Pealistus- ja
liimimisseadmedNeed
seadmed kuuluvad
spooni ettevalmistusseadmete hulka. Spooni
ettevalmistusseadmeteks on giljotiinkäärid, vuukimismasinad,
koostepingid, mis võivad töötada vuugipaberi, termoplastilise
liimi või niidi abil. Liimivaltsid võivad olla konstruktsioonilt
ühe- ja kahepoolse toitesüsteemiga. Liimipressid jagunevad kuum- ja
külmpressideks, ühe- ja paljukorruselisteks. Ühekorruseliste
presside baasil on ehitatud mööblikilpide pealistamise
poolautomaatliinid. Mööblikilpide
servade pealistusseadmed jagunevad ühe- ja kahepoolseteks.
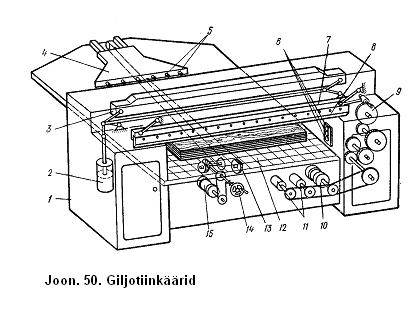
GiljotiinkääridPink on ette nähtud
spoonipakkide puhtaks juurdelõikamiseks ilma järgneva vuukimiseta.
Lõikamine giljotiinkääridel põhineb kahe tasapinnalise
lõikeplaadi liikumisel mööda ühist lõiketasapinda. Lõikeservade
lähenemisel toimub materjali
nihe . Lõike kvaliteet oleneb plaatide
vahekaugusest. Giljotiinkääride lõiketera sooritab libiseva
lõikeliikumise. Juurdelõigatav
spoonipakk asetatakse vastavalt
valgusriba järgi.
Seejärel laskub surve
traveers, surudes spoonipaki vastu töölauda. Traavers käivitatakse
hüdrosilindriga. Pärast vajaliku survejõu saavutamist laskub alla
lõiketera, mis käivitatakse kepsväntmehhanismiga. Tööliikumise
lõppedes seiskub lõiketera ülemises asendis ning survetraavers
vabastab spoonipaki
survest . Spoonipaki ümbernihutamine vajalikule
lõikelaiusele toimub kelguga.
Kelgu ajamiteks on kettülekanne ja
tigureduktor. Kelku on võimalik ümber paigutada ka käsiratta abil.
Spoonipakkide vuukimismasinJuhul kui spoonipakkide
juurdelõikamisel ei saavutata vajalikku pinna kvaliteeti, tehakse
järelvuukimist.
Vuukimismasin võimaldab
töödelda spoonipakke pikkusega kuni 2000 mm.
Vertikaalsed freespead
on paigutatud liikuvale supordile. Mõlemal freespeal on eraldi
ajam .
Esimene freespea teeb jäme-, teine puhastöötluse. Suport pannakse
liikuma piki töölauda hammaslattmehhanismi abil.
Supordi ajamiks on kahe
kiirusastmega
reduktor . Käiku reverseeritakse teekonnalülitiga.
Spoonipakk asetatakse horisontaalsele töölauale ja kinnitatakse
pneumosurveseadme abil.
Seejärel käivitatakse
supordi ajam ning töödeldakse spoonipaki üks serv. Pärast seda
vabastatakse spoonipakk survest ja töödeldakse teine serv.
LiimivaltsidLiimi pealekandmine
liimivaltsidega põhineb kontaktmeetodil. Valtsid on valmistatud
terasest ning olenevalt pealekantava liimi liigist on valtsipind sile
või rihveldatud.
Rihveldatud valtsid
soodustavad liimi
pealekandmist .
Pealekantava liimi kulu
reguleerimiseks varustatakse liimivaltsid doseerimisvaltsidega.
Liimikulu oleneb spoonipinna
karedusest, puidu liigist, liimi viskoossusest ja valtsipinna
faktuurist. Doseerimisvaltsi vahekaugus pealekantavast valtsist
määrabki kindlaks liimikulu.
Liimivaltside pind on kaetud
happekindla kummiga. Selle kummi all paikneb elastsema kummi kiht.
Valtsid käivitatakse tavaliselt ühiselt ajamilt.
Spooni koosteseadmedSpooniribade
koostamiseks täisformaadilisteks
lehtedeks kasutatakse piki- ja ristisuunalise
etteandega koostepinke. Spooniribad ühendatakse vuugipaberi,
termoplastilise niidi või liimiga. Pikisuunaliste koostepinkide
eeliseks on masina konstruktsiooni lihtsus ja kvaliteetne töö,
puuduseks on madal tootlikkus.
Pikisuunalised koostepingid
koosnevad liimlindi ülessulatusküttekehast, niidi
laotusmehhanismist, spooniribade kokkusurumise ja veo
ketastest .
Klaasniidil oleva liimi
ülessulatamine toimub torukujulises küttekehas. Sealt väljudes
suunatakse
niit siksakmehhanismi. Pinnale laotatud niit valtsitakse
üle, liim tahkub ning
ribad ongi ühendatud.
Paljukorruseline hüdropressPressi kasutatakse
mööblikilpide pealistamisel spooni, plastiku või laminaadiga.
