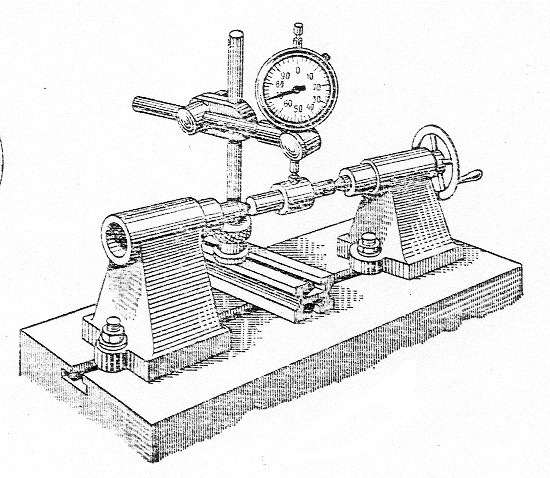
LABORATOORNE TÖÖ 5 Astmelise võlli radiaalviskumise mõõtmine Töö käik 1. Tutvusin radiaalviskumismõõdikuga, indikaatorkellaga ja selle hoidikuga. 2. Tegin võlli eskiisi, mõõtsin nihikuga võlli läbimõõdud ja kandsin need eskiisile. 3. Seadsin võlli radiaalviskumismõõdikusse. 4. Kinnitasin indikaatori hoidikusse ja seadsin hoidiku nii, et indikaatori mõõtevarb oleks risti mõõdetava pinnaga. Indikaatori mõõtevahemik esimesed 10 skaalajaotist osuti teise pöörde algusest on
LABORATOORNE TÖÖ 5 Astmelise võlli radiaalviskumise mõõtmine 0,80 0,16 0,20 34,2 18,1 16,1 Mõõtetulemused Mõõd. Indikaatori lugem Radiaal- Läbimõõt Lubatud Täpsus- Koht Suurim Vähim viskum. nihikuga rad. visk aste
5. Soovitatavad istud. Istude rahvuslikud süsteemid 2 6. Istude kujundamise põhimõtted 2 Istude analüüs ja süntees 7. Liistliidete tolerantsid. 2 Üldtolerantsid 8. Geomeetrilised hälbed. Kujuhälbed. 2 Suunahälbed 9. Viskumise hälbed. Asetsemise hälbed. Lähted 2 Nurkade ja koonuste hälbed ja tolerantsid 10. Pinnahälbed. Pinnakaredus, lainelisus, mõõtmine 2 11. Valutoodete ja keevitatud toodete tolerantsid 2 Keermete ja hammasrataste hälbed 12. Laagrite istude tolereerimise põhimõtted 2 Kaliibrite tolereerimise põhimõtted 13. Mõõtahel. Analüüs. Min-max meetod. 2 Tõenäosusmeetod 14. Mõõtmete ja tolereerimise vektorkäsitlus 2 Hälvete statistiline käsitlus. Hajuvus. 15. Hälvete kontroll. 2 Arvutite kasutamine
15 2.2.2. Mittepurustavad katsed Metalltoodete mittepurustava kontrolli meetodite ülesandeks on - defektide avastamine toodete pinnal või nende sisemuses (poorid, praod, räbulisandid jms); - materjalide keemilise koostise ja struktuuri määramine; - füüsikaliste ja mehaaniliste omaduste mõõtmine (soojus- ja elektrijuhtivus, kõvadus jt); - tehnoloogiliste protsesside pidev kontroll (toote pikkus, paksus, pinnakvaliteet jt). Mittepurustavad kontrollmeetodid võib jagada mitmesse rühma, millest põhilised on - kõvaduse määramise meetodid; - radiograafiameetodid; - ultrahelimeetodid; - magnetmeetodid; - kapillaarmeetodid; - elektrilised meetodid.
2. Lukksepatööd. 2.1. Lukksepatööde liigid ja nende ülesanne. Lukksepatööd kuuluvad metallide lõiketöötlemise hulka. Neid tehakse nii käsitsi kui ka mehaniseeritud tööriistade abil. Lukksepatööde eesmärk on anda töödeldavale detailile vajalik kuju, mõõtmed ja pinnakaredus. Töö kvaliteet sõltub lukksepa oskusest ja vilumusest, kasutatavatest tööriistadest ja töödeldavast materjalist. Lukksepatööde operatsioonid on märkimine, raiumine, õgvendamine ja painutamine, lõikamine käsisae ja kääridega, viilimine, puurimine, süvistamine ja hõõritsemine, keermetamine, neetimine, kaabitsemine, soveldamine ja plankimine, jootmine ja liimimine. Detailide valmistamisel sooritatakse lukksepatööoperatsioonid kindlaksmääratud järjekorras. Kõigepealt tehakse need operatsioonid, mille tulemusena saadakse toorik. Lukksepaoperatsioonid jagunevad - ettevalmistusoperatsioonideks nagu väljalõikam
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Jüri Pirso PAAGUTATUD TRIBOMATERJALID Loengukonspekt aines ,,Tribotehnilised materjalid ja pinded" Tallinn 2003 1 PAAGUTATUD TRIBOMATERJALID EESSÕNA Kulumine on üks peamisi põhjusi, mis määrab masinate ja mehhanismide tööea Kulumise tekitatud kahju kogu maailma majandusele hinnatakse sadadesse miljarditesse dollaritesse aastas. Kulumisest tekitatud kahju erinevate kulumisliikide järgi hinnatakse järgmiselt: abrasiivkulumist (50% kogukahjust) hõõrdekulumist (15%), erosioonkulumist ( 8%), frettingust (8%), keemilist (5%). Kulumisliike on käsitletud loengukonspektis: I.Kleis ,,Triboloogia lühikursuses" 1996. Siinkohal on toodud ainult lühike informatsioon nende kulumisliikide kohta, mida käsitletakse käesolevas loengukonspektis. Kulumise negatiivse mõju vähendamiseks kasutatakse mitmeid v
Mootor Mootoriks nimetatakse masinat, milles muundatakse mingi energia mehhaaniliseks energiaks. Traktorimootorites toimub kütuse põlemisel tekkiva soojusenergia muundamine mehhaaniliseks energiaks ja edasi generaatoris, mille käitab mootor, elektrienergiaks. Kuna kütuse põlemine toimub mootori silindris, siis nimetatakse seda mootorit veel sisepõlemismootoriks. Sisepõlemismootoreid liigitatakse küttesegu süütamise viisi järgi: Diiselmootor survesüüde Ottomootor sädesüüde Töötsükli osade arvu järgi:
sile, ning teine staatilise purunemise ala, mis hari- likult on kiuline või kare. Mittepurustavad katsed Metalltoodete mittepurustava kontrolli (MPK) meeto- dite ülesanneteks on 1) defektide avastamine toodete pinnal või nende sisemuses (poorid, praod, räbulisandid jms.); 2) materjalide keemilise koostise ja struktuuri F määramine; 3) füüsikaliste ja mehaaniliste omaduste mõõtmine (soojus- ja elektrijuhtivus, kõvadus jt.); Sele 1.8. Väsimusteimi skeem pöörleva painde korral 4) tehnoloogiliste protsesside pidev kontroll (toote pikkus, paksus, pinnakvaliteet jt.) Mittepurustavad kontrollimeetodid võib jagada mitmesse rühma, millest põhilised on - kõvaduse määramise meetodid, 2






















Kõik kommentaarid