TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus VALUTEHNOLOOGIA (vedelvormimine) Töö nr: Ees- ja perekonnanimi: Rühm:MASB-21 Üliõpilaskood: ****77 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F.Sergejev Töö eesmärk ja ülesanded: Koosatada tehnoloogiline protsess detaili tooriku valmistamiseks valamise teel, kasutades käsi- või masinvormimist. 1
Valandi valmistustehnoloogia etapid käsivormimisega liivvormis - Mudelite valmistamine Vormimine - Kärnide valmistamine - Valukanalite süsteem Vormisegu Vorm Metalli Valamine sulatamine vormi Valand Termotöötlus Puhastus Kontroll Sulatusahi Tardumine Väljalöömine Täiendav Defektid Valukanalite termotöötlus Surveproov eemaldamine Mõõtmed Mudelite valmistamine mudelil on valandi väliskuju geomeetria. Metalli mah
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines МТТ0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus VALUTEHNOLOOGIA (vedelvormimine) Töö nr: 2 Ees- ja perekonnanimi: Rühm: MATB21 Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: E. Kimmari 11.04.15 11.04.15 Töö eesmärk ja ülesanded: Tuleb koostada tehnoloogiline protsess detaili tooriku valmistamiseks valamise teel.
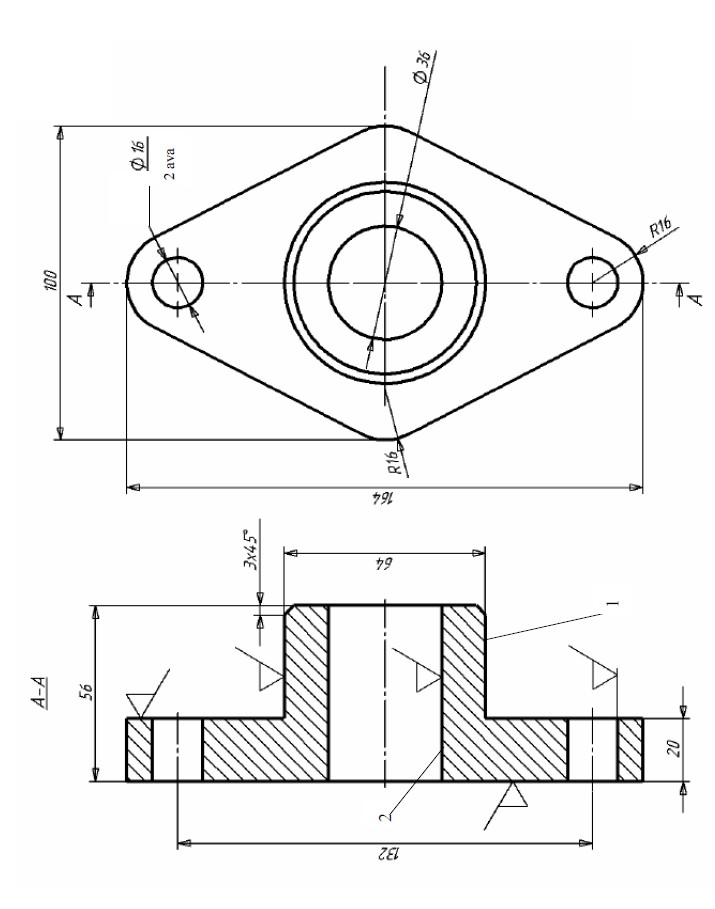
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus VALUTEHNOLOOGIA (vedelvormimine) Töö nr: 2 Ees- ja perekonnanimi: Rander Süld Rühm: MASB-21 Üliõpilaskood: 135011 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Fjodor Sergejev Töö eesmärk Koostada tehnoloogiline protsess detaili tooriku valmistamiseks valamise teel, kasutades käsivormimist. Töö ülesanded 1. Joonestada variandile vastava detaili joonis. 2
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus VALUTEHNOLOOGIA (vedelvormimine) Töö nr: 01 Ees- ja perekonnanimi: Ove Hillep Rühm: MATB Üliõpilaskood: 072974 Juhendaja: Töö tehtud: 8. märts 2012 Töö esitatud: Töö arvestatud: Eduard Kimmari Töö eesmärk: Tutvustada tudengit valutehnoloogia protsessiga. Töö ülesanded: Koostada tehnoloogiline protsess detaili valmistamiseks hallmalmist, kasutades käsivormim- ist.
