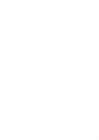
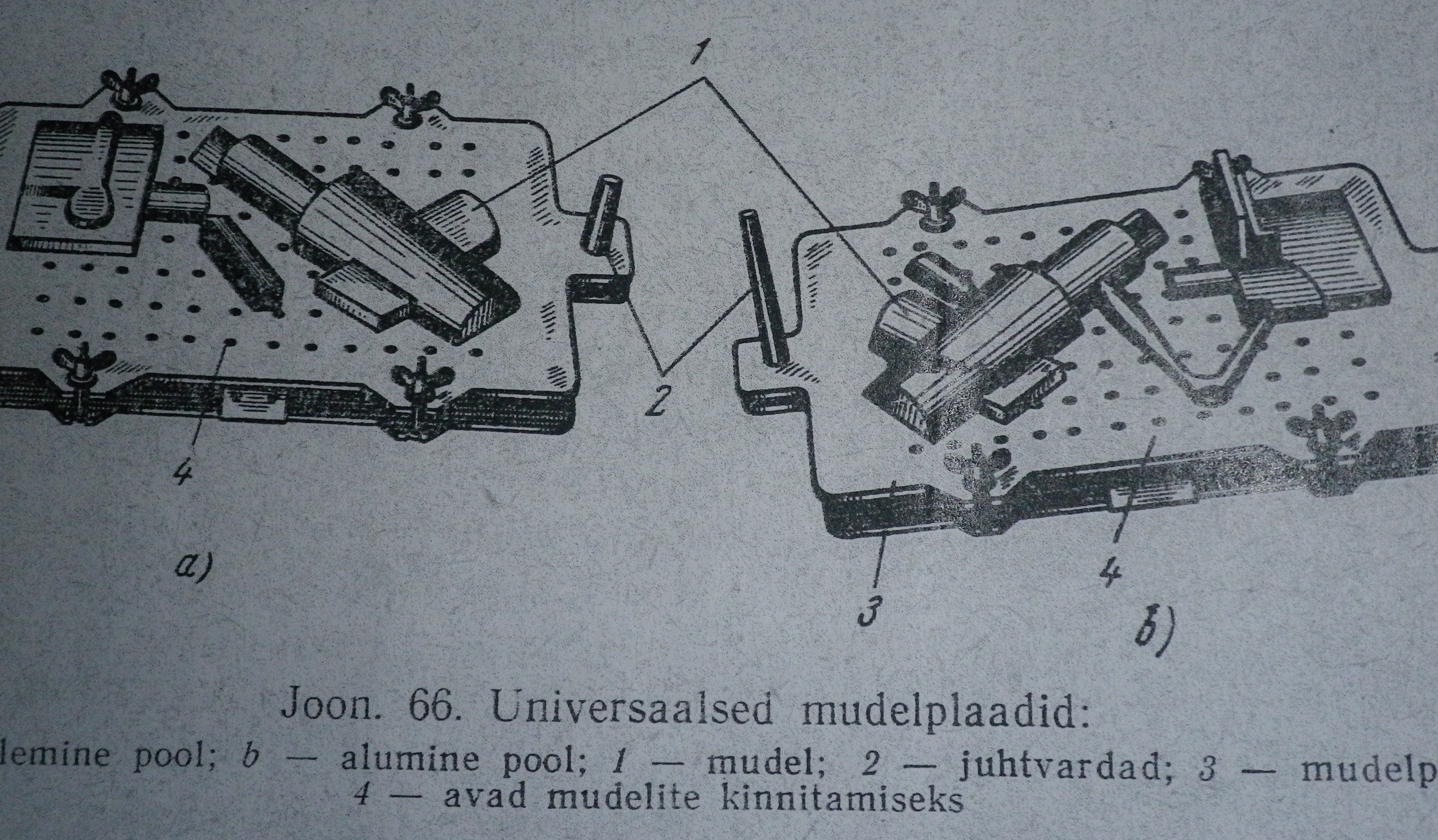
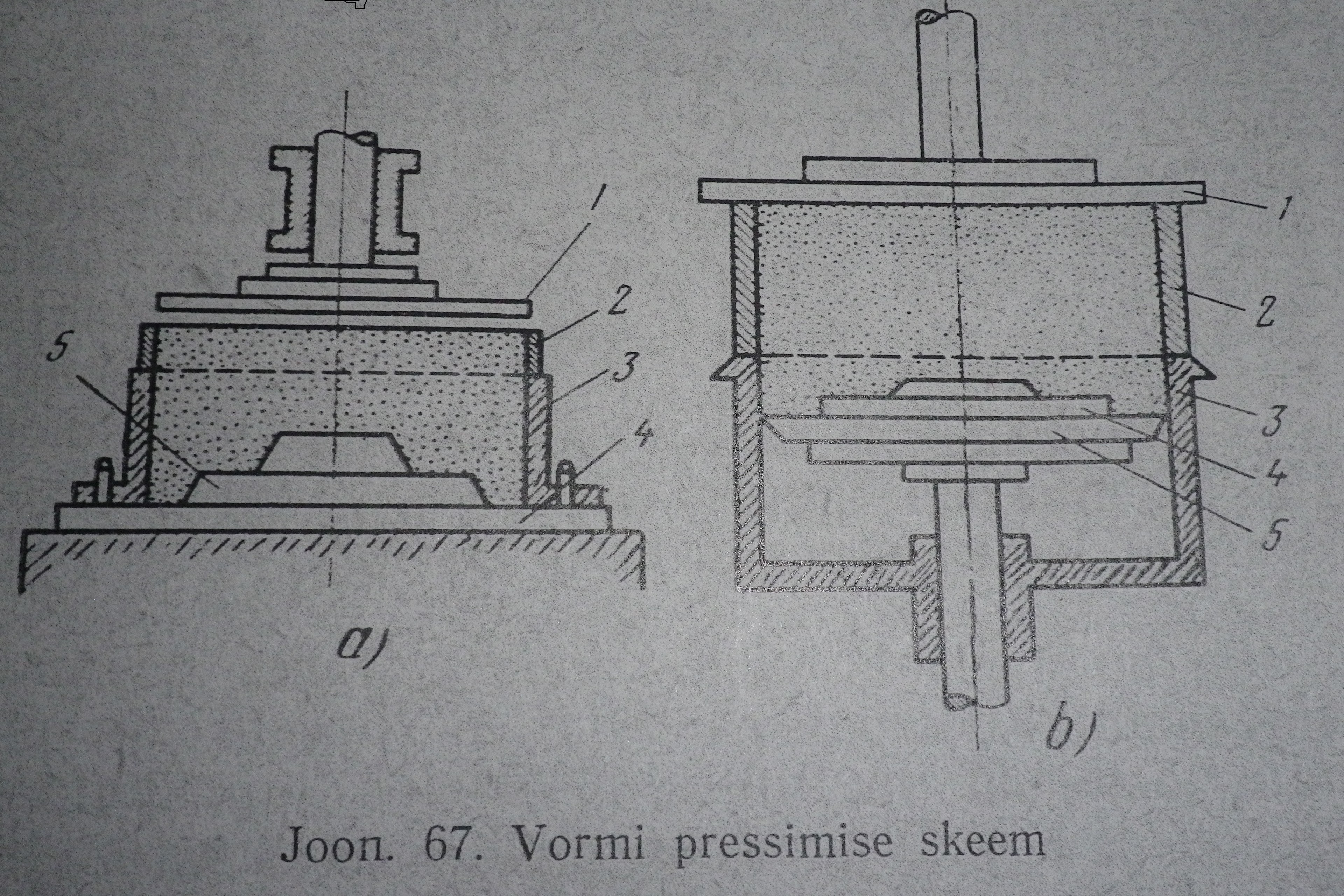
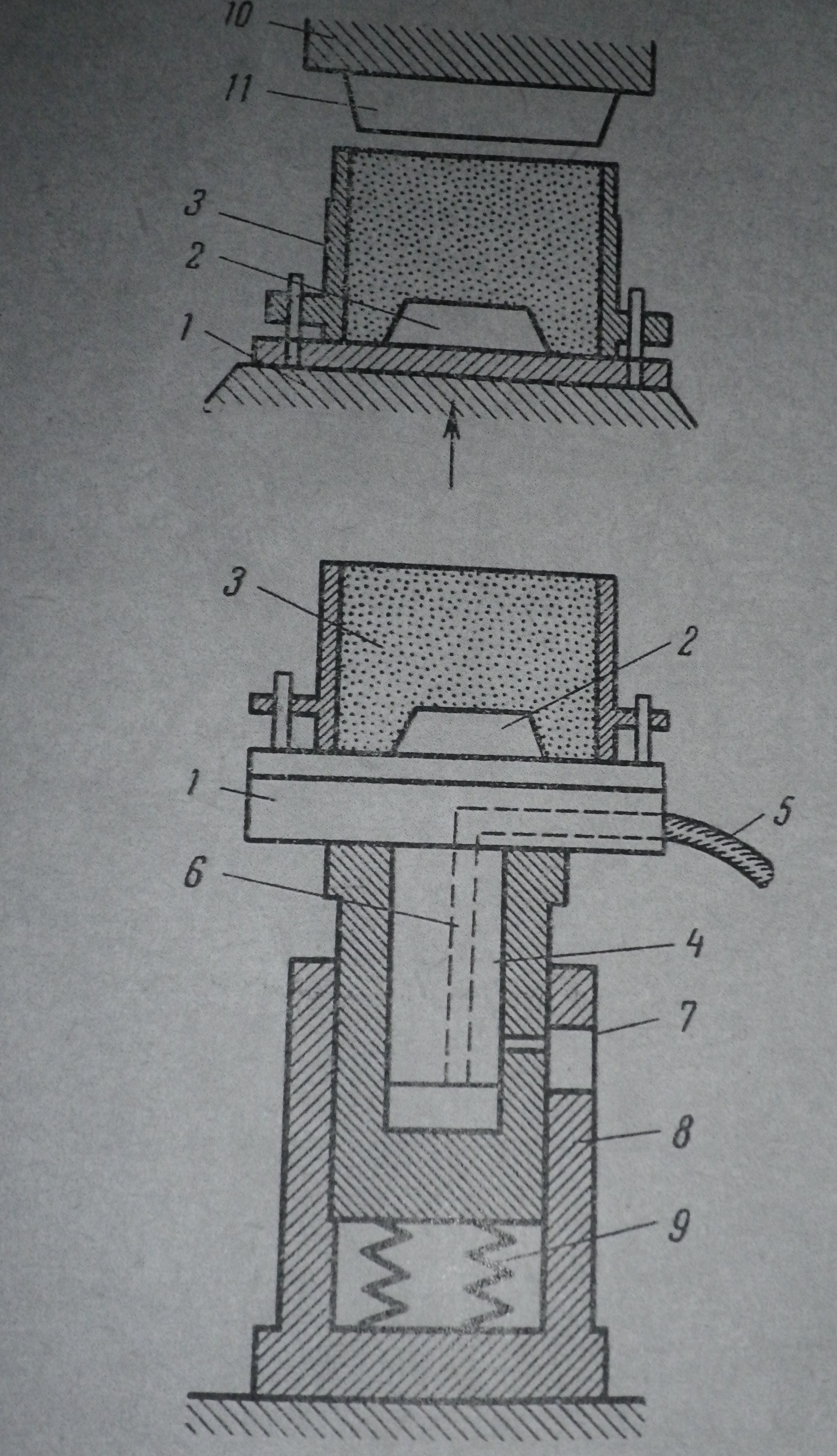
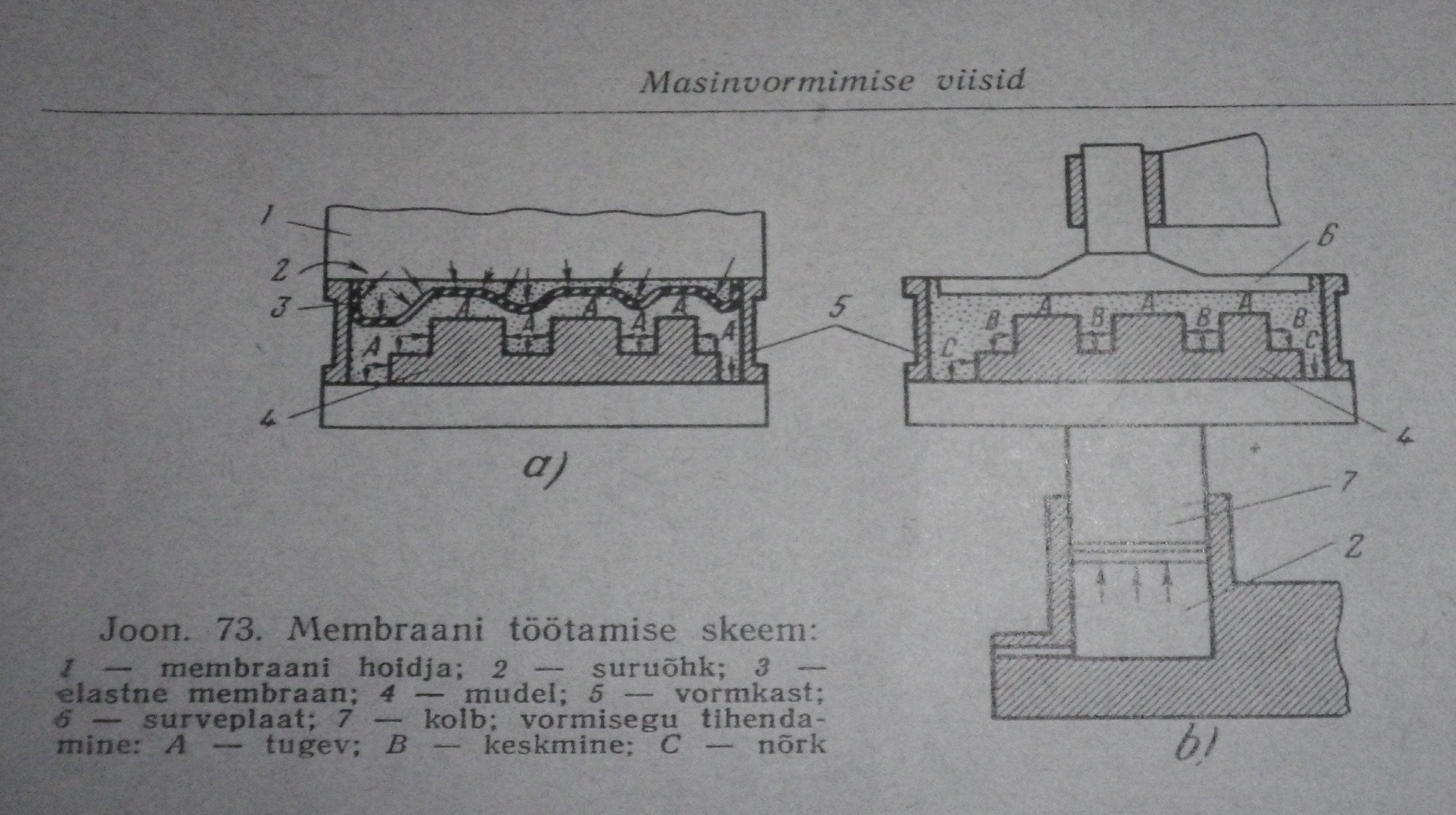
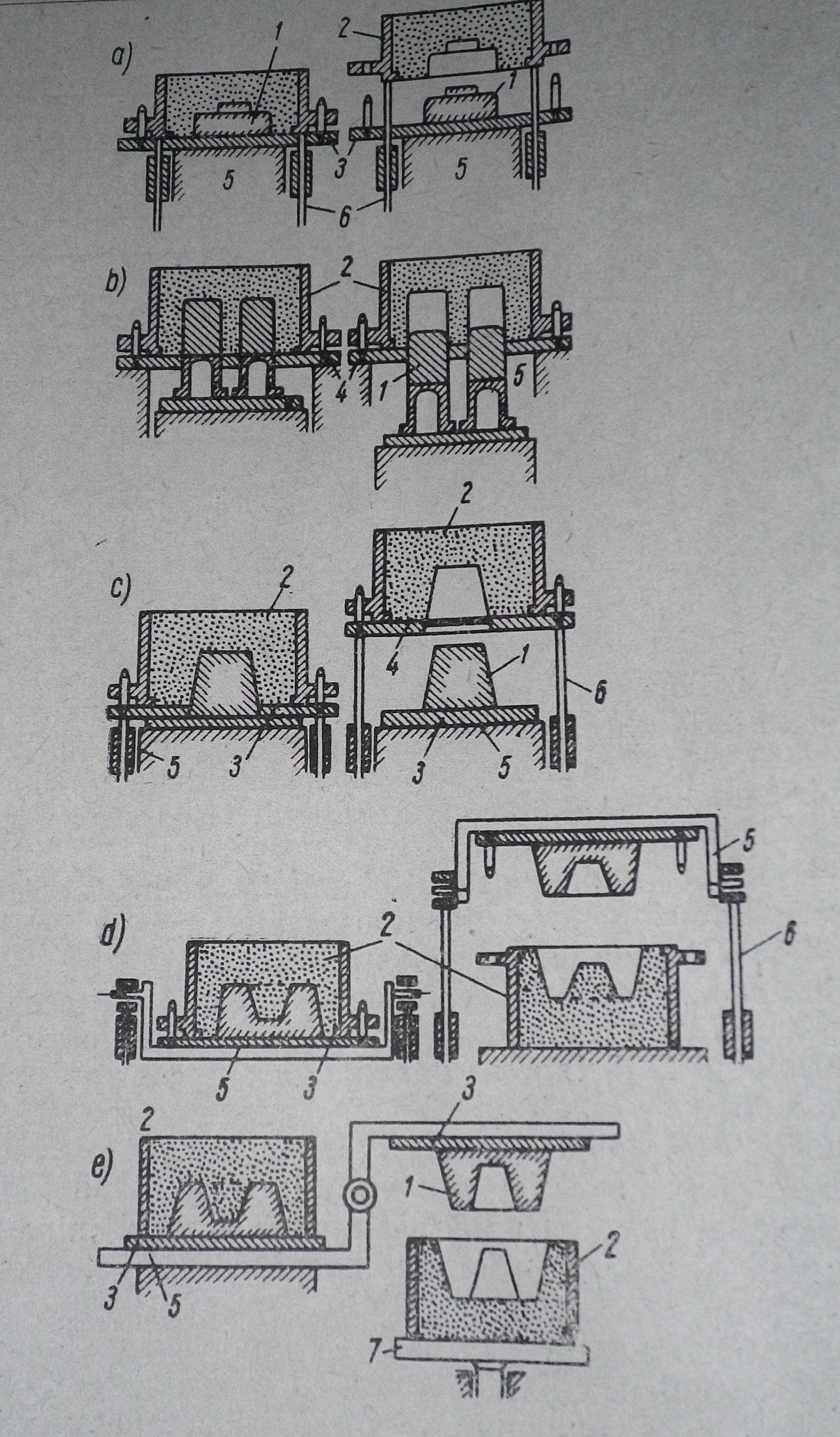
3. joonestada mudeli joonis (mudelplaadi) 4. joonestada koostatud vormi joonis koos vormikasti, kärni ja valu kanalite