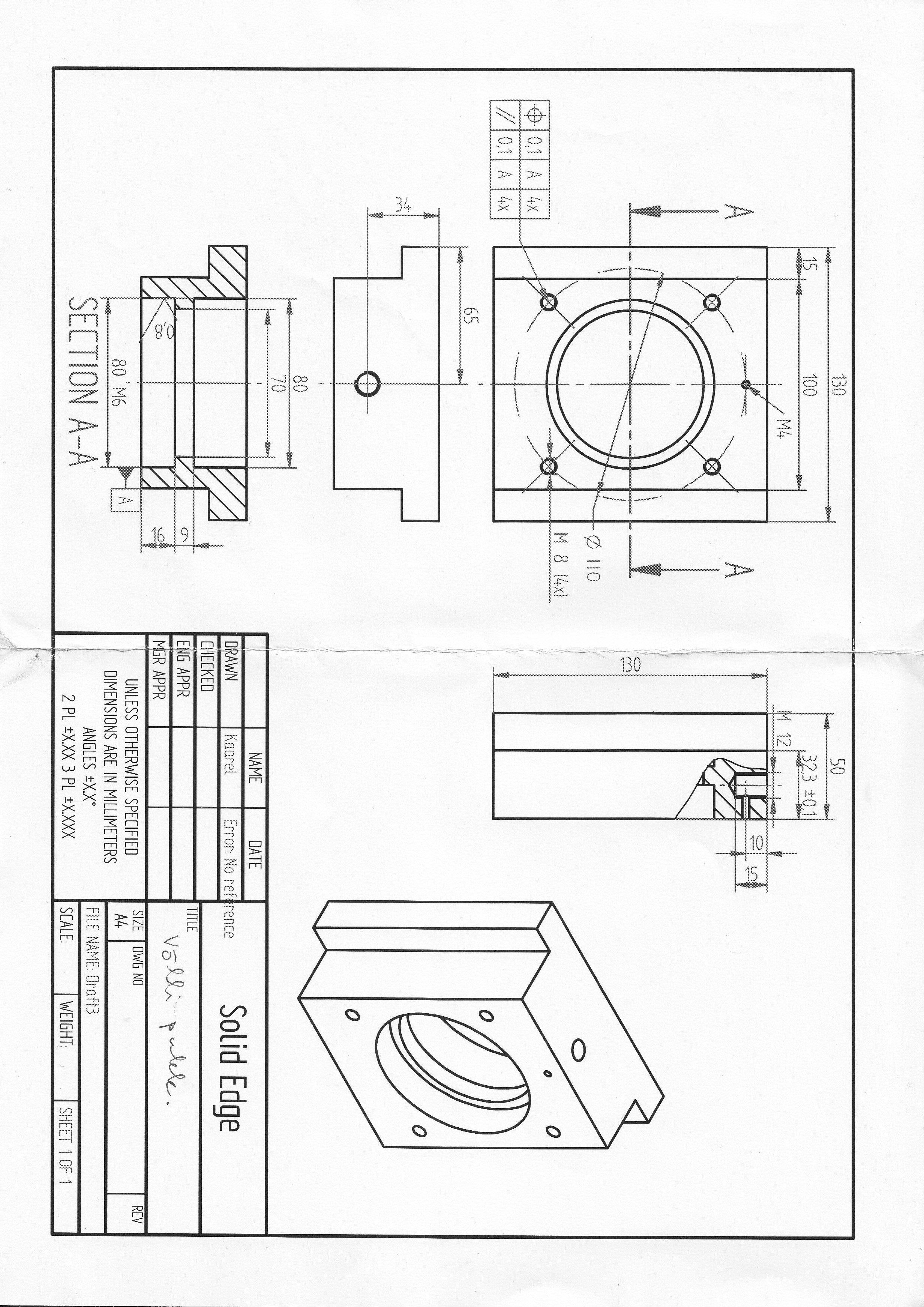
Sisetreimisel saavutatakse läbimõõdu täpsus samal viisil kiu välistreimisel, st. mõõtes prooviläbimi järel nihikuga, kasutades ristettenihke limbi, supordi ristkelgu joonlauda või ristpiirikut. Ots - ja astmetreimine. Siseotsad ja -astmed treitakse astmetera abil ristettenihkega tooriku telje poole. Tera lõikeservanurk peab olema suurem kui 90". Astmelise ava täpsed sügavusmõõtmed saadakse pikiettenihke limbi või pikipiirikutega, st. samuti nagu astmelise võlli treimisel. Sisesoonte treimine. Täisnurksete sisesoonte treimiseks kasutatavate sooneterade tööosa kujundusgeomeetria on sama mis välistreimisel kasutatavatel.Sisesooneterad on kas tervikterad või koostatavad. Et treial ei näe sisesoone treimist, on väga tähtis kasutada piki ja ristiettenihke limbi või piirikuid. Laia sisesoont treitakse algul risti-, seejärel pikiettenihkega. Sisesoone laiust ja kaugust ava otsast kontrollitakse nihiku või sablooniga.
