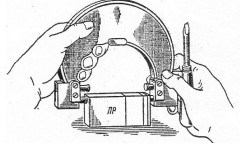
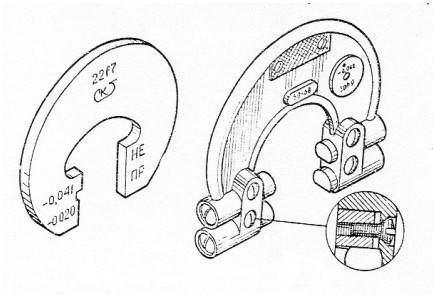
LABORATOORNE TÖÖ 8 Reguleeritava harkkaliibri mõõtu seadmine mõõtplaatidega Leidsin tolerantside tabelist antud võlli piirhälbed ja arvutasin võlli piirmõõtmed. Kaliibri läbiv pool tuli seada suurimale ja mitteläbiv pool vähimale piirmõõtmele. Selleks: 1. Koostasin mõõtplaatplokid läbivale ja mitteläbivale kaliibrile. Näitasin plaatide valiku arvutuse nii, et oleks alustatud väiksemate plaatide valikust. 2. Avasin läbiva kaliibri mõõtetihvti fiksaatori pöörates veidi seda ja siis sellele kergelt koputades kuni see koonuspinnalt vabanes. 3. Asetades mõõtplaatploki otsakute vahele, pöörasin reguleeri-miskruvi nii parajalt, et mõõtplaatplokk liiguks otsakute vahel, kuid ei kukuks sealt omaraskusega välja. 4. Kinnitasin mõõtetihvti fiksaatori. 5. Kordasin operatsioone 3, 4 ja 5 mitteläbiva kaliibri mõõtuseadmi-seks. 6. Näitasin mõõtuseadeid õppejõule. 7
...........................................................................................5 4. LABORATOORNE TÖÖ NR 9..............................................................................................6 5. LABORATOORNE TÖÖ NR 5..............................................................................................7 6. LABORATOORNE TÖÖ NR 6..............................................................................................8 1. LABORATOORNE TÖÖ NR 7 Harkkaliibri mõõtu seadmine. Töös arvutatakse etteantud mõõtme järgi piirmõõtmed ning seatakse reguleeritav harkkaliiber mõõtu. Võll läbimõõduga 33 m5, IT 5, mille piirhälbed: Es = +20 Ei = +9 Võlli piirmõõtmed: dmax = 33,020mm dmin = 33,009mm GO(läbiv) = dmax * 1,02 + 2 +30 =33,020 Not GO (mitteläbiv) = dmin 1,009 + 2 + 30 =33,009 Katses kasutasin harkkaliibrit ja mõõteplaate. 2. LABORATOORNE TÖÖ NR 8 Radiaalviskumise mõõtmine.
Anton Adoson KEERME KESKLÄBIMÕÕDU MÕÕTMINE LABORITÖÖ NR. 12 Õppeaines: MÕÕTMINE JA TOLEREERIMINE Transporditeaduskond Õpperühm: AT 11/21 Juhendaja: J.Tuppits Esitamise kuupäev: 3.12.2015 Allkiri: Tallinn 2015 Töö vahendid: Nr. Nimetus 1. Digitaalne kõrgusmõõdik Töö käik: 1.Mõõta digitaalse kõrgusmõõdikuga graniitaluslaual mõõt M abijuhendi mõõteskeemi alusel kolme traadi abil kahes risttasapinnas 3 korral. Selleks viige kõigepealt mõõdiku mõõteotsik vastu graniitaluslauda ja nullige digitaalskaala. Nüüd võib alustada mõõtmisi. Pöörake tähelepanu, et mõõtevahend paikneks graniitlaual stabiilselt, vajadusel muutke keermega detaili ja kõrgusmõ?
(koonilisust, nõgusust ja kumerust) nende olemasolu korral. 6.Esitage töö tulemused õppejõule. Peale töötulemuste ülevaatamist õppejõu poolt korrastage töökoht. 7.Vormistage laboratoorse töö protokoll vastavalt „Tolereerimise ja mõõtetehnika laboratoorsete tööde aruannete vormistamine“ nõuetele ning esitage õppejõule hindamiseks. a – liikumatu mõõtevarba seadmine kruvikusse b – liikumatu mõõtvarba fikseerimine vastumutriga c – mõõteriista kõigutamine õige lugemi saamiseks Nulli seadmine pikkusmõõtplaatidega: Skaala keeramine nulli 1 – pikkusmõõtplaadid
Anton Adoson Roman Ibadov RADIAALVISKUMISE MÕÕTMINE LABORITÖÖ NR. 8 Õppeaines: MÕÕTMINE JA TOLEREERIMINE Transporditeaduskond Õpperühm: AT 11/21 Juhendaja: J.Tuppits Esitamise kuupäev: 21.10.2015 /Allkiri / Tallinn 2015 Töö vahendid: Nr. Nimetus Täpsus 1. Elektriline nihik 0,05 mm 2. Indikaatorkell 0,01 mm 3. Radiaalviskumismõõdik 4. Indikaatorkella hoidik-statiiv Töö käik: 1. Tehke võlli skeem ja mõõtke nihikuga kõigi astmete läbimõõdud. 2. Mõõtke võlli erinevate
Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Ain Tulvi LOGISTIKA Õpik kutsekoolidele Tallinn 2013 Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Käesolev õppematerjal on valminud „Riikliku struktuurivahendite kasutamise strateegia 2007- 2013” ja sellest tuleneva rakenduskava „Inimressursi arendamine” alusel prioriteetse suuna „Elukestev õpe” meetme „Kutseõppe sisuline kaasajastamine ning kvaliteedi kindlustamine” programmi „Kutsehariduse sisuline arendamine 2008-2013” raames.
Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Ain Tulvi LOGISTIKA Õpik kutsekoolidele Tallinn 2013 Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Käesolev õppematerjal on valminud „Riikliku struktuurivahendite kasutamise strateegia 2007- 2013” ja sellest tuleneva rakenduskava „Inimressursi arendamine” alusel prioriteetse suuna „Elukestev õpe” meetme „Kutseõppe sisuline kaasajastamine ning kvaliteedi kindlustamine” programmi „Kutsehariduse sisuline arendamine 2008-2013” raames.
............................................ 728 51.2. Pulssoksümeetria ............................................................................................................... 730 51.3. Kapnomeetria/kapnograafia .............................................................................................. 732 51.4. Kunstliku hingamise aparaadi kasutamine ............................................................................ 735 51.5. Vererõhu mõõtmine........................................................................................................... 749 51.6. Elektrokardiogamm ja EKG-monitooring ......................................................................... 752 51.6.1. EKG-monitooring....................................................................................................... 752 51.6.2. Elektrokardiogramm (EKG) ......................................................................................



















Kõik kommentaarid