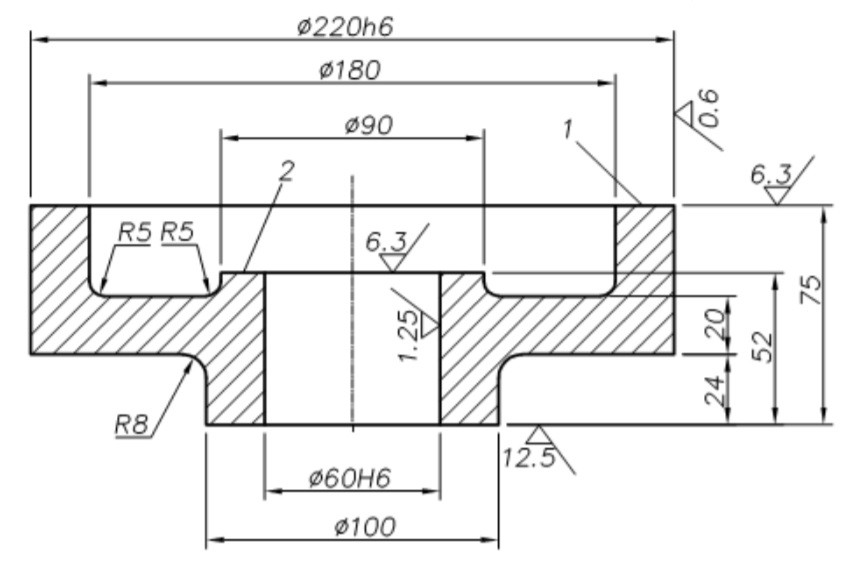
TALLINNA TEHNIKAÜLIKOOL MATERJALITEHNIKA INSTITUUT METALLIDE TEHNOLOOGIA ÕPPETOOL Õppeaine KONSTRUKTSIOONIMATERJALIDE TEHNOLOOGIA VALUTEHNOLOOGIA Kodutöö Õppejõud: Eduard Kimmari Üliõpilane: Matrikli number: Rühm: MATB-24 Tallinn 2010 Detaili joonis Valandi valmistustehnoloogia etapid käsivormimisega liivvormis - Mudelite valmistamine Vormimine
Valandi valmistustehnoloogia etapid käsivormimisega liivvormis - Mudelite valmistamine Vormimine - Kärnide valmistamine - Valukanalite süsteem Vormisegu Vorm Metalli Valamine sulatamine vormi Valand Termotöötlus Puhastus Kontroll Sulatusahi Tardumine Väljalöömine Täiendav Defektid Valukanalite termotöötlus Surveproov eemaldamine Mõõtmed Mudelite valmistamine mudelil on valandi väliskuju geomeetria. Metalli mah
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus VALUTEHNOLOOGIA (vedelvormimine) Töö nr: 2 Ees- ja perekonnanimi: Rander Süld Rühm: MASB-21 Üliõpilaskood: 135011 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Fjodor Sergejev Töö eesmärk Koostada tehnoloogiline protsess detaili tooriku valmistamiseks valamise teel, kasutades käsivormimist. Töö ülesanded 1. Joonestada variandile vastava detaili joonis. 2
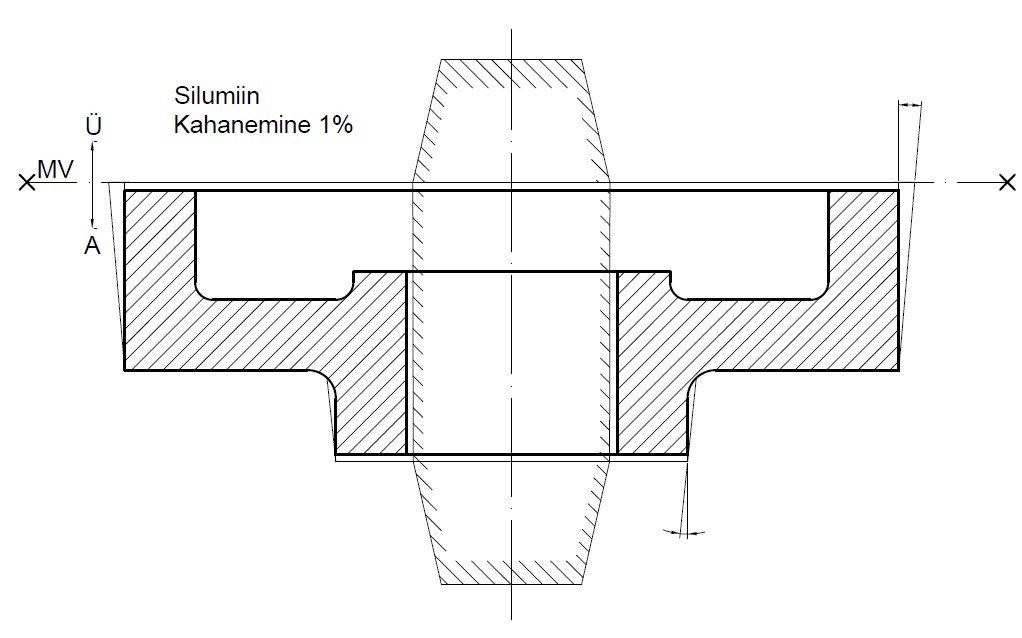
