Elektroodi tähistamine EN499 järgi 1 2 3 4 5 6 7 8 E 38 0 - RC 2 1 H5 1. Protsessi tähis 2. Keevismetalli mehaanilised omadused 3. Töötingimused 4. Elektroodi varda keemiline koostis 5. Kattetüüp 6. Voolu tüüp 7. Positsiooni tähis 8. Vesiniku sisaldus kattes MIG/MAG keevitus MIG protsess-poolautomaat keevitus inertgaasi keskkonnas tunnusnumber 131 kaitsegaasideks Ar,He(Ar+He)Keevitatakse värvilisi metalle ja roostevaba terast. MAG protsess-poolautomaat keevitus aktiivgaasi keskkonnas tunnus nr 135 kaitsegaasideks CO2(Ar+CO2)keevitatakse musti metalle. INERTGAASID-ei osale keevituse keemilises protsessis. AKTIIVGAASID-osalevad keemilises protsessis MIG/MAG keevitus-nimetatakse poolautomaadiks selle tõttu, et elektroodi etteanne on mehhaniseeritud.
..................................................................................................8 8. Elektroodi asend ja liikumine.....................................................................................9 9. Käsikaarkeevituse seadmed......................................................................................10 10. Kaitsegaasis keevitamine........................................................................................11 11. Keevitamine sulamatu elektroodiga e. TIG keevitus (Tungsten Inert Gas)............11 12. Keevitamine sulava elektroodiga e. MIG/MAG keevitus......................................12 13. MIG/MAG keevituse tehnoloogia..........................................................................13 ......................................................................................................................................16 15. Kontakt- ehk punktkeevitus....................................................................................17 16
Käsikaarkeevitus MMA 6 Käsikaarkeevituse tehnoloogia 7 Keevitusvoolu ja elektroodi läbimõõdu valik 8 Kaare süütamine 8 Elektroodi asend ja liikumine 9 Käsikaarkeevituse seadmed 10 Kaitsegaasis keevitamine 11 Keevitamine sulamatu elektroodiga e. TIG keevitus 11 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 12 MIG/MAG keevituse tehnoloogia 13 MIG/MAG keevituse seadmed 15 Kontakt e. punktkeevitus 16 Plasmakeevitus 17 2 Elektrikeevitus Keevitamiseks nimetatakse metalldetailide ühendamist nende kokkupuutekoha kohaliku kuumutamise teel kuni
Käsikaarkeevitus MMA 7 Käsikaarkeevituse tehnika 9 Keevitusvoolu ja elektroodi läbimõõdu valik 9 Kaare süütamine 10 Elektroodi asend ja liikumine 10 Käsikaarkeevituse seadmed 12 Kaitsegaasis keevitamine 13 Keevitamine sulamatu elektroodiga e. TIG keevitus 13 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 14 MIG/MAG keevituse tehnika 16 MIG/MAG keevituse seadmed 18 Elektroodid 19 Varraselektroodid 19 Keevitustraat 21 Abivahendid 21 Vead keevitamisel 22
Gaasivõrgu ühendusest koos reduktoriga Keevituspõleti koosneb: Gaasisuunajast(a) Lülitist(b) Käepidemest(c) Keevituspõleti otsik koosneb: 8 Gaasisuunajast Vooluotsikust Vooluotsiku kinnituspesast MIG/MAG keevituseade terves koosseisus 9 MIG-MAG keevitusprotsessi kirjeldus MIG-MAG keevitus jaguneb kasutatava kaitsegaasi järgi kahte gruppi: 5. Traatkeevitus inertgaasi keskkonnas e MIG – metal-arc inert gas, keevitusprotsessi tunnusnumber vastavalt standardi EN ISO 4063 järgi on 131. Kõige levinum keevitusel kasutatav inertgaas on argoon, Ar. Vähem kasutatakse heeliumit. 6. Traatkeevitus aktiivgaasi keskkonnas e MAG – metal-arc activ gas, keevitusprotsessi tunnusnumber vastavalt standardi EN ISO 4063 järgi on täistraatkeevitus 135 ja
Autode ja remondiosakond Autotehniku töövahendid Referaat Juhendaja : Üllar Kivi Tartu 2012 Sisukord 2 Contents Sissejuhatus:.......................................................................................................... 3 MIG-MAG Keevitus.................................................................................................. 4 MIG/MAG keevituse seadmed................................................................................. 5 Kasutus................................................................................................................... 7 Keevitusõmblus...................................................................................................... 8 Kaitsevahendid................................
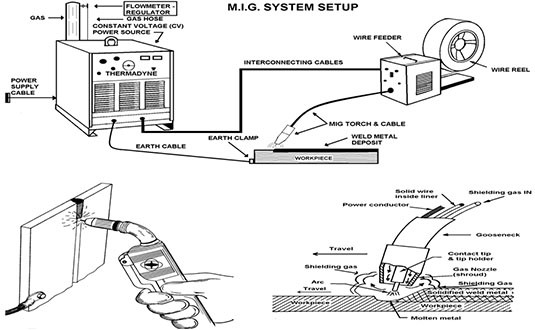
keevitustraati (joonisel näitamata). Keevitusvooluna kasutatakse vastupolaarset (DC+) alalisvoolu, kus elektrood ühendatakse vooluallika +klemmiga. Keevitusvool antakse energiakadude vähenda- miseks keevitustraadile keevituspüstolisse kinnitatud voolukontakti abil vahetult enne keevituskaart. Keevituskaare piirkonda kaitstakse sinna juhitava kaitsegaasi joaga. MIG/MAG-keevitust loetakse poolautomaatseks, kuna elektroodi etteandmine on mehhaniseeritud, keevitusliikumine e keevitus püstoli liikumine piki õmblust toimub keevitaja käe abil. Keevitustraat Kanal Voolukontakt Elektrikaar Gaas + Põhimetall Joonis 1.1. MIG/MAG-keevituse põhimõtte skeem.
Termomeetodid, kus kasutatakse soojusenergiat (kaar-, plasma-, räbu-, elektronkiirkeevitus jt.). Termomehaanilised meetodid, kus kasutatakse nii soojusenergiat kui mehaanilist jõudu (elekterkontaktkeevitus). Mehaanilised meetodid, kus kasutatakse ainult mehaanilist energiat (ultraheli-, külm-, hõõrde- ja plahvatuskeevitus). Tänapäeval enamkasutatavad keevituse liigid on: käsikaarkeevitus keevitus kaitsva gaasi keskkonnas (MIG, MAG, MIG/MAG, TIG) kontaktkeevitus plasmakeevitu Sissejuhatus elektrikaarkeevitusse Kaarkeevitamine e. elektrikaarkeevitamine on enimkasutatav keevitusmeetod (protsess). Kaarkeevitamisel kasutatakse elektrikaare poolt eralduvat soojusenergiat. Kaarkeevitus on termiline protsess, mis võimaldab metalliosakestel üksteisele läheneda ja üksteisega liituda, nii et seejuures moodustub keevisliide

















Kõik kommentaarid