TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutööd metallide tehnoloogias 2009/2010 õ.-a. Töö nimetus: Lõiketöötlemine Töö nr. 3 Üliõpilane: Rühm: Isiklik kood: Juhendaja: Töö tehtud: Esitatud: Arvestatud: Andres Laansoo Ül 1 Kuna etteantud toorik on liivvormvaland, siis on tema pind suhteliselt krobeline, ebatasane. Tooriku tegemisel peab arvestama, et toorik oleks maha lõigatava metalli võrra suurem. Nõutav pinna karedus saadakse otstreimise ja puhastöötlemise käigus. Etteantud täpsusaste on suhteliselt madal. Antud detail on sümeeriline, koosnedes peamiselt silind
Antud detaili pinnad on vaja töödelda laastu eemaldamisega kui ka puurimist kasutades. Tolerants, sõltuvalt antud detaili nimimõõtmetest ja soovitud täpsusest, on ligikaudu 0,4 mm. Pinnakaredus kõigub vahemikus 1,6-25m sõltuvalt pinnast (vt. joonist). Pikitreimisel kooriva ja puhastöötlemise korral on soovitatav. pinnakaredus 1,6m ja otsatreimisel 3,2m, mis vastab meie soovitud nõuetele, seega on antud detail ilusti töödeldav universaaltripingis. Peale töötlemist treipingis oleks lisaks vaja veel augud sisse puurida. Soovitatav pinnakaredus puurimisel on 12,5m, mis samuti jääb soovitud piiridesse. Selleks kasutame vertikaalpuurpinki. Kõigepealt kinnitatakse toorik treipinki silindrilisest osast (pikem) kolmepakilisse padrunisse. Kuna toorik on küllaltki suure läbimõõduga (sõltub ka treipingist), siis on padruni pakid ümber pööratud.
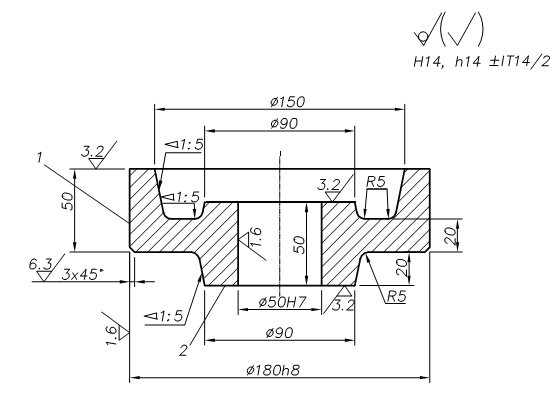
Tallinna Tehnikaülikool Materjalitehnika instituut Kodutöö nr.3 Lõiketöötlus Nimi: Tallinn 2009 Töödeldav detail (joonis1.) millel peab töötlema pinnad 1 ning 2 on hallmalmist valatud detail. Töödeltavate pindade lubatud tolerants on toodud rahvusvahelise tolerantsijärguga H12, h12+- IT12/2. Määratud pinnakaredus detaili pindadele 1 ja 2 on 6,3m
Kõige laialdasemalt kasutatavaks metallide masintöötlemise viisiks on treimine. Sel teel valmistatakse ligikaudu 60% kõigist masinehituses kasutatavatest detailidest. Metallitreipink (joon. 1) on tunduvalt keerukama ehitusega kui puidutreipink. Treipingi põhiosad on säng, kiiruskast, ettenihkekast, trensel, suport ja tagumine tsenterpukk. Joon. 1 Säng on massiivne malmist valatud raam, mis ühendab ülejäänud osi. Sängi olulised elemendid on juhtpind. Neid mööda liigutatakse suportit ja tagumist tsenterpukki. Et nende liikumine oleks sujuv, tuleb juhtpindu kaitsta kriimustuste ja vigastuste eest ning neid perioodilisely õlitada. Kiiruskast sarnaneb ehituselt auto- või mootorratta käigukastiga. Seda läbib õõnes spindel ehk töövõll, millele hammasrataste abil antakse erinevaid pöörlemiskiirusi. Soovitud hammasülekande sisselülitamine toimub kiiruskasti esiküljel asuvate kangide abil. Igale pöörlemiskiirusele vastav kangide asend leitak
Lõiketõõtluse KT. NR. 2 1. Instrumendi kulumine Kulumine mehaanilisel kulumisel o Peamine nähtus lõikeprotsessis, põhjustab lõikevõime vähendamist. o Kantakse lõikeriista tööpindadelt ära materjali osakesi. o Suurenevad lõikejõud, temperatuur o Halvenevad pinnasiledus ning teriku vastupanu lõikejõududele. Instrumendi eluiga o Instrumendi eluiga on funktsioon lõikekiirusest Vc ja ettenihkest fn. o Mida suuremad lõiketöötlus režiimid seda väiksem on instrumendi eluiga o Instrumendi elueaks loetakse maksimaalsetel lubatud režiimidel 15 min tööaega. Kulumise liigid o Abrasiivne kulumine – Tekib kahe pinna omavahelisel hõõrdumisel, kõvad osakesed (karbiidid) kriimustavad pinda ning kannavad osakesi minema. o Difusioonkulumine – Keemiline protsess kõrgel temperatuuril ja rõhul, mille käigus toimub ainete iseeneslik segunemine. Selli
Puidu Käsitsiöötlemise tehnoloogia . Teemad. Tisleri kutsekirjeldus Materjalide valik ja ettevalmistamine tööks Töökoha ettevalmistamine Toote joonise ja deatilide spetsifikatsiooni koostamine v Puidu käsitsitöötlemise võtted ja käsitööinstrumendid Puidu raiumine Saagimine Hööveldamine Peiteldamine Puurimine Puidu pinna silumine Lihvimine Tisleri kutsekirjeldus . Puidu töötlemisega seotud ametinimetused Läbi aegade on puutööga seotud töömeeste kohta kasutatud erinevaid ametinimetusi : Puusepp (lihtsamad puutööd ehitusel, tarbeesemete valmistaja) Laudsepp Tisler (nõudlikumad tööd, näit. Mööbli valmistamine) Kaasajal kasutatakse ettevõtetes puidu töötlemisega seotud tööliste kohta järgmisi ametinimetusi : Tisler – valmistab käsiinstrumente ja seadmeid kasutades detaile ja
Tartu Kutsehariduskeskus Ehitus- ja puiduosakond MTK16 Andre Maisväli Treimine ja lihvimine Iseseisev töö Juhendaja Aivar Krull Tartu 2017 Sisukord Table of Contents Mis on treimine?..................................................................................................... 3 Ajaloost................................................................................................................... 4 Treipingi osad......................................................................................................... 5 Puidu treipeitlid ja nende jagunemine.................................................................... 6 Tegurid, mis mõjutavad treimist............................................................................. 9 Puidu vastupanu kiudude läbilõikamisele............................................................. 10 Laastusurve lõikuri esitahule........................................
Reijo Sild HÜDROSILINDRI TEHNOLOOGILISE PROTSESSI VÄLJATÖÖTAMINE JA TOOTMISJAOSKONNA PROJEKTEERIMINE LÕPUTÖÖ Mehaanikateaduskond Masinaehituse eriala Tallinn 2014 SISUKORD SISSEJUHATUS ..................................................................................................................................3 1. TÖÖ ANALÜÜS..............................................................................................................................5 2. SILINDRI KONSTRUKTSIOON ...................................................................................................7 2.1 Tugevusarvutused.......................................................................................................................8 3. VALMISTAMISE TEHNOLOOGIA ............................................................................................12 3.1 Tootmismaht.......................................





















Kõik kommentaarid