..................................................................................................8 8. Elektroodi asend ja liikumine.....................................................................................9 9. Käsikaarkeevituse seadmed......................................................................................10 10. Kaitsegaasis keevitamine........................................................................................11 11. Keevitamine sulamatu elektroodiga e. TIG keevitus (Tungsten Inert Gas)............11 12. Keevitamine sulava elektroodiga e. MIG/MAG keevitus......................................12 13. MIG/MAG keevituse tehnoloogia..........................................................................13 ......................................................................................................................................16 15. Kontakt- ehk punktkeevitus....................................................................................17 16
Käsikaarkeevitus MMA 6 Käsikaarkeevituse tehnoloogia 7 Keevitusvoolu ja elektroodi läbimõõdu valik 8 Kaare süütamine 8 Elektroodi asend ja liikumine 9 Käsikaarkeevituse seadmed 10 Kaitsegaasis keevitamine 11 Keevitamine sulamatu elektroodiga e. TIG keevitus 11 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 12 MIG/MAG keevituse tehnoloogia 13 MIG/MAG keevituse seadmed 15 Kontakt e. punktkeevitus 16 Plasmakeevitus 17 2 Elektrikeevitus Keevitamiseks nimetatakse metalldetailide ühendamist nende kokkupuutekoha kohaliku kuumutamise teel kuni
Käsikaarkeevitus MMA 7 Käsikaarkeevituse tehnika 9 Keevitusvoolu ja elektroodi läbimõõdu valik 9 Kaare süütamine 10 Elektroodi asend ja liikumine 10 Käsikaarkeevituse seadmed 12 Kaitsegaasis keevitamine 13 Keevitamine sulamatu elektroodiga e. TIG keevitus 13 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 14 MIG/MAG keevituse tehnika 16 MIG/MAG keevituse seadmed 18 Elektroodid 19 Varraselektroodid 19 Keevitustraat 21 Abivahendid 21 Vead keevitamisel 22
...............................................................................................3-7 3.kaitsevahendid …...................................................................................................8-9 4.Elektroodid...............................................................................................................9 5.Varraselektroodid käsikaarkeevituseks ….......................................................9-10 6.Keevitamine sulava elektroodiga e. MIG/MAG keevitus ….............................10 7.vead keevitamisel..................................................................................................10 8.Kokkuvõtte............................................................................................................11 9.kasutatud kirjandus..............................................................................................12 2 Sissejuhatuses
Termomeetodid, kus kasutatakse soojusenergiat (kaar-, plasma-, räbu-, elektronkiirkeevitus jt.). Termomehaanilised meetodid, kus kasutatakse nii soojusenergiat kui mehaanilist jõudu (elekterkontaktkeevitus). Mehaanilised meetodid, kus kasutatakse ainult mehaanilist energiat (ultraheli-, külm-, hõõrde- ja plahvatuskeevitus). Tänapäeval enamkasutatavad keevituse liigid on: käsikaarkeevitus keevitus kaitsva gaasi keskkonnas (MIG, MAG, MIG/MAG, TIG) kontaktkeevitus plasmakeevitu Sissejuhatus elektrikaarkeevitusse Kaarkeevitamine e. elektrikaarkeevitamine on enimkasutatav keevitusmeetod (protsess). Kaarkeevitamisel kasutatakse elektrikaare poolt eralduvat soojusenergiat. Kaarkeevitus on termiline protsess, mis võimaldab metalliosakestel üksteisele läheneda ja üksteisega liituda, nii et seejuures moodustub keevisliide
Autode ja remondiosakond Autotehniku töövahendid Referaat Juhendaja : Üllar Kivi Tartu 2012 Sisukord 2 Contents Sissejuhatus:.......................................................................................................... 3 MIG-MAG Keevitus.................................................................................................. 4 MIG/MAG keevituse seadmed................................................................................. 5 Kasutus................................................................................................................... 7 Keevitusõmblus...................................................................................................... 8 Kaitsevahendid................................
................................................................................................................................. 9 1.3. Keevisliidete liigid ................................................................................................................................ 10 1.4. Keevisõmbluste liigid............................................................................................................................ 12 2. Kattega elektroodiga käsikaarkeevitus (MMA) e. elektroodkeevitus .................................................. 14 2.1. Käsikaarkeevituse skeem sulava elektroodiga ...................................................................................... 14 2.2. Keevitusseadmed................................................................................................................................... 15 2.2.1. Keevitustransformaator ...............................................................................................................
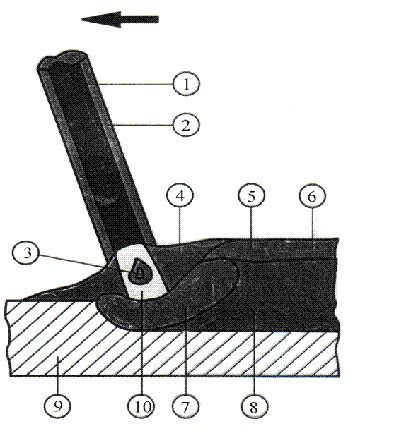
järgi tähistatakse keevitusasendeid tähekombinatsiooniga, USA standardi järgi (AWS) tähe-numbrikombinatsiooniga (vt tabel 3) Kõige kasutatavam ja kõige parema kvaliteedi tagab nn põrandaasend e asend PA (USA tähistus: 1G põkkliidetel ja 1F nurkliidetel). [1:16] Väga tihti kasutatakse mitmesuguste konstruktsioonide keevitamisel ka asendit PB, kui on tegemist nurkõmbluste koostamisega. Nurkõmbluse puhul PB asendis hoitakse elektroodi nurga keskel, kui nurk on 90°, siis elektrood liigub 45° nurga all ja liikumise suunas ca 70° nurga all. Asend PC on nn seinaasend, kus liikumine toimub horisontaalselt, elektrood on liikumise suunas kaldu ca 70°. Asend PD on ülanurkasend, Kus elektrood liigub nurga keskel. Asend PE on nn laeasend, mille puhul elektroodi kalle on liikumise suunas ca 70° Asend PF on nn seinaasend, mille puhul elektroodi liikumine ja õmbluse moodustumine toimub vertikaalselt alt üles. Elektroodi põlev ots on suunatud kergelt ülespoole ning
























Kõik kommentaarid