süsteemi elementidega 5. anda vormimis- ja valamisoperatsioonide kirjeldus kuni valandi kvaliteedi kontrollini. + skeem Töö Hinne 85 punkti 100st Hinde viis alla: töötlusvaru (-5%); mudelplaadid (-5%); koostatud valuvorm (-5%) Detaili joonis. v. 18 Masinvormimine Kasutatakse valuvormide sari- ja masstootmisel. Vormitakse kahte vormikasti ning kasutatakse mudeli asemel mudelplaate. (Vormitakse ka vormikastita või virnvormimise, kärnvormimise, põrand- või vaakumvormimise meetodi teel.) Põhioperatsioonid, seguga täitmine, tihendamine ning mudelplaatide eemaldamine vormist, on mehhaniseeritud, mis tagab suurema täpsuse ning tootlikkuse.
Autorid: Priit Kulu Jakob Kübarsepp Enn Hendre Tiit Metusala Olev Tapupere Materjalid Tallinn 2001 © P.Kulu, J.Kübarsepp, E.Hendre, T.Metusala, O.Tapupere; 2001 SISUKORD SISSEJUHATUS ................................................................................................................................................ 4 1. MATERJALIÕPETUS.............................................................................................................................. 5 1.1. Materjalide struktuur ja omadused ...................................................................................................... 5 1.1.1. Materjalide aatomstruktuur........................................................................................................... 5 1.1.2. Materjalide omadused ..........................
