+0,020 4.8 Kasutatud kirjandus ja viited: [4.1] http://ekool.tktk.ee/course/view.php?id=88 - Ülesanne 4 – Istude arvutus (pöördülesanne) [4.2] M. Purde. Tolerantsid ja istud. Tln: Tallinna Tehnikakõrgkool, 2005. 116 lk. [4.3] M. Purde. Ülesandediseseisvakstöökstolereerimisesjamõõtetehnikas. Tln: TallinnaTehnikakõrgkool, 2003. 93 lk. [4.4] ISO 286-1:2010; Geometrical product specifications (GPS) — ISO code system for tolerances of linear sizes — Part 1: Basis of tolerances, deviations and fits. [4.5] ISO Tolerances for Shafts ISO 286-2:2010.
+0,035 ( ) H7 0 n6 +0,045 Ist Ø100 +0,023 2.6 Kasutatud kirjandus, viited: [2.1] M. Purde. Tolerantsid ja istud. Tln: Tallinna Tehnikakõrgkool, 2005. 116 lk [2.2] Geometrical product specifications (GPS) -- ISO code system for tolerances of linear sizes -- Part 1: Basis of tolerances, deviations and fits. [2.3] ISO 286-2:2010; Geometrical product specifications (GPS) -- ISO code system for tolerances on linear sizes -- Part 2: Tables of standard tolerance grades and limit deviations for holes and shafts.
suhtes. Keskmiste läbimõõtude toleratsitsoonie tähistatakse sisevõrul, kui aval, L- ga ja välisvõrul, kui võllil, l-ga [5.3, lk 71]. 5.6 Kasutatud kirjandus: [5.1]Tabel 4. – Veerelaagrite võrude tolerantsid ja pinnakaredus [5.2] M. Purde.Tolerantsid ja istud. Tln: TallinnaTehnikakõrgkool, 2005. 116 lk. [5.3]Ülesanne 5 – Veerelaagrite istud ja arvutamine [5.4] ISO 286-1:2010; Geometrical product specifications (GPS) — ISO code system for tolerances of linear sizes — Part 1: Basis of tolerances, deviations and fits [5.5] ISO Tolerances for Shafts ISO 286-2:2010. [5.6] ISO 5593:1997 - Rolling bearings - Vocabulary
omadest suuremad. Ping saab tekkida ainult siis, kui võll on piirides 32 … 31,992ja ava piirides 31,992… 32 ja kui võlli tegelik mõõde juhtub olema ava tegelikust mõõtmest suurem. 2.7 Kasutatud kirjandus ja viited: [2.1] M. Purde. Tolerantsid ja istud. Tln: Tallinna Tehnikakõrgkool, 2005. 116 lk. [2.2] Tabel 2 – Avade piirhälbed [2.3] Tabel 3. – Võllide piirhälbed [2.4] Geometrical product specifications (GPS) — ISO code system for tolerances of linear sizes — Part 1: Basis of tolerances, deviations and fits. [25] ISO 286-2:2010; Geometrical product specifications (GPS) — ISO code system for tolerances on linear sizes — Part 2: Tables of standard tolerance grades and limit deviations for holes and shafts. [2,6] Ülesanne 1 – Istude arvutus ja skemaatiline kujutamine
Liistliite puhul tuleb määrata ka sümmeetrilisuse ja paralleelsuse tolerantsid, et tagada liistliite koostamine. 8.9 Kasutatud kirjandus [8.1] Ülesanne 8 – Liistliidete tolerantsid ja projekteerimine. [8.2] Purde, M. Tolerantsid ja istud. Tallinn. Tallinna Tehnikakõrgkool. [8.3] Purde, M. Ülesanded iseseisvaks tööks tolereerimises ja mõõtetehnikas. [8.4] ISO 286-1:2010; Geometrical product specifications (GPS) — ISO code system for tolerances of linear sizes — Part 1: Basis of tolerances, deviations and fits. [8.5] ISO Tolerances for Shafts ISO 286-2:2010. [8.6] ISO 2491:1974; Thin parallel keys and their corresponding keyways. [8.7] Mehaanikainseneri käsiraamat. Tallinn. Tallinna Tehnikaülikool, 2012. 492 lk. [8.8] Tabel 13 - liistliite suhtelised mõõtmed.