tükeldamiseks (mahalõikamiseks). Ketasfreesid valmistatakse tervikuna kas kiirlõiketerasest või siis vahetatavate kõvasulamist hammastega. Tervikfreesi paksus aheneb tsentri suunas. Seetõttu ei puutu ketasfreesi küljed kokku freesitava soone servadega ja seal hõõrdumist ei teki. Samal põhjusel on vahetatavate hammastega freeside hambad veidi laiemad kui ketta paksus. Silinder ja ketasfreesid kinnitatakse freespingile tsentritorni abil. Tsentritorn kujutab endast silindrilist võlli,mille ühes otsas on koonus, teises keere kinnitusmutri pealekeeramiseks. Koonus lõpeb äärikuga, millesse on tehtud spindli kaasaveonukkide jaoks väljalõiked. Torni koonilises otsas olevasse keermestatud avasse keeratakse torni freespinki kinnitamisel pingutusvarras. Torni keermestatud ots lõpeb sileda tapiga, mis töötamise ajal toetub tugipuki laagrile. Frees kinnitatakse tsentritornile soovitud kohta vaherõngaste abil.Need on erineva
õgvendamist. Rotatsioon-leheõgvendusmasina skeem: 1 sisendjuhtvaltsid; 2 õgvendusvaltsid; 3 väljundvaltsid. joon. 87 Lühem varbmaterjal läbimõõduga kuni 30 mm õgvendatakse plaadil lukksepavasaraga. Pikad vardad õgvendatakse spetsiaalsetel õgvendusvaltsidel. Suure ristlõikega võlle ja ümarmaterjali õgvendatakse kruvi- või hüdropressil (joon. 88). Võll asetatakse pressi töölaual prismadele. Võlli kontroll peale õgvendust toimub tsentrilel. Paindunud võllide õgvendamise skeem: a käsitsi kruvipressil (I õgvendamine pressi all; II kontrollimine tsentrite vahel); b õgvendamine 25t hüdraulilisel pressil (1 tempel; 2 võll; 3 prisma; 4 laud) joon. 88 Võlliõgvendusrakise skeem Karastamise sisepingetest tekkinud kõverused likvideeritakse samuti õgvendusega.
