OLUSTVERE TEENINDUS- JA MAAMAJANDUSKOOL Gaaskeevitus Referaat Koostaja: Rauno.R 2013 Sisukord Sisukord....................................................................................................2 Sissejuhatus.................................................................................................3 Üldskeem...............................................
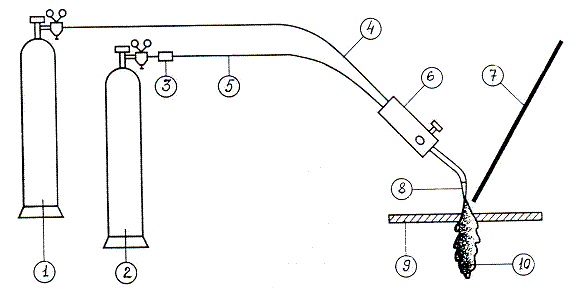
Sissejuhatus Keevitamiseks nimetatakse tehnoloogilist protsessi, mis seisneb tervikliite saamises ühendatavate detailide vahel aatomsidemete loomise teel kohaliku või üldise kuumutamise, plastse deformeerimise või üheaegselt mõlema mooduse abil. Kõik olemasolevad keevitusprotsessid võib jaotada kahte põhirühma survekeevitus ja sulakeevitus. Keevitamise ülesanne, otstarve Keevitus seisneb tervikliite saamises ühendatavate detailide vahel aatomsidemete loomise teel kohaliku või üldise kuumutamise, plastse deformeerimise või üheaegselt mõlema mooduse abil. 3 Keevitamise põhimõtte kirjeldus, mis toimub. Reduktorist tulev hapnik voolab läbi nipli, toru ja ventiili (5) injektori (4) düüsi. Düüsist
Keevitada saab vaske, alumiiniumi ning nende sulameid, messingit, pliid ja malmi. Atsetüleen on metallide gaaskeevitamisel ja lõikamisel põhiline põlevgaas. Tema leegi temperatuur ulatub tehniliselt puhtas hapnikus põlemisel 3150ºC-ni. Kasutusala: kõik gaasileektöötlemise liigid. Atsetüleen (C 2H2) on süsiniku ja vesiniku keemiline ühend. Normaaltemperatuuril ja rõhul on tehniline atsetüleen värvitu, terava küüslaugulõhnaga gaas. Atsetüleeni kestev sissehingamine põhjustab iiveldust, peapööritust ning isegi mürgistust. Atsetüleeni plahvatamisel tõusevad rõhk ja temperatuur väga järsku, mis võib esile kutsuda suuri purustusi ning raskeid õnnetusi. Eeltoodud vahekordades moodustunud atsetüleeni segud hapniku ja õhuga võivad plahvatada nii sädemest kui ka tugevast kuumusest. Peale atsetüleeni kasutatakse metallide keevitamisel ning lõikamisel ka teisi, odavamaid ja vähem
Olustvere Teenindus ja Maamajanduskool Põllumajandus Mihkel Merila Gaasikeevitus Referaat Olustvere 2013 Sisukord Sissejuhatus.................................................................................................................................3 Atsetüleen ja teised põlevgaasid.................................................................................................4 Keevitusleek................................................................................................................................5 Keevitusleegi liigid.................
Olustvere Teenindus ja Maamajanduskool Põllumajandus 1B Marek Rang Gaasikeevitus Referaat Olustvere 2012 2 Sisukord Sisukord...................................................................................................................................... 3 Keevitusleek................................................................................................................................6 Keevitusleegi liigid.................................................................................................................... 8 Injektorpõleti..................
Kasutatakse peamiselt väikese ning keskmise läbimõõduga rotude montaažil, õhukeseseinalistest torudest liidete ja sõlmede keevitamisel. Keevitada saab vaske, alumiiniumi ning nende sulameid, messingit, pliid ja malmi, kasutades lisaainena malm-, messing- ja pronkvardaid, kõvasulamite ja messingi pealesulatamist teras- nin malmdetailidele. Gaaskeevituse abil võib kokku keevitada peaaegu kõiki metalle ja nende sulameid, mis on kaasajal tööstuse kasutusel. Tänapäeval leiab gaaskeevitus laiemat kasutust ehitusmontaaži-, põllumajandus- ja remonditöödel. Lehtmetallist tooted, paksusega kuni 1mm, võib keevitada ilma lisametallita. Üles painutatud servadega lehed pannakse kokku ja keevitatakse gaaskeevituse leegis, sulatades kokku painutatud servad. Paksemad leged keevitatakse lisametalli lisamisega keevisõmblusse. Kahe lehe vahele jäätakse pilu, mis peab vastama keevitatava metalli paksusele ja tehakse keevitusõmblus
mine. Viimase viie aasta jooksul on selle haru ettevõtted saavutanud suure majanduskasvu. Peamine prob- leem selle tööstusharu juures on kvalifitseeritud, vajalike teadmistega ja eesti keele oskusega tööjõu (keevita- jate) puudus. Kõik see tingis vajaduse uue õppematerjali loomise järele. Antud õppevahendis on peatükkide kaupa välja toodud keevitusega seotud terminoloogia: käsikaarkeevitus, gaaskeevitus, keevitamine sulamatu elektroodiga kaitsegaasi keskkonnas, volframelektroodiga keevitamine argoonis. Eestikeelne õppematerjal KEEVITUSERILA EESTI KEEL aitab noortel töölistel sulanduda eestikeel- sesse töökeskkonda ning aru saada tehnilistest eestikeelsetest dokumentidest. Õppematerjal on mõeldud vastaval erialal kasutatavate terminite omandamiseks, tootmisprotsessi ülesannetest ja eesmärkidest arusaa- miseks ning eestikeelses töökeskkonnas hakkamasaamiseks.
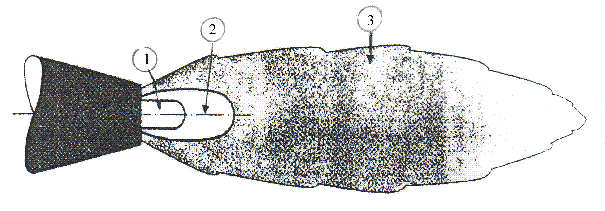
Kuid räägin ka alguses mis see keevitamine ültse on. Keevisliide on siis kahest või enamast detailist koosnev keevitamise abil koostatud liide. Keevitamisel toimub sulatatud lisamaterjali ja põhimaterjali segunemine ning nende tardumisel moodustub keevisõmblus ehk keevisliide. Gaasikeevituses üldiselt Gaaskeevitus oli varemalt väga laialdaselt kasutatav keevitusviis, kuid seoses uute keevitustehnoloogiate kasutuselevõtuga on gaaskeevituse osatähtsus langenud. Gaaskeevitus on sulakeevitusviis, kus vajaminev kuumus metalli sulatamiseks saadakse põlevgaasi ja hapniku segust süüdatud leegist. Põlevgaasiks võib olla atsetüleen, propaan või butaan. Kõige laialdasemalt kasutatakse hapniku (O2) ja atsetüleeni (C2H2) segu, mis annab sulatustemperatuuriks kuni 3200°C. Tavaliselt kasutatakse gaaskeevitusel lisametalli traadi kujul. Gaaskeevituse eeliseks on see, et see sobib peaaegu kõikide laiemalt kasutatavate metallide keevitamiseks





















Kõik kommentaarid