TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus KEEVITAMINE Töö nr: 3 Ees- ja perekonnanimi: Rander Süld Rühm: MASB-21 Üliõpilaskood: 135011 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Fjodor Sergejev Töö eesmärk: Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks. Lähtudes
Kaitsevahendid 5 Keevisliidete tüübid 6 Käsikaarkeevitus MMA 7 Käsikaarkeevituse tehnika 9 Keevitusvoolu ja elektroodi läbimõõdu valik 9 Kaare süütamine 10 Elektroodi asend ja liikumine 10 Käsikaarkeevituse seadmed 12 Kaitsegaasis keevitamine 13 Keevitamine sulamatu elektroodiga e. TIG keevitus 13 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 14 MIG/MAG keevituse tehnika 16 MIG/MAG keevituse seadmed 18 Elektroodid 19 Varraselektroodid 19 Keevitustraat 21 Abivahendid 21
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines МТТ0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus KEEVITAMINE Töö nr: Ees- ja perekonnanimi:KT Rühm: Üliõpilaskood:xxxx14 MASB21 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F.Sergejev Töö eesmärk: Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks. Lähtudes
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus Töö nr: 2 KEEVITAMINE Ees- ja Rühm: perekonnanimi: Üliõpilaskood: xxxxx4 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F.Sergejev 05.04.2013 03.06.2013 Töö eesmärk: Töö eesmärgiks on koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades kahest väljapakutud keevitusviisist ühte. Keevitusviis tuleb valida lähtudes keevitatavast materjalist ja tema paksusest, toote kujust, tootmisprogrammist jt. teguritest.
TTÜ EESTI MEREAKADEEMIA Üld- ja alusõppe keskus Metallide tehnoloogia, materjalid II Kodune töö nr. 3 - Keevitamine Üliõpilane: Hans-Peter Grass Õpperühm: MM21 Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades kas käsikaarkeevitust kattega elektroodiga või kaitsegaaskaarkeevitust. Lähtudes keevitatavast materjalist ja tema paksusest, toote kujust, tootmisprogrammist jt teguritest valitakse töö teostaja poolt põhjendusega üks kõige otstarbekohasem Ülesanne: 1
OLUSTVERE TEENINDUS- JA MAAMAJANDUSKOOL Põllumajandus eriala PM I B Otmar Liiver KEEVITAMINE Materjaliõpetuse referaat Olustvere 2013 Sisukord Keevitamine................................................................................................................................3 Sissejuhatus elektrikaarkeevitusse.....................................................................
.......7 6. Keevitusvoolu ja elektroodi läbimõõdu valik............................................................8 7. Kaare süütamine.........................................................................................................8 8. Elektroodi asend ja liikumine.....................................................................................9 9. Käsikaarkeevituse seadmed......................................................................................10 10. Kaitsegaasis keevitamine........................................................................................11 11. Keevitamine sulamatu elektroodiga e. TIG keevitus (Tungsten Inert Gas)............11 12. Keevitamine sulava elektroodiga e. MIG/MAG keevitus......................................12 13. MIG/MAG keevituse tehnoloogia..........................................................................13 ...................................................................................................................
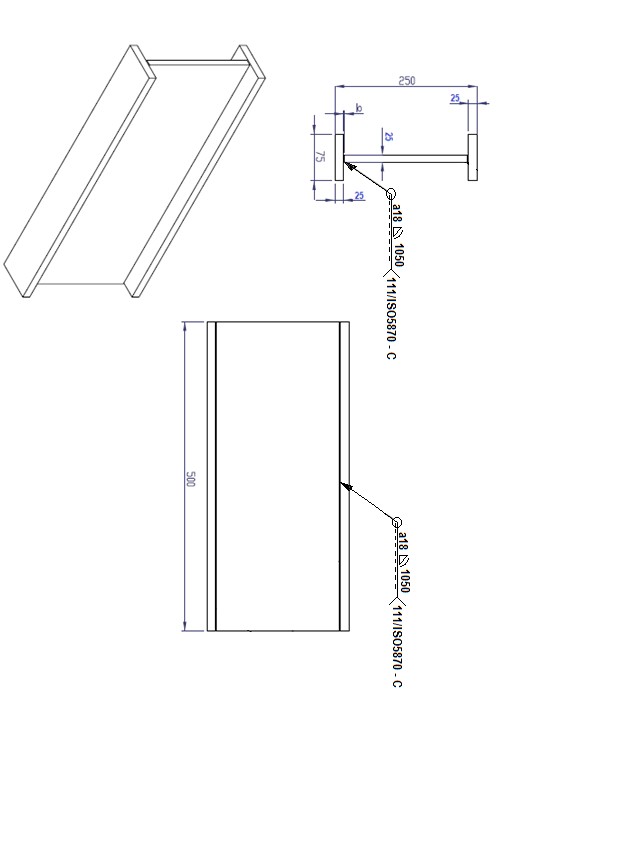
3 Tuleb koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades ühte kahest väljapakutud keevitusviisist. Keevitusviis tuleb valida lähtudes keevitatavast materjalist ja tema paksusest, toote kujust, tootmisprogrammist jt. teguritest. Koostada tehnoloogiline protsess keevistoote valmistamiseks kasutades üks kahest välja pakutud keevitusviisidest. · Tuua liite eskiis, määrata õmbluste ja liidete tüübid, õmblus(t)e arvestuslik mõõde · Kahe välja pakutud keevitusviiside võrdlemine ja sobiva protsessi valik (koos põhjendusega) · Valitud keevitusviisi skeem koos kaasnevate nähtuste kirjeldusega · Lisamaterjalide valik (elektrood, kaitsegaas, põlevgaas, lisametall) · Seadmete valik: vooluallikas (AC, DC; püsivpingega, püsivvooluga), punktkeevitusmasin, gaaskeevituse seadmed jt. · Keevitusparameetrite määramine · Toorikute ette




















Kõik kommentaarid