J OONESTAMINE Materjal on valminud Integratsiooni Sihtasutuse projekti “Eestikeelse õppe ja õppevara arendamine muu- keelsetes kutsekoolides” raames (2005-2008). Euroopa Sotsiaalfondist rahastatud projekt kavandati vastavalt Uuringukeskuse Faktum uuringule "Kutsehariduse areng venekeelsetes kutseõppeasutustes" (2004). Projekti eesmärgiks oli luua tingimused kvaliteetse eesti keele õppe läbiviimiseks ning arendada eestikeelse õppe metoodikat kutseõppeasutuste venekeelsetes rühmades. Projekti käigus koolitati üle 300 õpetaja ning anti välja 23 (e-)õppematerjali ja metoodikaraamatut. Materjalid asuvad veebikeskkonnas kutsekeel.ee. Materjali soovitab riiklik õppekavarühma nõukogu Sisunõustamine: Jaak-Evald Särak Terminitoimetamine: Harri Annuka Keeletoimetamine: Katre Kutti Retsensent: Rein Mägi Küljendaja ja kujundaja: Aivar Täpsi Toimetaja: OÜ Miksike Autoriõigus: Integratsiooni Sihtasutus Tasuta jaotatav tiraaž
teisel poolel. Eestis vineeri, mööbli- ja tuletikutööstus. Tallinnas a/s Lutheri asut.1883, 1700 töölist. 1938.a. algul oli viie ja enama töötajaga käitisi 150, sealhulgas üle 50 töötajaga käitisi 19. 1970... mööbli tootmine (54% puidutööstuse toodangust). TVMV ,Standard, Tarmeko, Kooperaator, Võru MV, Valga MV, Narva MV, Viisnurk. 1972.a. Püssi 110 tuh. m3 puitlaastplaate, 10 milj. m2 kõvu puitkiudplaate aastas. Mõjutajad: tehnika ja äärmuslik automatiseerimine, tehnoloogia ja moevoolud (tahkmööbel, kerge mööbel), puiduhinna kõikumine, rohelised ja elukeskkond, uued abi- ja viimistlusmaterjalid, uus majanduslik areng (väiketootmine), toodete turg (uued ekspordinõuded). Puidutööstuse omapära - arendamine on võimalik suhteliselt väikeste investeeringutega. 1.2. Olukord ja arengusuunad Saetööstuse ettevõtteid 1997.a. 1442, milledest 97% alla 2 000 m3 aastavõimsusega; 2% ehk 30
..................................................10 23.Töötlemiskeskused. ................................................................................................................................10 24.Paindtootmise mooodulid ja susteemid. ...............................................................................................10 25.Materjali valiku põhimõtted. .................................................................................................................11 27. Tehnoloogia valiku alused .....................................................................................................................11 28. Keevituse põhimõisted ..........................................................................................................................11 29. Keevituse kaasnähtused ........................................................................................................................12 30. Kaarkeevitus .............................................
30. Seletada joonist. Detaili kujunemine tsentrite vahel treimisel. 1 - spindel; - 2 - padrun; 3 - tsenter; - 4 - töödeldav detail; 5 - pöörlev tsenter; 6 - pinool; 7 - suport; 8 - treilõikur. 31. Kuidas peab tööriistakonstruktor teriku kujundama? Nii, et: 1) terik oleks võimalikult suure kujupüsivusega; 2) lõikamiseks vajalik jõud oleks võimalikult väike; 3) laastu kuju vastaks vaadeldavas tehnoloogiasüsteemis kehtivatele nõuetele laastu kujule. 32. Mis kuulub tehnoloogia protsessi projekteerimisel lahendatavate ülesannete hulka? Etteantud töötluskvaliteedi tagamiseks on vaja teatud hulk töötlusjärke (näit. kooriv-,poolpuhas- ja puhastöötlus). 35. Mida peab arvestama võlli treimisel? Lõikereziim (lõikesügavus t, ettenihe f, lõikekiirus v) 36. Mis on tehnoloogi põhiprobleem? t, f ja v kombinatsiooni määramine 37. Mis on lõikereziimi elementideks? lõikesügavus t näitab kihi paksust, mida vaadeldaval läbimil toorikult eemaldatakse
3.Keevisliited: põkk-, katte- ja vastakliide (teha eskiis). a-põkkliide b-katteliide c-vastakliide d-nurkliide 4.Punktkeevisliide (otstarve, omadused). Punktkeevisliide on keevisliide mis on punkti suurune ja teatud vahemaa tagant. Seda kasutatakse enamasti detaili paika panemiseks ehk edasiseks keevitamiseks või konstrueerimiseks. 5.Garanteeritud pinguga (press)liide (eskiis ja kommentaarid). Pressliide on lihtne ja levinud töökindel liide. Põhineb võlli ja ava mõõtmete erinevusel enne liite monteerimist. Kasutatakse press- ja termokoostamist ( rummu ettekuumutus õlis või võlli jahutamine näit. süsihappelumes). Joonisel: Pressliite tasakaalutingimus (a) ja pingete jaotus liites (b) 6. Neet-, tihvt-, joot- ja liimliited (otstarve, eskiisid). NEETLIITED: 1)Tüüpilised needikujud. 2)Neetimine pressimisega 3)Pimeneetide (liite vastaspoolele





















Kõik kommentaarid