TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö MTT0010 Konstruktsioonimaterjalide tehnoloogias Töö nimetus: Töö nr. 3 KEEVITAMINE Üliõpilane: Sergei Lakissov Rühm: MATB 22 Üliõpilaskood: 094171 Juhendaja: Töö tehtud: Esitatud: Arvestatud: Eduard Kimmari 11.06.2010 14.06.2010
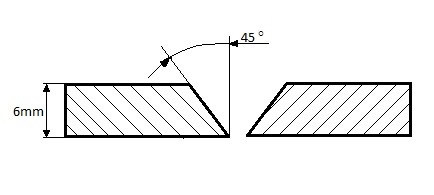
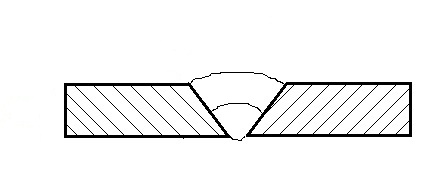
d) kvaliteedi tagamist, järelevalvet, kontrolli, personali pädevust jm. e) töökeskkonda, eralduvaid gaase, kiirgust, müra, ergonoomikat jm. Keevituse sooritustehnika ehk keevitustehnika keevitaja konkreetnekäeline tegevus keevisõmbluse keevitamisel Keevitusprotsess konkreetne keevitusviis, mida eristatakse kasutatava energialiigi järgi Põhimetall ehk põhimaterjal keevitatav metall või materjal Keevitusvann ehk keevisvann keevitamise ajal sulas olekus olev põhi- ja lisametall, millest tardumisel moodustub õmblus Servavahemik keevitamiseks ette valmistatud detailide vaheline ruum. 3-mõõtmeline ruum(materjali paksus, -pikkus ja pilu vahe) Pilu laius õmbluse juurepindade või servade vahekaugus L Pilu laius Juurepindade vahekaugus t paksus h materjali pikkus Keevisläbim keevismetall, mis kantakse servavahemiku peale ühekordse elektroodi või
5. suur paindlikkus toodete konstrueerimisel. Mõned keevitust piiravad tegurid: 1. paljud protsessid sõltuvad inimfaktorist; 2. sageli vajalik mittepurustav kontroll ja pidev järelvalve. Keevitamisel tekib keevisliide (weld joint). Keevisliited jagunevad 5 põhitüüpi: - põkkliide (butt joint), - nurkliide (corner joint), - ots- e. servliide (edge joint), - katteliide (lap joint), - T-liide e. vastakliide (T-joint). Keeviskoostu keevisliidet iseloomustab keevitamise tulemus - keevisõmblus e. keevis (weld). Põhiõmblustena eristatakse kolmnurkse ristlõikega nurkõmblust (fillet weld, FW) ja põkkõmblust (butt weld, BW). Keevisõmbluse asend e. keevitusasend (welding position) on määratud keevisõmbluse asendiga ruumis ja keevituse vooluallika liikumise suunaga. Eristatakse järgmisi keevisõmbluse põhiasendeid ja keevitusasendeid: - allasend e. põrandaasend - tähis PA, (a) - põranda nurk Pb - rõhtasend, horisontaalasend - tähis PC, (d)
on vähesed olemasolevad raamatud küllaltki keerulised ja on mõeldud kasutamiseks profesionaalsete keevitajate ettevalmistamiseks. Hobikeevitajale sobivat õppematerjali lihtsalt pole. See ongi käesoleva kirjatüki valmimise peamiseks põhjuseks. Siit saab lugeja ülevaate enamlevinumatest keevitustehnikatest, nende tööpõhimõttest, keevisliidete liikidest, põhilistest töövõtetest, keevitusmaterjalidest ja abivahenditest. Kui keevitamise algtõed on selgeks tehtud, tuleb käivitada keevitusaparaat, võtta mask ja hakata keevitama. Edasine on kõik harjutamise küsimus. Lisaks hobikeevitajatele võib seda õppematerjali edukalt kasutada ka töö- ja tehnoloogiaõpetuse tundides keevitamise algkursuse õpetamisel. 4 Kaitsevahendid Elekterkeevitusega töötamisel tuleb kasutada sobivat