TALLINNA TEHNIKAÜLIKOOL Mehaanika ja tööstustehnika instituut Kodutöö aines X0010 Teema II Konstruktsioonimaterjalide tehnoloogia Töö nimetus: Valutehnoloogia Töö nr: 4 Ees- ja perekonnanimi: Rühm: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Töö eesmärk ja ülesanded: Koostada tehnoloogiline protsess tooriku valmistamiseks liivvormi valamise teel, kasutades käsi- või masinvormimist. 1. Valida detaili joonis variandi numbri järgi ja esitada selle koopia
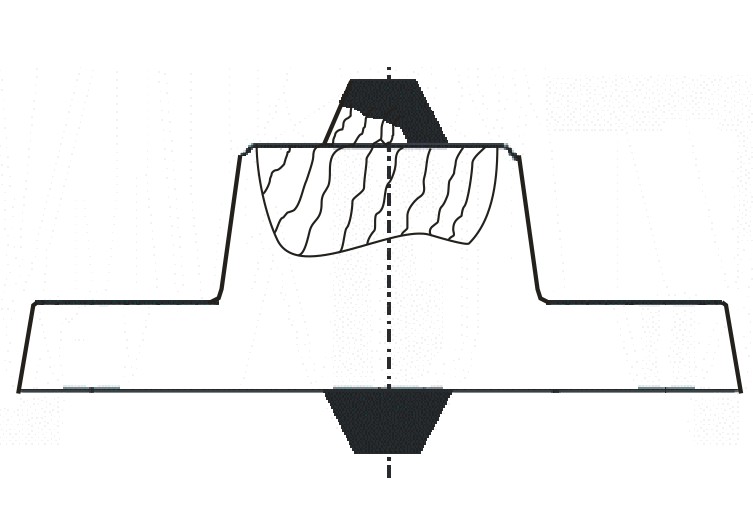
Vali üks: a. valukanalite süsteemi ristlõigete vähendamine, tõusukanalite ja valupeade kasutamine b. valukanalite süsteemi minimaalne pikkus ja valupeade (kompensaatorite) kasutamine c. jahutajate kasutamine ja toitekanalite ristlõike vähendamine d. räbupüüdja ristlõike suurendamine, tõusukanalite kasutamine Küsimus 21 Õige Hinne 1,00 / 1,00 Flag question Küsimuse tekst Loetlege täppisvalu puudused Vali üks: a. tehnoloogia keerukus ja kõrge maksumus b. valandi kõrge omahind ja poorsus c. kahanemis- ja gaasitühikud valandites d. ei saa kasutada suursaritootmises Küsimus 22 Õige Hinne 1,00 / 1,00 Flag question Küsimuse tekst Nimetage pidev- ja poolpidevvalu iseärasused Vali üks: a. toimub valandi suunatud tardumine, mistõttu saadakse valandi ebaühtne struktuur b. temperatuurigradient (muutus) valandi ristlõikes on väike c
Töölaud Minu kursused Tallinna Tehnikaülikool Teaduskonnad Inseneriteaduskond Mehaanika ja tööstustehnika instituut MTX0010 T6. Valutehnoloogia Alustatud esmaspäev, 26. november 2018, 15.22 Olek Lõpetatud Lõpetatud esmaspäev, 26. november 2018, 16.13 Aega kulus 50 min 46 sekundit Hinne 34, maksimaalne 40 (85%) Küsimus 1 Valmis Hindepunkte 0/1 Milliseid valudefekte võib põhjustada valumetalli suur kahanemine? Valige üks: a. mõõtmehälbed b. külmpraod c. kahanemistühikud























Kõik kommentaarid