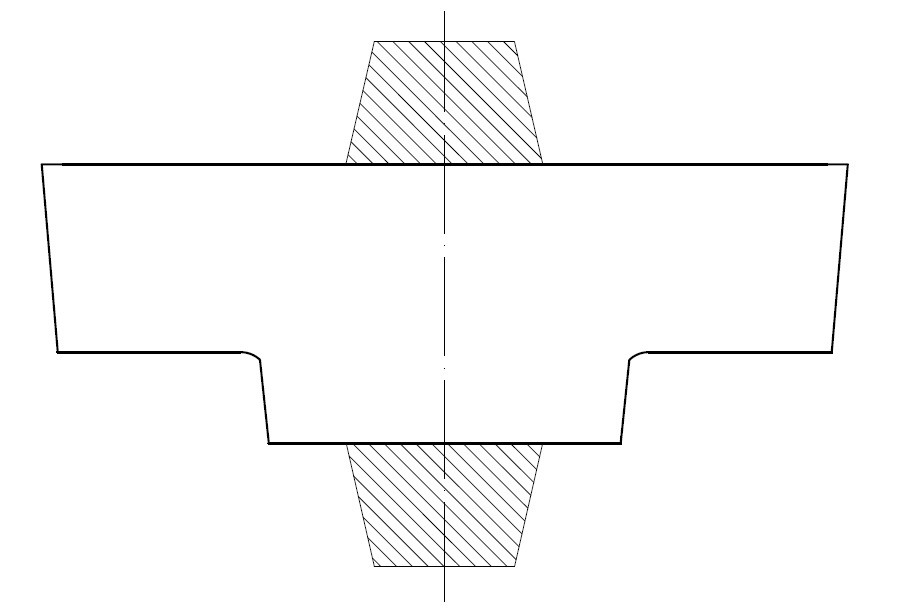
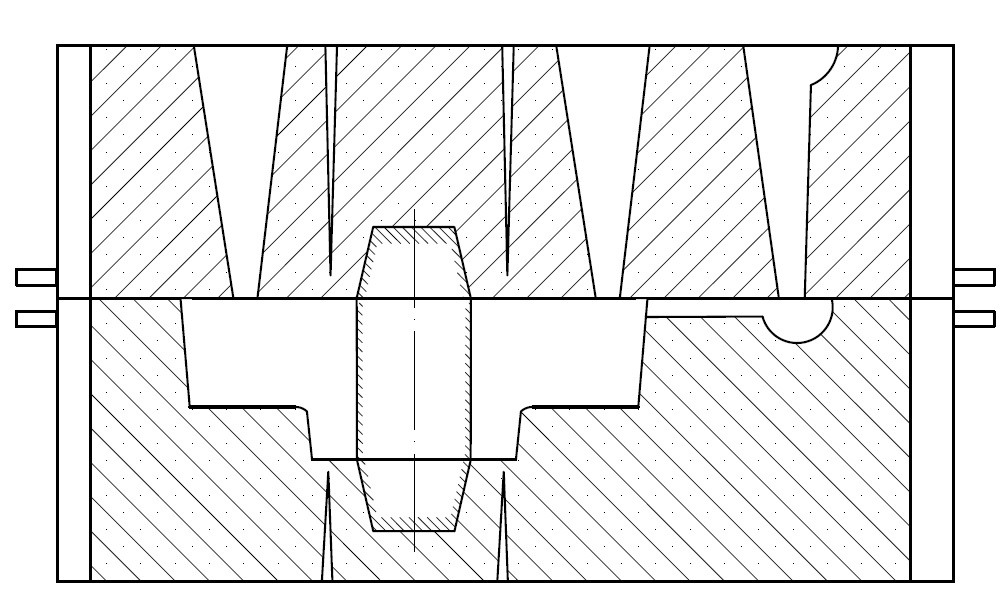
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus VALUTEHNOLO Töö nr: OGIA (vedelvormimine) Ees- ja Rühm: perekonnanimi: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Andres Laansoo Töö eesmärk ja ülesanded: 1. Joonestada varjandile vastav detail. 2. Määrata valandi asend vormis ja mudeli ning vormi lahutuspinnad. Teha mudeli eskiis. 3. Töötada välja liivvormi põhimõtteline konstruktsioon
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus VALUTEHNOLOOGIA (vedelvormimine) Töö nr: Ees- ja perekonnanimi: Rühm:MASB-21 Üliõpilaskood: ****77 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F.Sergejev Töö eesmärk ja ülesanded: Koosatada tehnoloogiline protsess detaili tooriku valmistamiseks valamise teel, kasutades käsi- või masinvormimist. 1
METALLIDE VALUTEHNOLOOGIA Kursuse konspekt Mehaanikateaduskond Tehnomaterjalid ja turundus eriala Tallinn 2013 VALUTEHNOLOOGIA Metall toodete töölemise tehnoloogiad: 1. Valutehnoloogia (vedelvormimine) 2. Survegatöötlemine (vormimine plastse deformatsiooniga) 3. Pulbermetallurgia (pulbritevormimine) 4. Liitetehnoloogia (keevitamine, liitmine, jootmine) 5. Lõiketöötlemine Valand (casting) – Keerukamad detailed mis on valmistatud vedelmetalli vormi valamise teel. Valuvormid: 1. Aiutised vormid: a. Liivvaluvorm (sand casting) b. Koorikvalu (Shell mould casting), c. Täppisvalu (investment casting) 2. Püsivad vormid:
Tartu Kutsehariduskeskus Autode ja masinate remondi osakond Martin Raba Metallurgia ja kõrgahju tehnoloogia Iseseisevtöö Helmo Hainsoo TARTU 2012 Martin Raba Sissejuhatus Metallurgia on metallide ja metallisulamite ning nendest pooltoodete tootmise tööstusharu. Eristatakse: · rauametallurigat e. ferrometallurgiat, mis hõlmab raua ja rauasulamite (teras, malm) tootmist; · mitterauametallurgiat e. värvilismetallide metallurgiat, mis hõlmab mitterauametallide (Cu, Al, Mg, Ti jt
kasutatavate valumudelite kasutamine. Ekstrudeeritakse mitterauasulamid. Täppisvalu protsess: 1. mudeli valmistamine; 2, 3. Tõmbamine kooriku valmistamine; 3. vormi koostamine; 4. Pidevprotsess, mille puhul traadi-, varda-, toru- vormi kuumutamine; 5. Vormi täitmine. saadakse tooriku tõmbamisega läbi tõmbesilma. Eelised on valandite täpsus. (joonis: toode; tõmbesilm) Puudused on keeruline tehnoloogia ja valandite 4. Sepistamine kõrge omahind. Periodiline protsess. Eristatakse käsitsi ja masinasepistamist- vasaratel, pressidel. (joonis: pinn; toode) 7) Lehtvormimisprotsessid



















Kõik kommentaarid