metallurgiaprotsessid sulamis, õmblusmetalli kristalliseerumine ja soojuse mõju keevisõmbluse lähiala metallile. Keevitatavad metallid võivad oma keemilise koostise poolest olla kas ühesugused või erinevad. Kõik ühesugused metallid on omavahel keevitatavad. Erinevate metallide sulamisalas ei toimu alati keevitamiseks vajalikke füüsikalis-keemilisi protsesse, mistõttu sellised metallid ei tarvitse olla omavahel keevitamise teel ühendatavad. Kaarkeevitamine on keevitusmeetodite üldnimetus, kus keevituskaare osalusel sulatatakse liidetavate detailide servad ja vajadusel samuti lisametall. Kaarkeevituse alaliigid on: elektroodkeevitus e. kaarkeevitus kattega elektroodidega, MIG/MAG-keevitus e. sulava elektroodiga kaarkeevitus kaitsegaasis, TIG-keevitus e. sulamatu elektroodiga kaarkeevitus kaitsegaasis, kaarkeevitus räbustis, elekter-räbukeevitus e. räbukeevitus,
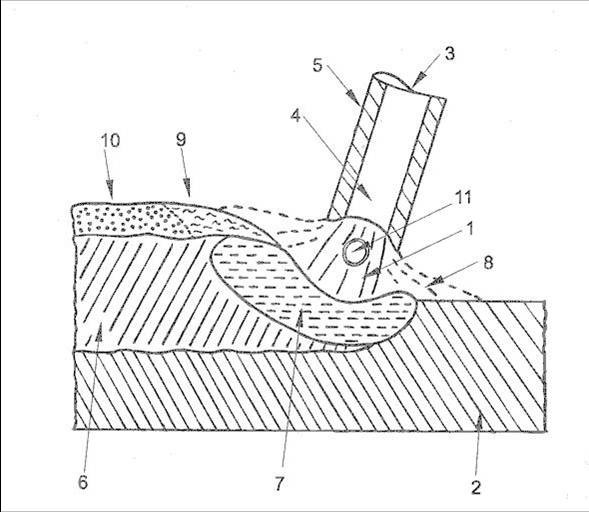
kuid keevitatav detail kuumeneb vähem kui elektrood vastupidiselt päripolaarse alalisvooluga keevitamisele. Seega vastupolaarset alalisvoolu tuleks eelistada õhukese lehtmetalli keevitamisel. Samuti on see oluline legeerteraste keevitamisel (väheneb terases olevate legeerelementide väljapõlemine). Elektroodkeevitusega on võimalik keevitada terast (nii harilikku kui roostevaba) ja malmi aga ka mõningaid värvilisi metalle ning sulameid Käsikaarkeevituse tehnoloogia Enne keevitamise alustamist tuleb elektrood tagasivoolujuhe kontrollida tagasivoolujuhtme e. keevitatav detail kaarleek "massijuhtme" kinnitust. Tagasivoolujuhe kinnitatakse keevituslaua või keevitatava detaili külgekeevituskoha lähedale. Kui Joon. 15 Tagasivoolujuhtme kinnituskoha
kuumeneb vähem kui elektrood vastupidiselt päripolaarse alalisvooluga keevitamisele. Seega vastupolaarset alalisvoolu tuleks eelistada õhukese lehtmetalli keevitamisel. Samuti on see oluline legeerteraste keevitamisel (väheneb terases olevate legeerelementide väljapõlemine). Elektroodkeevitusega on võimalik keevitada terast (nii harilikku kui roostevaba) ja malmi aga ka mõningaid värvilisi metalle ning sulameid 5. Käsikaarkeevituse tehnoloogia Enne keevitamise alustamist tuleb elektrood tagasivoolujuhe keevitatav detail kontrollida tagasivoolujuhtme e. kaarleek “massijuhtme” kinnitust. Tagasivoolujuhe kinnitatakse keevituslaua või keevitatava detaili külgekeevituskoha lähedale. Kui Joon. 15 Tagasivoolujuhtme kinnituskoha
Keevitustehnoloogia hõlmab: Keevitustoodete projekteerimine, tugevusarvutused, kvaliteediastmed Keevitusprotsesse, seadmeid, mehhaniseerimist Keevitusmetallurgiat, põhi ja lisa materjalide sobivust, keevitatavust Kvaliteedi tagamist, jörelvalvet, kontrolli, personali pädevust jm Töökeskonda, eralduvaid gagase, kiirgust, müra, ergonoomikat jm 2. Keevisliited. Keevisliidete tsoonid ja keevitusasendid (skeemid!). Nim keevitamise teel saadud mitme detaili tervikliidet. Keevisliited jagunevad: põkkliide; nurkliide; ots- ehk servliide; katteliide; T e vastakliide. Keevisliidete tsoonid: Põhimetall, põhimaterjal- keevitatav metall v materjal Keevisvann- keevitamise ajal sulas olekus olev põhi- ja lisamteall, millest tardumisel moodutstub keevisõmblus Servavahemik- keevitamiseks ettevalmistatud osade vaheline ruum. Termomõju tsoon- põhimetalli sulamata osa, kus esinesid mikrostruktuuri muutused.





















Kõik kommentaarid