1) Nuivibraatorid. Allen Engineering Corporation nuivibraatorid Köik nuivibraatorid töötavad bensiinimootoriga. Kergeimal mudelil on mootor käepideme küljes. Keskmist tüüpi nuivibraatori mootor ripub rihmadega betoneerija seljas. Suurim, kahe nuiaga komplekt, saab töövoolu bensiinimootori körgsagedusgeneraatorist. Firma "Tremix" edasimüüja Eestis AS TALLMAC pakub erineva konstruktsiooniga nuivibraatoreid (tabel ): · täismehhaanilisi tüüp 1 mis koosneb mootorist, vahetükist, võllist ja vibraatornuiast. Mootoriga ühendatakse vahetüki abil erineva pikkusega võll ning erineva diameetriga tööorgan. · tüüp 2 - kergeid nuivibraatoreid, , mis koosneb mootorist ja tööorganist koos võlliga. Seda kasutatakse väikesemahuliste betoneerimistööde tegemisel · tüüp 3 - kõrgsagedusel töötav nuivibraator mis koosneb sagedusmuundurist ning tööorganist koosvoolujuhtmega. Sagedusmuundajast väljuva voolu sagedus on 200 Hz ja pinge 42 V. 20
ARSENI PALU EHITUS, EKSPLUATATSIOON SÕIDUTEHNIKA «Valgus» · Tallinn 1976 6L2 P10 Retsenseerinud Uve Soodla Kääne kujundanud Bella G r o d i n s k i Raamatu esimeses osas kirjeldatakse meil enamlevi- nud mootorrataste, motorollerite ja mopeedide ehi- Eessõna tust ning töötamist. Teises osas käsitletakse kõigi nimetatud sõidukite hooldamist ja rikete otsimist- Mootorrattaid (motorollereid ja mopeede) käsutatakse kõrvaldamist Kolmandas osas antakse nõu õige ja peamiselt isiklike sõidukitena. Nad säästavad aega igapäe- ohutu sõidutehnika õppimiseks. vastel tarbekäikudel, võimaldavad huvitavalt veeta nädala- Raamat on mõeldud kõigile, kes tunnevad huvi
Erakorralise meditsiini tehniku käsiraamat Toimetaja Raul Adlas Koostajad: Andras Laugamets, Pille Tammpere, Raul Jalast, Riho Männik, Monika Grauberg, Arkadi Popov, Andrus Lehtmets, Margus Kamar, Riina Räni, Veronika Reinhard, Ülle Jõesaar, Marius Kupper, Ahti Varblane, Marko Ild, Katrin Koort, Raul Adlas Tallinn 2013 Käesolev õppematerjal on valminud „Riikliku struktuurivahendite kasutamise strateegia 2007- 2013” ja sellest tuleneva rakenduskava „Inimressursi arendamine” alusel prioriteetse suuna „Elukestev õpe” meetme „Kutseõppe sisuline kaasajastamine ning kvaliteedi kindlustamine” programmi Kutsehariduse sisuline arendamine 2008-2013” raames. Õppematerjali (varaline) autoriõigus kuulub SA INNOVEle aastani 2018 (kaasa arvatud) ISBN 978-9949-513-16-1 (pdf) Selle õppematerjali koostamist toetas Euroopa Liit Toimetaja: Raul Adlas – Tallinna Kiirabi peaarst Koostajad: A
Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Ain Tulvi LOGISTIKA Õpik kutsekoolidele Tallinn 2013 Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Käesolev õppematerjal on valminud „Riikliku struktuurivahendite kasutamise strateegia 2007- 2013” ja sellest tuleneva rakenduskava „Inimressursi arendamine” alusel prioriteetse suuna „Elukestev õpe” meetme „Kutseõppe sisuline kaasajastamine ning kvaliteedi kindlustamine” programmi „Kutsehariduse sisuline arendamine 2008-2013” raames.
Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Ain Tulvi LOGISTIKA Õpik kutsekoolidele Tallinn 2013 Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Käesolev õppematerjal on valminud „Riikliku struktuurivahendite kasutamise strateegia 2007- 2013” ja sellest tuleneva rakenduskava „Inimressursi arendamine” alusel prioriteetse suuna „Elukestev õpe” meetme „Kutseõppe sisuline kaasajastamine ning kvaliteedi kindlustamine” programmi „Kutsehariduse sisuline arendamine 2008-2013” raames.
























Kõik kommentaarid