suudmikust väljuva gaasijoaga. Kaitsegaasina kasutatakse Argooni, harvem ka Heeliumit, mis kaitseb elektroodi ja keevsvanni ümbritseva õhu eest, ning ühtlasi ka jahutab see keevituspõletit. Õhemate materjalide korral ei lisata lisamaterjali, paksemate materjalide korral kasutatakse lisamaterjali vardaid. TIG tehnoloogias kasutatakse algse vooluna vahelduv voolu (AC), mille toiteallikaks on inverter. 4. Keevitus parameetrite ja lisamaterjalide valik Keevitus parameetrid TIG keevitusel Paksus mm 3 4 5-6 W elektroodi d mm 2,4 3,2 3,2 Gaasisuudmiku nr 11 14 14 Keevitusvool A 120-140 150-180 200 Keevituskiirus m/min 0,20 0,2 0,17 Gaasi kulu l/min 8 8-10 9-10
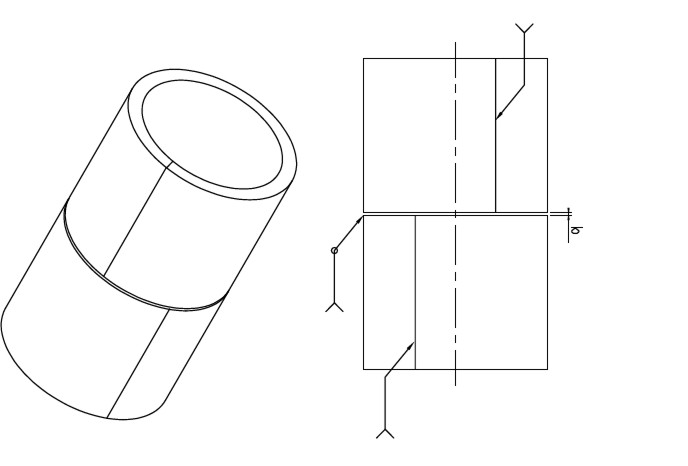
.............................................................................18 Defektide tekkimine keevitusaparaadist.....................................................................................24 Kasutatud materjal......................................................................................................................29 Sissejuhatus TIG keevitusega saab keevitada ka segamaterjale, nende hulgas malmi ja kasutatakse seda viisi torustike keevitamiseks. Põhiliselt TIG keevitus kuulub roostevabade ja happelise koostisega terasest torude keevitamiseks. TIG keevitusega on võimalik keevitada alates 0,1 mm alates ülespoole. Põhiline materjali paksus keevitamisel on 0,5...6 mm. Keevitada saab kõigis ruumilistes asendites. 2 TIG keevitus sulamatu elektroodiga kaitsegaasi keskkonnas. TIG KEEVITUSAPARAADI EHITUS. 1. Seina kontakt. 2. Keevitusseade. 3
Käsikaarkeevitus MMA 7 Käsikaarkeevituse tehnika 9 Keevitusvoolu ja elektroodi läbimõõdu valik 9 Kaare süütamine 10 Elektroodi asend ja liikumine 10 Käsikaarkeevituse seadmed 12 Kaitsegaasis keevitamine 13 Keevitamine sulamatu elektroodiga e. TIG keevitus 13 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 14 MIG/MAG keevituse tehnika 16 MIG/MAG keevituse seadmed 18 Elektroodid 19 Varraselektroodid 19 Keevitustraat 21 Abivahendid 21 Vead keevitamisel 22
4 keevitatavuse taset: hea - keevisõmblusel on ligilähedaselt samad mehaanilised omadused kui keevitataval metallilgi; rahuldav - kui piisavalt hea keevisõmbluse saamiseks tuleb valida kindel keevitusreziim; piiratud - tuleb kasutada erinevaid tehnoloogilisi võtteid või isegi muuta keevitusviisi; halb - piisavat keevitatavust ei ole võimalik saavutada. Teraste keevitatavus 1. Erinevate metallide keevitus. Harilike konstruktsiooniteraste C-sisaldus (C kuni 0,25%) ei halvenda nende keevitatavust. Suurema süsinikusisalduse korral aga halveneb keevitatavus tugevalt, sest soojusmõju piirkonnas võivad tekkida praod. Süsiniku suur hulk muudab keevisõmbluse poorseks. Süsinikuvaesed terased (C kuni 0,25-% ) on hästi keevitatavad. Keevisliited on hästi lõiketöödeldavad. Kasutatakse maksimaalset lubatud keevitusreziimi. Süsinikterased on keskmise (0,3...0,5%) ja suure (0,5..
