutatakse üle
faasimuutuse temperatuuri järgneva
aeglase jahutamisega, tavaliselt
koos ahjuga. Aeglane
jahutamine peab kindlustama austeniidi
lagunemise perliidiks. Lõõmutamine on tavaliselt esmane
termotöötlusviis, mille eesmärgiks on kas kõrvaldada kuumtöötluse
eelmiste operatsioonide (valamise, sepistamise jne.) defekte või
valmistada struktuuri ette järgnevateks operatsioonideks (näiteks
lõiketöötlemiseks või karastamiseks). Üsna sageli on aga
lõõmutamine lõplikuks termotöötlemise viisiks ja seda siis, kui
lõõmutatud terase mehaanilised omadused rahuldavad, s.t. pole vaja
edaspidist parendamist (karastamist ja
noolutamist ).
Lõõmutuse peamine eesmärk on vajalike omaduste tagamine terase
ümberkristalliseerimise ja sisepingete kaotamise tagajärjel.
Selleks kasutatakse difusiooon-, täis-, pool- ja madallõõmutust.
Difusioonlõõmutust e. homogeniseerimist kasutatakse
eelkõige legeerterastest valuplokkide ja
valandite keemilise
koostise ühtlustamiseks.. Teraseid lõõmutatakse temperatuuril kuni
1100 °C, seisutusaeg 10...20 tundi. Kuumutus ja pikaajaline seisutus
põhjustavad struktuuri
tera tunduvat kasvamist. Seetõttu on nõutav
täiendav termotöötluse
operatsioon struktuuri parandamiseks (täis-
või pool-lõõmutus).
Täislõõmutuse e.
täieliku lõõmutuse eesmärgiks
on eelkõige terase struktuuri teralisuse peenendamine ja sisepingete
kaotamine. Täislõõmutusel kuumutatakse terast üle
faasipiiri temperatuurile vahemikus 750…9000C olenevalt süsiniku sisaldusest
piirides 0,2…0,8%. Terase ferriitperliitstruktuur muutub
kuumutamisel austeniidiks ning jahutamisel tekib
ümber-kristalliseerumisel austeniidist uuesti ferriit ja
perliit .
Sellise termotöötluse abil saadakse valamisel ja sepistamisel
tekkinud jämedateralisest struktuurist peeneteraline.
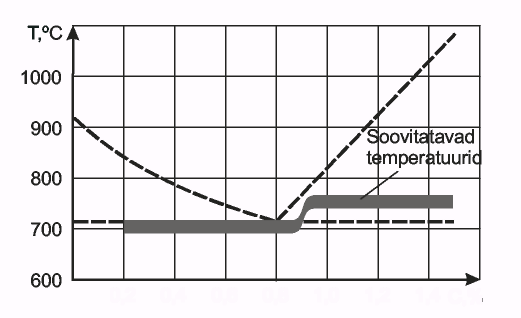
1.23.
Pehmelõõmutustemperatuuri valik
Karastamine
Karastamiseks
nimetatakse termotöötluse viisi, mille tulemusel saadakse suure
kõvadusega (kuni 65HRC) ebastabiilne martensiitstruktuur.Terase
tavakarastamine eeldab järgmisi
etappe :
- terase kuumutamine üle faasipiiride Ac1 (poolkarastus) või Ac3 (täiskarastus), et tagada lähtestruktuuris vajaliku austeniidi teke
- seisutamine sellel temperatuuril, et kogu detaili ulatuses oleks antud temperatuurile vastav homogeenne struktuur
- jahutamine kiirusega, mis on karastatava terase kriitilisest jahtumiskiirusest suurem, et vältida austeniidi lagunemist (ferriidi ja tsementiidi) teket
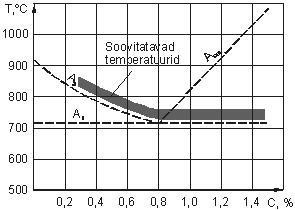
Süsinikteraste
karastustemperatuuri valikul on aluseks Fe-Fe3C
faasi
diagrammi teraste osa (vt. joonis 3).
Joonis
12. Teraste karastustemperatuur (allikas: Hendre, E. jt.
Materjalitehnika )
Selle järgi valitakse väikese
süsiniku sisaldusega (0,3...0,8% C) teraste karastustemperatuur
30...50 °C üle faasipiiri Ac3
ehk tehakse täiskarastus,
suurema süsinikusisaldusega (> 0,8%)
terastel 30...50 oC
üle Ac1
ehk tehakse poolkarastus.
Karastades viimaseid üle faasipiiri Acm
(s.o. täiskarastus), võib kõvadus hoopis väheneda ja on
jämedateralise struktuuri tekke oht. See teeb karastatud terase
hapraks.
