Anton Adoson PINNAKAREDUSE MÕÕTMINE LABORITÖÖ NR. 02 Õppeaines: MÕÕTMINE JA TOLEREERIMINE Transporditeaduskond Õpperühm: AT 11/21 Juhendaja: J.Tuppits Esitamise kuupäev: 03.12.2015 Allkiri: Tallinn 2015 1. Töö vahendid: Nr
LABORATOORNE TÖÖ Õppeaines: TOLEREERIMINE JA MÕÕTETEHNIKA Transporditeaduskond Õpperühm: KMI 21 Juhendaja : lektor Juhan Tuppits Esitamisekuupäev Üliõpilase allkiri Õppejõu allkiri Tallinn 2015 Laboratoorne töö nr 1 Silindri siseläbimõõdu mõõtmine siseindikaatoriga. Detail nr 37. Töö käik: 1.Mõõdan silindri läbimõõdu nihikuga. Saadud mõõde on seade mõõde. 2.Valin sobiva liikumatu mõõtevarda, keeran selle mõõteriista keresse nii, et siseindikaatori silindrisse asetades näitab indikaator ühte täispööret. 3.Sean siseindikaatori seadmemõõtme nulli. 4.Mõõdan silindrit kolmest eri kohast, igas kohas kahes risti sihis ja kannan mõõtetulemused tabelisse. Mõõteskeem:
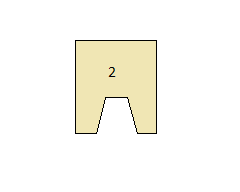
Isiklik kood: 082804 MAHB-32 Juhendaja: Töö tehtud: Esitatud: Arvestatud: Andres Laansoo 27.10.2009 4.11.2009 Ülesanne 1 Hindan nõudeid töödeldavate pindade täpsusele ja pinnakaredusele. Töödelda on vaja pinnad 1 ja 2. Pindade töötlemiseks on vajalik arvestada nõutud pinnakaredusega, milleks on 3,2 µm ja sümbol ise näitab, vastav pinnakaredus tuleb saavutada laastu eraldamise teel. Täpsuse ja pinnakareduse saamiseks on mõistlik kasutada piki- ja otsatreimist. Treimist tuleb kasutada just seetõttu, et töödeldav pind number 1 on pöördpind ning treimine sobib ka otspinna viimistlemiseks (pind nr. 2). Pikitreimisel tuleb kasutada puhastöötlemist, mitte koorivat töötlemist, muidu oleks pinnakonaruste vahemik olnud liiga suur. Detaili mõõtmete tolerants on üsna suur, seega ei ole mõtet kasutada väga
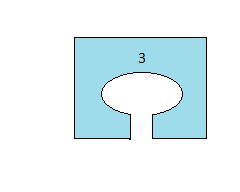
Tallinna Tehnikaülikool Materjalitehnika instituut Kodutöö nr.3 Lõiketöötlus Nimi: Tallinn 2009 Töödeldav detail (joonis1.) millel peab töötlema pinnad 1 ning 2 on hallmalmist valatud detail. Töödeltavate pindade lubatud tolerants on toodud rahvusvahelise tolerantsijärguga H12, h12+- IT12/2. Määratud pinnakaredus detaili pindadele 1 ja 2 on 6,3m. Vastavalt pinnakaredusele ning tolerantsile tuleb valida optimaalne lõiketöötlus viis. Kuna mõlemad pinnad, mida peab töötlema on silindri otspinnad (sümmeetrilised) siis valin töötlusviisiks universaalse treipingi ning kasutan treimisel paenutatud otsatera. Otsatreimisel on saavutatav ka soovitud pinnakaredus. (tabel 1 järgi). Kui detaili toodetakse masstootmises siis on otstarbekas kasutada au
kasutusele võtmine masinaehituses. See on viinud ala väga kiirele arenguteele ja võib öelda, et sellega on kolm aastatuhandet kestnud rauaaeg lõppenud ja alanud on küberajastu. Ka TTK-s on toimunud viimastel aastatel kiire areng, kus kasutusele on võetud kaasaja uusimad CNC tööpingid. 1 EESMÄRK... ... on valmistada detail, mis vastab joonisel etteantule kuju, mõõtmete, pinnakareduse või muude parameetrite järgi. JA SISU... ... on a) erinevate pindade, rangelt tehnoloogilise protsessi skeemi järgi, järjestikune töötlemine. b) toimub vajaliku töötlemisvaru eemaldamine erine vatelt töödeldavatelt pindadelt. 2 MIS ON VAJALIK DETAILI VALMISTAMISEKS? See on terve kompleks materiaalset- ja inimresurssi. · Inimene (motivatsioon, tahe, tervis, teadmised, oskused,