Antud tüüpi siirdeist sobib kasutamiseks täpselt positsioneeritavates liidetes, kus on oluline toodete omavaheline täpne positsioneerimine ning liidet ei ole vaja usaldada kasutuse ajal. [2.4]. 2.6 Kasutatud kirjandus [2.1] http://ekool.tktk.ee/course/view.php?id=88 - Ülesanne 2 Istude skemaatiline kujutamine. 4 [2.2] ISO 286-1:2010; Geometrical product specifications (GPS) -- ISO code system for tolerances of linear sizes -- Part 1: Basis of tolerances, deviations and fits. [2.3] ISO 286-2:2010; Geometrical product specifications (GPS) -- ISO code system for tolerances on linear sizes -- Part 2: Tables of standard tolerance grades and limit deviations for holes and shafts. [2.4] M. Purde. Tolerantsid ja istud. Tln: Tallinna Tehnikakõrgkool, 2005. 116 lk. [2.5] M. Purde. Ülesanded iseseisvaks tööks tolereerimises ja mõõtetehnikas. Tln: Tallinna Tehnikakõrgkool, 2003
2 Harkkaliiber Sele 6.3 Korkkaliiber 6.9 Kasutatud kirjandus ja viited [6.1] Ülesanne 6 – Siledate kaliibrite projekteerimine [6.2] Tabel 5. – Seosed kaliibrite arvutamiseks [6.3] Tabel 6. – Kaliibrite piirhälbed [6.4] Tabel 7. – Harkkaliibri suhtelised mõõtmed [6.5] Tabel 8. – Korkkaliibri suhtelised mõõtmed [6.6] M. Purde. Tolerantsid ja istud. Tln: Tallinna Tehnikakõrgkool, 2005. 116 lk. [6.7] ISO 286-1:2010; Geometrical product specifications (GPS) — ISO code system for tolerances of linear sizes — Part 1: Basis of tolerances, deviations and fits. [6.8] ISO Tolerances for Shafts ISO 286-2:2010
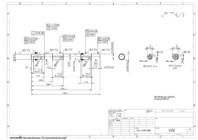
SURFACE FINISH: EDGES TOLERANCES: H12; h12; LINEAR: ANGULAR: +/-IT12/2
Market Leader Advanced (3) – Unit 12 deployment- activities that make a software system available for use tolerances- fair attitude towards any kind of people stakeholders- a person or business that invested monet into smth weep- showing emotions with crying idle- lack of motion or energy shout foul- to shed tears because of grief or pain fine-tuning- to make small adjustments in for optimal performance scope- getting information required to start a project slack time- the amount of time that a group is ahead of schedule on a project Gantt chart- chart that illustrates a project schedule over-assign
Selle käsuga saab muuta pikkusühikute formaatik, pikkusühikute kümmendkohtade arvu ehk siis mitu kohta pärast koma kuvatakse, saab muuta ümardamistegurit, suffixi ja prefixiga saab panna erinevaid märke mõõtude ette või siis taha. Alternatiivühikud (erinevalt põhiühikutest kirjutatakse need nurksulgudesse) häälestatakse vahekaardiga ALTERNATE UNITS. Seal saab näiteks muuta meetrid, jalgadeks või tollideks. Tolerantse häälestatakse vahekaardiga TOLERANCES . Tolerantside meetodeid saab muuta ning saab anda ka ülemisi ja alumisi piirväärtusi. Seal käsus saab samuti muuta kohti pärast koma. Mõõtmestamist on mugavaim käivitada ikoonilati DIMENSION ikoonidelt, seetõttu on kasulik, et vähemalt mõõtmestamise ajaks on ikoonilatt avatud. Tavaliselt esineb joonistel kõige rohkem horisontaalseid ja vertikaalseid lineaarmõõtmeid. Nende mõlema mõõtmesta¬mise jaoks on kasutusel üks ja sama käsk DIMLINEAR. Valik horisontaalse
12.2017 Priit Põdra The structure consists of 2 members: steel wire rope 7x7 and a circular bar made of Aluminum alloy Al Mg4.5Mn0.7. The structure is loaded by the vertical force F that is acting at the joint, connecting these components. Calculate the minimum allowed diameter d of the aluminum bar and the maximum allowed value of the load F, assuming the relative position and mechanical properties of components (manufacturing tolerances, components' mass, possible stress concentration and buckling should be neglected). Wire rope nominal diameter is 10 mm and the strength is FLim = 58,3 kN. Yield strength of Aluminum alloy is 0,2 = 110 MPa. The value of design factor is [S] = 6. Required milestones: 1. Draw the sketch of the structure according to the values of A and B; 2. Derive the functions of both components internal forces as function of load F; 3