Terased süsinikusisaldusega .
See võib olla
täielik või
pindmine . Läbikarastuvus sõltub:
- jahutuskeskkonnast
- detaili mõõtmetest
- terase keemilisest koostisest (legeeritud terased karastuvad paremini)
Levinuim
jahutuskeskkond on vesi.
Kraanivesi jahutab soolade tõttu paremini
kui
vihmavesi . Jahutuskeskkonnana kasutatakse veel õli.
Pindkarastamist
kasutatakse selleks, et tõsta detaili pinnakihi kõvadust, mis annab
suure kulumiskindluse; samal ajal säilib
sitke südamik, mis tagab
detaili vastupanu dünaamilisele koormusele..
Karastustemperatuur
Süsinikteraste karastustus temperatuuri valikul on aluseks Fe ja
Fe3C faasi-diagrammi teraste osa (sele 1.30). Selle järgi võetakse
alaeutektoidteraste (0,2...0,8% C) karas-tustemperatuur 30...50 °C
üle faasipiiri A^ (s.o. täiskarastus), üleeutektoidterastel (C >
0,8%) 30...50 °C üle Ac1 (s.o. poolkarastus).
Alaeutektoidteraste karastustemperatuuri vali¬kul on lähtutud
asjaolust, et karastamisel teisiti -üle faasipiiri Ac1 (s.o.
poolkarastus) säilib struktuuris kõrvuti martensiidiga ka ferriit,
mis vähendab terase kõvadust pärast karastust.
Üleeutektoidterastel on seevastu optimaalne karastustemperatuur
faasipiiride Ad ja Acm vahel (s.o. poolkarastus), mistõttu säilib
struktuuris mar-tensiidi kõrval
sekundaarne tsementiit, mis
suuren ¬dab terase kõvadust; teisiti karastades - üle faasi¬piiri
Acm (s.o. täiskarastus), on oht jämedateralise struktuuri tekke
oht; see teeb karastatud terase hapraks.
Jahutuskeskkond
Levinum jahutuskeskkond on vesi. Vee jahutusvõimele avaldavad mõju
selles leiduvad lisandid. Nii näiteks destilleeritud vesi või
vihmavesi, mis ei sisalda sooli, jahutavad kaks kor¬da aeglasemalt
kui kraanivesi. Vees lahustunud gaasid halvendavad vee jahutusvõimet,
seetõttu keedetud vesi (või korduvalt kasutatud vesi) võrreldes
toorega jahutab intensiivsemalt.
Õli jahutusvõime võrreldes veega on 3...4 korda väiksem. Õli kui
karastuskeskkonna
eeliseks on tema mittetundlikkus temperatuurile -
õli jahutab ühesuguse intensiivsusega nii temperatuuril 20 °C kui
ka 150...200 °C. Õli puuduseks on tema tule-ohtlikkus
(süttimistemperatuur sõltuvalt õli margist on 150...320 °C
piires) ja karastusvõime kadumine aja jooksul (õli pakseneb). Peale
selle õli põleb ja detaili pinnale moodustub oksiidikile.
Karastusviisid
Olenevalt terase koostisest, detaili mõõtmetest ja
kujust ning
termotöödeldud detaililt nõutavaist omadustest tuleb valida
opti¬maalne karastusviis, mis on kõige lihtsamini läbi¬viidav
kuid kindlustab ühtlasi ka vajalikud oma¬dused.
Tavakarastus e.
ühes keskkonnas (vannis) karastus (vees või õlis) on lihtsamaid
karastusviise. Vajaliku temperatuurini
kuumutatud detail
jahuta -takse
karastusvedelikus kuni täieliku mahajahtu-miseni. Seda viisi
käsutatakse süsinik- ja legeer-terastest lihtsate detailide
karastamisel.
Pindkarastamist käsutatakse
selleks, et anda detaili pinnakihile suur kõvadus, mis annab suure
kulumiskindluse; samal ajal säilib sitke südamik, mis ühtlasi
tagab detaili vastupanu dünaamilisele koor¬musele. Sel eesmärgil
käsutatakse ka termo-keemilist töötlust (tsementiitimist,
nitriitimist jt.), kuid viimasega võrreldes on pindkarastus märksa
kiirem.
Pinnakihi
kuumutamine võib toimuda
a)
atsetüleenihapnikuleegiga,
b)
induktsioon - e.
kõrgsagedusvooluga,
c) elektrolüüdis,
d)
sulametallis või -soolas,
e)
laser - või
elektronkiirega.