Paljukorruselised pressid võivad olla raam- või
sammaskonstruktsiooniga. Mööblitööstuses kasutatavatel pressidel
on raamkonstruktsioon. Raami detailid on omavahel ühendatud
keevisliitega.
Pressiplaadid on valmistatud
kuumuskindlast terasest. Nende sees paiknevad aurukanalid.
Pressiplaadid surutakse kokku
alumise liikuva traaversi abil selle ülesliikumisel. Pressi
hüdroajam koosneb madal- ja kõrgsurveosast. Kõrgsurveosa lülitab
töösse pärast pressiplaatide kokkuviimist. Pressiplaatide
temperatuuri reguleeritakse auru rõhuga. Pressi töösselülitamisel
ja pressiplaatide eelsoojendamiseks viiakse
plaadid kokku.
Paljukorruselised pressid
varustatakse ka esi- ja tagatoitelauaga.
Nende presside puuduseks on:
-pressi täitmise ja
väljalaadimise mehhaniseerimise raskus;
-ebaühtlane pressimisrežiim
pressiplaatide kokkuviimisel.
Pressimise töötsükkel
koosneb järgmistest operatsioonidest:
-pressi täitmine
-pressiplaatide kokkuviimine
-hoideaeg surve all
-pressiplaatide vabastamine
survest
-pressi väljalaadimine
Ühekorruselised pressidÜhekorruseliste presside
eeliseks on pressi teenindamise lihtsus, võimalus ehitada
automaatliine mitmesuguste eelseadmetega. Pressimise tehnoloogilises
tsüklis
saavutatakse ajavõit pressi täitmisel ja väljalaadimisel
ning pressiplaatide kokkuviimise aja arvel. Pressi
põhikonstruktsiooniks on kokkukeevitatud raam. Raamile on kinnitatud
ülemine liikumatu plaat. Alumine pressiplaat
toetub hüdrosilindrile.
Liikuva pressiplaadi käik oleneb pressi täitmise viisist. Pressi
täidetakse kas käruga või kuumuskindla polümeerlindiga.
Pressiplaate kuumutatakse ülekuumutatud auruga.
Mööblikilpide servade
pealistusseadmedNeed seadmed jagunevad ühe-
ja kahepoolseteks ning kujutavad endast agregaatsõlmedest ehitatud
masinliini.
Servad pealistatakse kilpide pideval liikumisel. Servade
pealistamise
tehnoloogilised operatsioonid on järgmised:
-Liimi
katmine servpindadele
-Kattematerjali
pealeliimimine,
-üleulatuvate otste servade
mahatöötlemine
-servade
lihvimine -kantide pehmendamine
Liim kantakse peale
valtsi abil.
Spoon või katteliist aurutatakse servale rullikutega. Kõik
lõikeriistad on kinnitatud mootorite võllidele.
Tööohutusnõuded
giljotiinkääridega töötamisel Giljotiinkääride nuga peab spooni etteandmise küljelt olema kaetud ja kaitsekate peab olema blokeeritud käivitiga
Luisud lõikenoa ihumiseks peavad olema puitpidemetes.
Spoonipakkide nihutamisel hoitagu käed terast vähemalt 200 mm kaugusel.
Tööohutusnõuded
vuukimismasinatel töötamisel
Pingi survetraavers peab suruma spoonipaki ühtlaselt vastu töölauda.
Survetraavers ja kelgu ajam peavad olema kindlalt kaetud.
Kelgujuhikud peavad tagama supordi liikumise ilma lõtkuta.
Pingi blokeering peab võimaldama spoonipakki paigaldada ja välja võtta ainult kelgu lähteasendis.
Tööohutusnõuded
liimvaltsidel töötamisel
Valtside ringkiirus ei tohi ületada 20 p/min.
Valtside toitepoolel peab olema blokeeritud kaitsekate, mis välistab käte lähenemise vähem kui 250 mm kaugusele.
Liimivaltse tuleb pesta harjaga valtside väljuvas osa. Liimivanne tohib pesta pingi täielikul seiskamisel.
Liimivaltsid peavad olema kaetud ventilaatorikestadega.
Liimi andmine valtsidele peab toimuma pumbasüsteemi abil.
Tööohutusnõuded
hüdropressidel töötamisel
Pressi laadimine toimugu mehhaniseeritult.
Aurujaotuskarpidel peab olema soojusisolatsioon ja aurutorustikel kaitsekate.
Hüdroajamipumbad peavad olema eraldatud tõketega.
Hüdropressi tehniline hooldamine võib toimuda sii, kui ventiilid on suletud aga lase auru läbi. Eelnevalt tuleb aur plaatidest välja lasta ja plaadid jahutada.
Pressi käsitsi tühjendamisel kasutatagu eritööriistu. Väljalükkamine kätega on keelatud.
Pressi mõõteriistu kontrollitagu kindla perioodilisusega, klapid olgu reguleeritud määratud rõhule.
Juhtpuldil peab asetsema manomeeter , mille skaala punane joon näitab etteantud töörõhku.
Pressid peavad olema varustatud ventilatsiooniga.
















Kõik kommentaarid