HÄLBED, TOLERANTSID ja ISTUD (ava ja võlli järgi) Allikas: http://www.e-ope.ee/_download/euni_repository/file/1970/Tehniline%20mootmine.zip/tolerantside_tabelid.html 15 TÄPSUSKLASSID ISO286 järgi (28 erinevat tolerantsivälja) IT 01- IT 18 kokku 20 tk, (international tolerances). Masinaehituses kasutatakse neist põhiliselt IT 5- IT 12. 16 PINNAKAREDUSKLASSID RA 100 - RA 0,0125 (kokku 14 tk) Pinnakaredusklasside rida RA 100; 50; 25; 12,5; 6,3; 3,2; 1,6; 0,8; 0,4; 0,2; 0,1; 0,05; 0,025; 0,0125. RA metoodika mõõtmestab või võtab arvesse lähtepikkusel kõikide pinnakonaruste keskmise aritmeetilise kõrguse. Mõõtmestatakse mikronites, so 1/1000 mm.
korras ja mõõdud õiged, on väga raske praak toodet saada. 010. KASUTATUD KIRJANDUS: [01.1] Purde, M.(2005) Tolerantsid ja istud. Tallinn: Tallinna Tehnikakõrgkool.(lk111-116) [01.2] EVS-EN ISO 286-1:2010 Toote geomeetrilised spetsifikatsioonid (GPS). Joonmõõtmete tolerantside ISO koodsüsteem. Osa 1: Tolerantside põhimõisted, hälbed ja istud [01.3] ISO 286-2:2010; Geometrical product specifications (GPS) — ISO code system for tolerances on linear sizes — Part 2: Tables of standard tolerance grades and limit deviations for holes and shafts. [01.4]http://ekool.tktk.ee/pluginfile.php/43715/mod_resource/content/0/LOENGU_KOKKUVOTT ED/11_TI_TM_KEERMESLIITED_2012-04-23_SHORT.pdf [01.5] ekool.tktk.ee/mod/resource/view.php?id=2674 [01.6] ekool.tktk.ee/mod/resource/view.php?id=2687 [01.7] ekool.tktk.ee/mod/resource/view.php?id=2688
Robobat, CSC or Sofistik. The increasing importance of mathematics is generating a new, almost surgical precision in building design and construction. The tolerance for conventional structural steel for low-rise construction, for example, has been in the range of +/- 5 – 10mm, a standard previously regarded as precise among building materials. But the inability of the computer to accept approximations now means that metals, with their inherent precision, can be fabricated and erected to much tolerances. This increased accuracy is accompanied by changes in measuring methods, both on the shop floor and on site (LeCuyer, 2003). The integration of CAD-CAM processes is changing the relationship between designers, fabricators and contractors. Formerly distanced by legal and contractual protocols, they are now collaborating more closely, with architects either supplying the geometric rulebook to consultants and contractors who then build their own three-dimensional
Lähted arvutiga mõõtevahendile ja töötlemisvahendile Uuemad mõõtevahendid on skaneerivad ja on arvutiga seotud. Peab olema sobiv reaalne lähe ning korralik mõõtemudel. Arvutiga seotud mõõtemehanism ja töötlemispink valib reaalse pinna asemel nt vähimruutude hälvetega pinna. Sageli erinevad mudelid lähtuvad erinevatest põhimõtetest. Soodne rakendada maksimaalmaterjali tingimust kuivõrd arvuti suudab arvesse võtta mitmeid tegureid. 10 SUUNAHÄLBED/TOLERANTSID TOLERANCES OF ORIENTATION Rööpsus (paralleelsus), parallelism Saab eristada sirgjoone paralleelsust sirgjoonest või tasapinnast või lähtesüsteemist sirgjoon ja tasapind või lähtseüsteemist tasapind ja tasapind. Saab eristada tasapinna paralleelsust sirgjoonest või tasapinnast. Tähis Paralleelsus sirgjoonel joone ja tasapinna suhtes (süsteemina) // 0,1 A B
joonised 3439). Mõõtmestamisstiili häälestatakse dialoogakna kuuel vahekaardil: · Lines and Arrows mõõt- ja distantsjooned, nooled ja tsentrimärgid (vt. joonis 34); · Text tekstistiil ning teksti ja mõõtarvude paigutus (vt. joonis 35); · Fit teksti (mõõtarvude) ja noolte vastastikune vahekord (vt. joonis 36); · Primary Units põhiühikud (vt. joonis 37); · Alternate Units alternatiivühikud (vt. joonis 38); · Tolerances tolerantsid (vt. joonis 39). Mõõt- ja distantsjoonte, nooleotste ja tsentrimärkide häälestamine toimub vahekaardiga Lines and Arrows (vt. joonis 34): · Dimension Lines mõõtjooned: Color: ja Lineweight: värvuse ja joonekaalu määramine; Extend beyond ticks: mõõtjoone ulatuvus üle distantsjoone; Baseline spacing: mõõtjoonte vaheline kaugus baasjoonte kasutamisel (lähemalt vt. käsust DIMBASELINE);
