edasisele töötlemisele.Valatav teras jag. keevteraseks ja rahulikuks teraseks.Keevterase puhul vormis olevast metallist süsinik veeleraldub(teras keeb) ja keevterasesse jääb gaasimulle sisse. Rahuliku terase puhul on süsiniku eraldumine täielikult lõppenud.Toodetakse veel vahepealset-poolrahulikku terast. Terase omadused määratakse katselisel teel.Tähtsamad katsed on:tõmbekatse,paindekatse,kõvaduse ja löögitugevuse määramine. 11.METALLIDE OMAD.TE MÄÄRAMINE TERASE OMADUSED; Määratakse katselisel teel.Tähtsamad katsed on: 1.Tõmbekatseseisneb selles,etpulgakujuline katsekeha rebitakse vastava tõmbeseadme abil pooleks.Tõmbekatsegamääratakse 3 tähtsat terase omadust:voolavuspiir , tõmbetugevus ja suhteline pikenemine. Teraspulga venitamisel on selle deformatsioon algul proportsionaalne jõu suurenemisele,siis tekib jõudu suurendamata järsk venivus.Seda nimet.terase
Sulateras valatakse vormidesse (kokillidesse) ja saadakse valuplokid, mis lähevad edasisele töötlemisele (nt. valtsimisele). Valatav teras jaguneb keevteraseks ja rahulikuks teraseks. Keevterase puhul vormis olevast metallist süsinik veel eraldub (teras "keeb") ja keevterasesse jääb gaasimulle sisse. Rahuliku terase puhul on süsiniku eraldumine täielikult lõppenud. Toodetakse veel vahepealset-poolrahulikku terast.Otstarbe ja garanteeritavate omaduste järgi jagatakse terased A, B ja C gruppi (Vene terased-, ja ).A-grupi terastel on garanteeritud ettenähtud mehaanilised omadused, kuid ei kontrollita keemilist koostist. B-grupi terastel on kontrollitud keemiline koostis ja kontrollimata mehaanilised omadused. C-grupi terastel on kontrollitud mõlemad. Legeerterased sisaldavad peale raua ja süsiniku veel legeerivaid (vääristavaid) lisandeid, misparandavad mitmeid terase omadusi. Enamkasutatavad legeerivad lisandid on:
· Puidu peamised positiivsed omadused on: · väike tihedus (puithoone on kerge, ehitada saab ilma võimsa kraanata), · küllalt suur tugevus (saab teha küllalt suuri kandekonstruktsioone), · väike soojajuhtivus (palkmaja saab teha ilma lisasoojustuseta), · väga hõlbus töötlemine (üks kergemini töödeldavaid materjale üldse), · sobivus väga paljudesse kohtadesse. · Positiivsete omaduste kõrval on puidul ka rida olulisi puudusi. Tähtsamad neist on: · ebaühtlane struktuur (piki- ja ristikiudu erinev, oksakohad jne ), · hügroskoopsus (niiskuse sisaldus kõigub), · kõdunevus (puithoone iga pole eriti pikk), · süttivus (üks olulisemaid puudusi), · kahjustatav putukate ja röövikute poolt. 05.05.2014 · Niiskust on puidus alati, kuna Maa atmosfäär sisaldab veeauru. Puidus olev niiskus
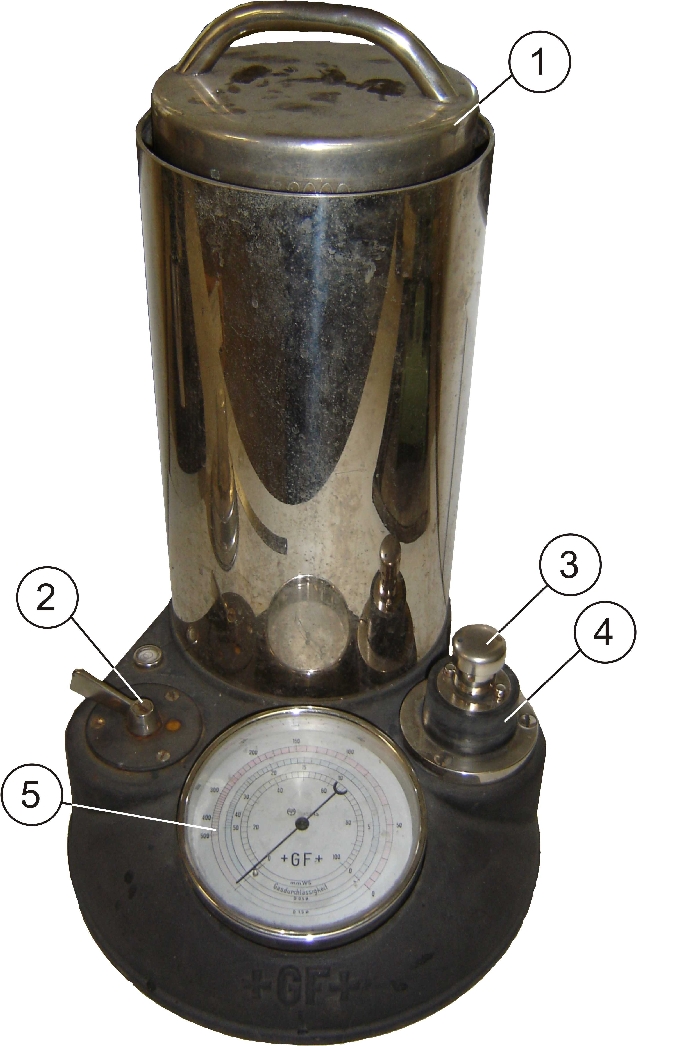
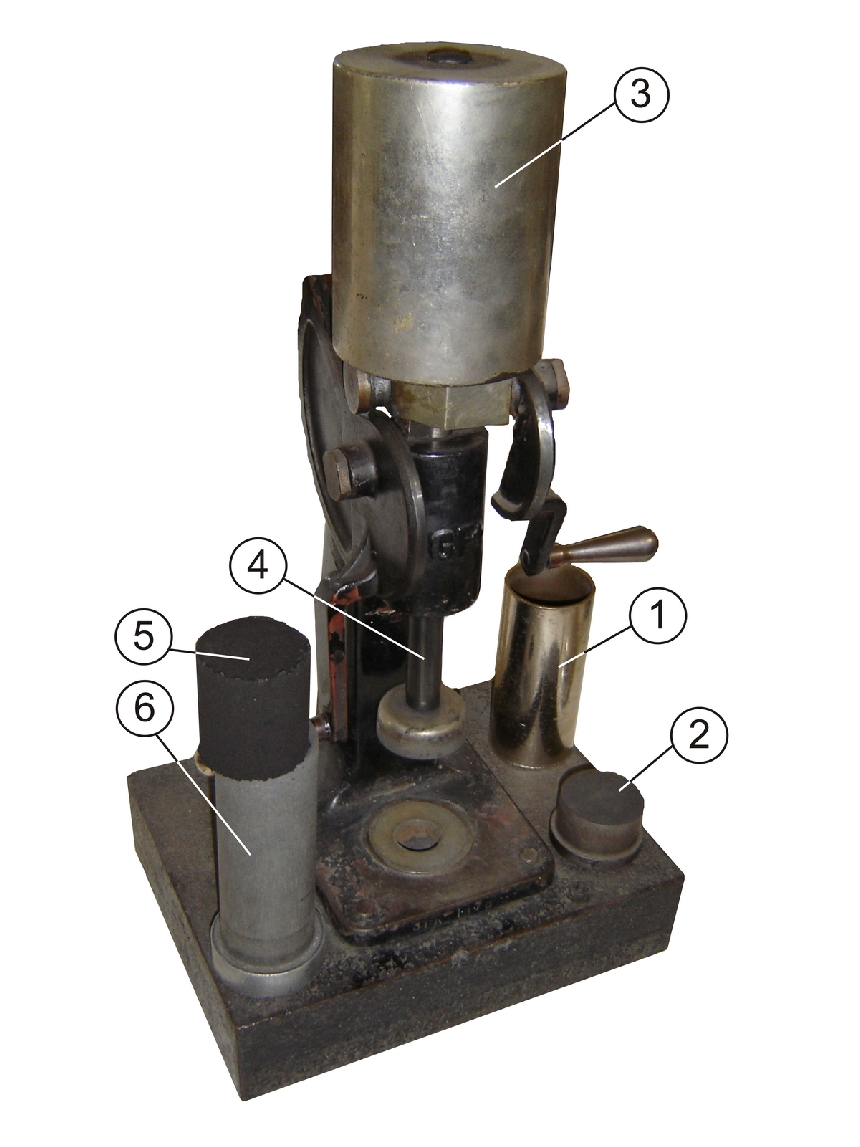
Toormalmi kasutatakse peamiselt terase tootmiseks. Ta on heleda murdepinnaga ja nimetatakse teda seetõttu ka valgeks malmiks. Hele värvus on tingitud sellest, et kogu malmis olev süsinik on rauaga keemiliselt ühinenud. Ta on veel hapram. Ehitusmaterjalide tootmiseks kasutatakse teda vähe. Erimalmid (ferrosulamid) on väga mitmesuguste omadustega ja leiavad ehitustehnikas vähe kasutamist. 8. Ehitusterased- terase tootmise erimeetodid, legeerterased 9. Metallide omaduste määramine Terase omadused määratakse katselisel teel. Tähtsamad katsed on: tõmbekatse, paindekatse, kõvaduse ja löögitugevuse määramine. Tõmbekatse seisneb selles, et pulgakujuline proovikeha rebitakse vastava tõmbeseadme abil pooleks. Tõmbekatsega määratakse 3 tähtsat terase omadust: voolavuspiir, tõmbetugevus ja suhteline pikenemine. Teraspulga venitamisel on tema deformatsioon (venivus) algul proportsionaalne jõu suurenemisele, siis tekib jõudu suurendamata järsk venivus