kõrgtasemel, seega teadusliku metroloogia ülemine tase. 2. Tööstusmetroloogia tegeleb mõõtevahenditega ja katsetuste, kalibreerimistega ning mõõtmistega tootmistasemel. 3. Legaalmetroloogia tegeleb õiguslike küsimustega mõõtmistega seoses, nt taatlus. 2. MÕÕTMISE JA MÕÕTESUURUSEGA SEOTUD MÕISTED Mõõtmine on praktiline tegevus, millega saadakse üks või mitu väärtust, mida saab põhjendatult omistada mõõdetavale objektile. - mõõtmine ei ole otseselt rakendatav kvalitatiivsete tunnuste korral; - mõõtmine tähendab suuruste võrdlemist, kuid hõlmab ka objektide loendamist; - mõõtmine eeldab, et mõõdetav parameeter on sobiv mõõtetulemuse kasutuseesmärgiga ning on olemas mõõteprotseduur ja kalibreeritud mõõtevahend ning kindlaksmääratud mõõtetingimused. - ainehulga mõõtmist, mille käigus määratakse uuritavas objektis ühe või mitme aine sisaldust,nimetatakse sageli keemiliseks analüüsiks.
Andmete genereerimine...............................................................3 1.3Arvutuskäik............................................................................................................ 3 01.3.1. Telje pikkuse I korrigeerimine eelisarvude rea järgi.....................................3 01.3.2. Telje läbimõõdu d korrigeerimine eelisarvude rea järgi...............................4 01.3.3. Korrigeeritud telje läbimõõdule tolerantsi leidmine ja pinnakareduse parameetrite määramine teljele............................................................................... 4 1.4Kokkuvõte............................................................................................................... 5 1.5Järeldused............................................................................................................... 5 1.6Viidatud allikad.................................................................................................
1. Töö eesmärk. Kallibreerida galvanomeeter etteantud mõõtepiirkonnaga voltmeetriks. Määrata voltmeetri täpsusklass. 2. Töövahendid. Galvanomeeter GVM 22c, etalonvoltmeeter B7-23, kaks takistusmagasini, alalispingeallikas. 3. Töö teoreetilised alused. Mõõteriista kalibreerimine on protseduur, kus mõõteriista skaala jaotistega seatakse vastavusse mõõdetava suuruse väärtused etteantud mastaabis. Mõõteriist kalibreeritakse tema valmistamisel mõõtepiirkonna ning otstarbe muutmisel. Galvanomeeter on analoog mõõteriist nõrkade voolude (ca 1A) mõõtmiseks. Selleks, et kasutada galvanomeetrit voltmeetrina, tuleb galvanomeetriga G järjestikku ühendada nn. Eeltakisti RE. Eeltakisti piirab voolu läbi galvanomeetri. Olgu galvanomeetri maksimaalsele näidule vastav pinge U=Ig, kus Ig on siis voolutugevus galvanomeetris ja Rg galvanomeetri sisetakistus. Galvanomeetrist on vaja teha voltmeeter mõõtpiirkonnaga U. Galvanomeetrit ja


















Kõik kommentaarid