Patents were granted in the USA for composite wood and iron bridges, transitional structures that capitalized on the availability of cheap timber. When the American iron industry caught up with Europe's by the mid-19th century, bridge building took the direction of composite pin-connected trusses, with sophisticated castings for joint blocks and compression members, and forged eyebars and wrought-iron rods for tension members, all fabricated to high tolerances. This allowed them to be assembled easily and inexpensively in the field by unskilled labour using simple tools and erection techniques. The system prevailed in the USA because that country lacked a skilled labour force, and the remoteness of many bridge sites hampered the use of sophisticated machinery or the shipping of large bridge parts over long distances. A spirited debate ensued between England and the
later chapters. The important point is that the dynamic range of the system determines how many bits of precision are needed to measure or control something; how that range is translated into analog and then into digital values further constrains the design. Calibration Dynamic range brings with it calibration issues. A certain dynamic range implies a certain number of bits of precision. But real parts that are used to measure real-world things have real tolerances. A 10K resistor can be between 9900 and 10,100 ohms if it has a 1% tolerance, or between 9990 and 10,010 ohms if it has .1% tolerance. In addition, the resistance varies with temperature. All the other parts in the system, including the sensors them- selves, have similar variations. While these will be addressed in more detail in Chapter 9, “High-Precision Applications,” the important thing from a system point of view is this: how will the required accuracy be achieved?
in a suitable oversize to suit the new bores. tensioner spring leaf. If grooved or chewed and O-ring and checking the following 12 Due to the need for special heating and up, renew it. tolerances (see illustrations): installing equipment for removal and refitting Flywheel a) Outer rotor to pump body gap. of the interference type gudgeon pin, the b) Inner rotor to outer rotor gap. removal and refitting of pistons to the 19 Inspect the starter ring gear on the
ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ DIMENSIONS AND WEIGHTS ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ Dimensions and weights are nominal and are not to be used for manufacturing purposes, even when ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ tolerances are shown. ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ PERFORMANCE DATA ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ ÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁÁ Performance data given in this manual is provided as a guide for the user in determining suitability and does not constitute a warranty
or inspecting their seams. Appropriate label- mented and/or dried products) ing is important, not only to inform the con- • selected sensory properties (such as color, sumer but also for tracking the batch firmness) “downstream.” If problems occur, the batch • macronutrients (protein, moisture, fat, car- concerned may be recalled specifically, and bohydrates, collagen, ash), with tolerances the damage to the processor is limited. and methods of analysis High-throughput slicing and packaging • micronutrients (where appropriate) lines often include a check weigher and a • packaging material metal detector. Both should be regularly • instructions to the customer (intended use, checked for proper performance. shelf life, storage conditions, etc)