Sulateras valatakse vormidesse (kokillidesse) ja saadakse valuplokid, mis lähevad edasisele töötlemisele (nt. valtsimisele). Valatav teras jaguneb keevteraseks ja rahulikuks teraseks. Keevterase puhul vormis olevast metallist süsinik veel eraldub (teras "keeb") ja keevterasesse jääb gaasimulle sisse. Rahuliku terase puhul on süsiniku eraldumine täielikult lõppenud. Toodetakse veel vahepealset- poolrahulikku terast. Otstarbe ja garanteeritavate omaduste järgi jagatakse terased A, B ja C gruppi (Vene terased- , ja ). A- grupi terastel on garanteeritud ettenähtud mehaanilised omadused kuid ei kontrollita keemilist koostist. B- grupi terastel on kontrollitud keemiline koostis ja kontrollimata mehaanilised omadused. C- grupi terastel on kontrollitud mõlemad. Legeerterased sisaldavad peale raua ja süsiniku veel legeerivaid (vääristavaid) lisandeid, mis parandavad mitmeid terase omadusi
mida käsitletakse käesolevas loengukonspektis. Kulumise negatiivse mõju vähendamiseks kasutatakse mitmeid viise. Üheks võimaluseks on uute kulumiskindlate materjalide kasutamine. Viimasel ajal on loodud rida komposiitmaterjale, kus püütakse arvestada kulumisega kaasnevaid protsesse. Kõige suurema kulumiskindlusega on kermised, volfram- , titaan- ja kroomkarbiidi baasil. Kermised on komposiitmaterjalid, mis valmistatakse pulbertehnoloogia teel. Kermiste koostise, tehnoloogia ja omaduste kohta vaata ,,Metalliõpetus ja metallide tehnoloogia" osa 2.. Paagutatud tribomaterjalid on pulbertehnoloogia teel saadud materjalid, mida kasutatakse kulumiskindlate detailide, antifriktsioon- ja friktsioon ning libisevate elektrikontaktide valmistamiseks. Käesolev loengukonspekt käsitleb paagutatud materjalide kulumist ja selle vastu võitlemist kolme enamat kahju põhjustava kulumisliigi - abrasiivse-erosiooni, abrasiiv- ja hõõrdekulumise tingimustes