üheaegselt mõlema mooduse abil. Protsess: konkreetne keevitusviis. Eristatakse kasutatavate energia liikide (kaarlahendus, gaasleek, kontaktkuumutus, plasma, survejõud jm) järgi. Keevitusprotsessi liigitatakse ka keevismetalli kasutamise viisi järgi: ISO 4063; EN 24063, kus on 63 protsessi koos tunnusnumbritega. Keevitusmeetodid: liigituse aluseks on tehnoloogilised tunnused. Keevitamine jaotatakse: 1)Sulakeevitus: gaaskeevitus; kaarkeevitus (elektrood keevitus, räbustis kaarkeevitus); kaitsegaasis kaarkeevitus (MAG, MIG, TIG, plasma keevitus); elektronkeevitus; laserkeevitus; termiitkeevitus. 2) Survekeevitus: kontaktkeevitus (punkt-, joon-, reljeef-, põkk-, sulapõkk-keevitus); külmsurvekeevitus; hõõrdkeevitus; sepakeevitus; plahvatuskeevitus; ultrakeevitus; difusioonkeevitus; induktsioonkeevitus; vastakkaarkeevitus. Keevitustehnoloogia käsitleb keevitusprotsessi, kui toodete valmistamist detailidest ja pooltoodetest.
sobib erinevatele keevituskohtadele ja tingimustele ja millega saadakse samuti kõrge keevisõmbluste kvaliteet. Käsikaarkeevitusel on veel lisaks valida suure arvu erinevate elektrooditüüpide vahel. Näiteks happekindlate teraste keevitamiseks on 6 erinevat elektroodiklassi: Üldotstarbeine eletrood OK 63.30 Kõigis asendites kasutatav elektrood OK 63.20 Torukeevituselektrood OK 63.10 Ülevalt-alla püstkeevituselektrood OK 63.34 Allaasendi keevitus OK 63.40 Kõrgtootlik elektrood OK 63.41 Keevitades sarnaste omadustega metalle valitakse lisametall mille koostis on lähedane põhimaterjalile. Erinevate põhimaterjalide keevitamisel lähtutakse lisametalli valikul mehaanilistest omadustest, kokkusobivusest ja vabast lõhenemisest. Keevitustraatide keemilised koostised valitakse põhimaterjali lähedastena. Iseärasuseks on kõrgem ränisisaldus (Si 0,8-1,0%), mis parandab kaare stabiilsust, keevismetalli voolavust ja
Olustvere Teenindus- ja Maamajanduskool PM1A Magnus Torop Keevitamine Referaat Elektrikeevitamine kaitsegaaside keskkonnas Olustvere 2016 Sisukord: 1. Üldiselt keevitamisest 2.Elektroodkeevitus 3. Traatkeevitus inertgaasi keskkonnas 4.Traatkeevitus aktiivgaasi keskkonnas 5. Keevitus sulamatu elektroodiga inertgaasi keskkonnas 6. Gaaskeevitus 7. Teraste keevitatavus 8. Keevitusasendite markeering ja tüübid 9. MIG keevituse tööpõhimõte 10. Käpa ettevalmistamine 11. Keevitusaparaadi ettevalmistamine keevitamiseks 12. Traadi etteandmine 13. Kaitseklaasi valik 14. Keevitamine 15. keevitusdefektid 16. Keevituse ettevalmistuses on oluline 17. Keevituse töövõtetes tuleks silmas pidada SISSEJUHATUS
7 DW MDQD. DUDJDQRYD KEEVITUS Lisaõppematerjal venekeelsele kutsekoolile Materjal on valminud Integratsiooni Sihtasutuse projekti "Eestikeelse õppe ja õppevara arendamine muu- keelsetes kutsekoolides" raames (2005-2008). Euroopa Sotsiaalfondist rahastatud projekt kavandati vastavalt Uuringukeskuse Faktum uuringule "Kutsehariduse areng venekeelsetes kutseõppeasutustes" (2004). Projekti eesmärgiks oli luua tingimused kvaliteetse eesti keele õppe läbiviimiseks ning arendada eestikeelse õppe metoodikat kutseõppeasutuste venekeelsetes rühmades. Projekti käigus koolitati üle 300 õpetaja ning anti välja 23 (e-)õppematerjali ja metoodikaraamatut. Materjalid asuvad veebikeskkonnas kutsekeel.ee. Materjali soovitab Riiklik õppekavarühma nõukogu Autor: Tatjana Karaganova Sisunõustamine: Toomas Pihl Terminitoimetamine: Andres Laansoo Keeletoimetamine: Katre Kutti Retsensent: Rein Pikner Küljendamine ja kujundamine: Aivar Täpsi Teostaja: OÜ Miksike ?



















Kõik kommentaarid