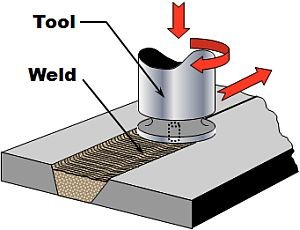
Hõõrdkeevitus on suhteliselt uus liitmise tehnoloogia, mis leiutati aastal 1991 TWI (The Welding Institute) poolt. Protsess toimub tavaliselt temperatuuril 0,8 materjalisulamistemperatuuri ning liitmine saavutatakse piltlikult sepistamisega. Liidetavad materjalid on keevitamise jooksul jäigalt kinnitatud rakistusega. Keevitamine toimub silindrikujulise kulumatutööriistaga, mille otsas on väike sond. Protsessi juures pole tarvidust täitetraadile ning kaitsegaasile. Parameetrid, millega protsessi juhitakse on tööriista pöörlemiskiirus, liikumiskiirus kui ka tööriista mõõtmed ning selle allasurumisjõud. Pöörlev tööriist surutakse liitesse kuni õlg kontakteerub detaili pinnaga. Tööriista pealesurumisest ning selle pöörlemisest põhjustatud hõõrdumise tagajärjel tekkiv soojus põhjustab liidetavates detailides viskoosse-plastilise olukorra, mis on eelduseks liite tekkimisele. Keevituse kestel liite ümbruses materjal soojendatakse tööriista perifeeria ümber ni
Referaat: Keevitamine Koostaja: Õpperühm: Tallinn 2008 1 Sisukord: Sisukord:....................................................................................................................................................2 1. Sissejuhatus .......................................................................................................................................... 3 2. Kaarkeevitus..........................................................................................................................................3 2.1 Kaarkeevituse seadmed...................................................................................................................6 3. Kaitsevahendid......................................................................................................................................6 4. Keevituselektroodid...................................................................................................



















Kõik kommentaarid