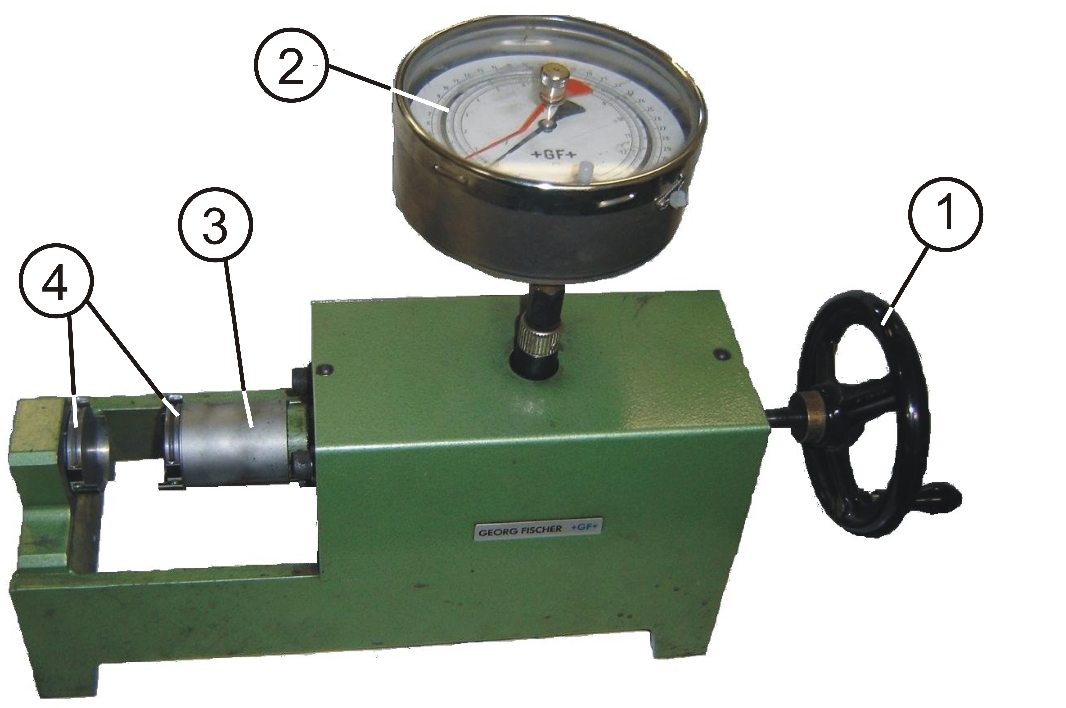
Siinjuures erinevad teimitingi- Kulumine on protsess, mis toimub pindade hõõrdu- mused metallide ja plastide korral. misel, mille tagajärjel pinnalt eraldub materjali ja/või Käsiraamatuis esitatavad andmed materjalide suureneb keha jääkdeformatsioon. Seega muutu- mehaaniliste omaduste kohta on põhiliselt määratud vad kulumisel pidevalt detailide mõõtmed, suureneb tõmbeteimi tulemuste põhjal. detailide viskumine ja müra, tekib kloppimine ning masinat pole võimalik edasi kasutada. Kasutamise Tõmbeteim seisukohalt on kulumine kahjulik nähtus, mida Vastavalt standardile EVS-EN 10002-1 (Metall-
tugisein. 2. Geotehnika arengu etappid. I etapp- 19. saj algus ,,Murrang" o Naaberteadused geoloogia, geomorfoloogia ja mehhaanika saavutasid vajaliku taseme o Geoloogiline kaart ja profiil stratigraafia ja tektoonika, setete genees ja diagenees o Aurumasina leiutamine uus puurtehnika, uued tööstushooned o Raudtee areng- raudteede ehitus nõudis insenergeoloogilist infot. Omadused sõltuvad geoloogilisest ajaloost. Kivimite levik. Omaduste muutlikkus. o Suurte kanalite rajamine (Suez, Panama) o Algas insenergeoloogia kui teaduse õpetamine (1842 Praha) o Geoloogia kõrgkoolid alates 1880... II etapp 19. saj lõpp kuni 1950 ,,Areng ja valikd" o Kõrghooned, sadamad ja hüdroelektrijaamad nõudsid uut taset o Pinnasemehaanika kui teadus 1925 konsolidatsiooniteooria sünd o 1929 raamat ,,Insenergoilogie" K.A.Redlich K.V. Terzaghi R.Krampe






















Kõik kommentaarid