Noolutamine
Terase karastamisel
saavutatakse suur kõvadus, mis on ka karastuse
põhieesmärk. Jahtumisel
tekkivad termopinged ja martensiidi suur
kõvadus tingivad karastatud terase vähese vastupanu löökkoormustele
ja deformatsioonidele. Neid omadusi aga on võimalik parandada
karastatud terase järgneva töötlemisega ehk noolutamisega.
Eesmärk: 1)
ühtlase struktuuri saamine,
2) sisepingete
kaotamine (vähendamine),
3) sitkuse,
plastsuse
suurendamine ,
4) kõvaduse
ühtlustamine ja
5) hapruse
vähendamine
Noolutustemperatuuri
mõju karastatud terase mehaanilistele omadustele rakendatakse:
- madal
noolutamist 150o - 250oC
- kesk
noolutamist 300o - 500oC
- kõrge
noolutamist 500o - 600oC
Tsementeerimine
See on metalli pinnakihi rikastamist süsinikuga. Selleks
paigutatakse detailid teraskasti tsementeerimispulbrisse.
Tsementeerimispulber koosneb söest ja kondijahust millesse on
lisatud Na ja Ba karbonaati. Kast suletakse
hermeetiliselt . Need
pinnad, mis ei vaja tsementeerimist kaetakse savi või aspestiga.
Kast asetatakse ahju mille temperatuur on 870…930ŗC.Hoitakse
sellisel temperatuuril 6…8 tundi. Selle aja jooksul tungib süsinik
1,8…2 mm sügavusele pinnakihti ning süsiniku sisaldus
pinnakihis tõuseb 0,8… 1,2%- ni . Tsementeeritud detailid kuuluvad
karastamisele ja noolutusele. Tsementeeritud detailid on hästi
kulumiskindlad.
Nitreerimine
Nitreerimist nim pindkihi rikastamist lämmastikuga. Nitreeritavad
detailid asetatakse ahju mille temperatuur on 500…600ŗC, ahju
juhitakse ammoniaaki mis laguneb seal vesinikuks ja lämmastikuks.
Lämmastik difundeerub pinnakihti kiirusega 0,1 mm 10 tunni jooksul.
Vesinik tuleb ahjust kõrvaldada. Nitreerimise põhipuuduseks on see,
et hoideaeg ahjus on väga pikk. Nitreeritud detailid ei vaja
termotöötlust säilitavad oma mõõtmed ja on puhtad. Võrreldes
tsementeeritud detailidega on nitreeritud detailid kulumis- ja
korrosioonikindlamad. Nitreeritud detailidel suureneb väsimustugevus.
Tsüaneerimine
Tsüaneerimine on materjali pinnakihi rikastamine nii süsiniku kui
ka lämmastikuga. Selleks kasutatakse naatriumi ja
kaaliumi tsüaanisoolasi. Tsüaanisoolad on väga mürgised sellepärast peab
protsess toimuma hästi ventileeritud ruumides. Tsüaneeritakse
madalal 500…600ŗC või kõrgel temperatuuril 830… 850ŗC.
Madalal temperatuuril tsüaneerimisel
rikastub pinnakiht peamiselt
lämmastikuga kõrgel aga süsinikuga. Tsüaneeritud detailid vajavad
karastamist ja madalat noolutamist. Võrreldes tsementeeritud pinnaga
on tsüaneeritud pind on kulumiskindlam ja talub paremini tsüklilist
koormust. Tsüaneerimise aeg on 1,5…6 tundi.
Malmi termiline töötlemine
Malmi töötlemise eesmärgiks võib olla sisepingete kaotamine,
süsiniku väljapõletamine, omaduste
stabiliseerimine ja
parendamine . Valatud detailide jahtumisel tekkivad neisse sisepinged.
Valupingeid saab kaotada vanandamise või lõõmutamisega.
Vanandamine võib kesta 3…24 kuud. Lõõmutatakse 500ŗC 3…4
tundi. Malmi kulumiskindlust saab suurendada karastamisega. Detailid
kuumutatakse 800…880ŗC ja jahutataks õlis. Seejärel noolutatakse
300…400ŗC. Detailidel peale sellist töötlust säilib kõvaduse
kuid kaovad sisepinged.
Kasutatud kirjandus
http://www.e-ope.ee/_download/euni_repository/file/2164/Metallid.zip/normaliseerimine.html http://lemill.net/content/webpages/materjaliopetus/view http://opiobjektid.tptlive.ee/Materjaliopetus/noolutamine.html http://opiobjektid.tptlive.ee/Materjaliopetus/termottlemine.html http://www.e-ope.ee/_download/euni_repository/file/2164/Metallid.zip/lmutamine.html































Kõik kommentaarid