99 + 4.8 = 19.79 t Templi ja matriitsi eskiis O 127,8 R9 ,5 R7 O 130 Joonis 3. Templi ja matriitsi mõõdud 7 VIIDATUD ALLIKAD [1] J. Särak, Lehtmaterjali külmstantsimine, stantsid ja pressvormid, Tallinn: Tallinna Tehnikakõrgkool, 2015, p. 89 8
𝑌= = 𝑃1 + 𝑃2 + 𝑃3 + 𝑃4 62,8 + 90 + 80 + 80 ≈ 40,1 Graafiline meetod: Tallinn 2017 23 Ivo Hein Tallinn 2017 24 Ivo Hein VIIDATUD ALLIKATE LOETELU [1] Särak, J. „Lehtmaterjali külmstantsimine, stantsid ja pressvormid“. Õppematerjal. 2016. Tln [2] Purde.M „Täpsustehnika“ Tallinn 2002 Tallinn 2017 25
Kodune ülesanne nr.4 Määrata tõmbestantsi kahe- või kolmeoperatsioonilisel stantsimisel ning detaili tõmbejõud ja surveplaadi survejõud kõigil tõmbamistel. Leida ka pressi tõmbejõud kõigil tõmmetel. Teha templite ja matriitside eskiisid igale tõmbele. Stantsitav materjal on pehme terasleht paksusega s=1mm terasest C 1050-74. Lähteandmed: 1 Materjal teras 20 Materjali paksus s=1mm 110 120 R9 O 100 R1 0 O 120 Detaili välisläbimõõt d2=120mm d1=100mm Detaili kõrgus H=120mm Detaili sisemine raadius R=9mm Detaili välimine raadius r=10mm h=110mm Arvutused: Tooriku diameeter D= d 22 +4 d 2 H-1.72 R d 2-0.56 R 2=¿
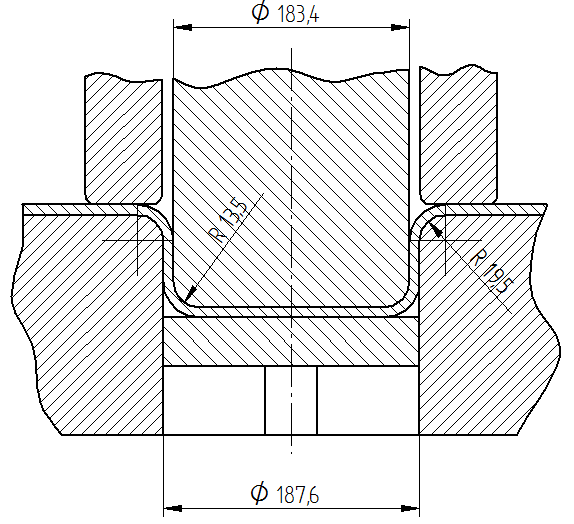
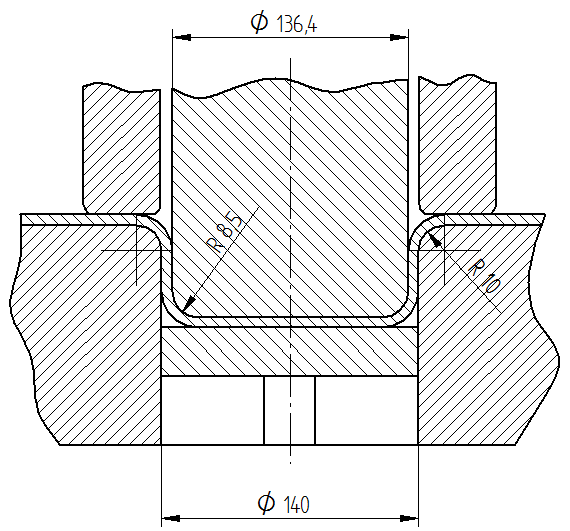
ÜLESANNE NR.4 Varjant Nr.11 Kirjeldus: Määrata tõmbestansi mõõdud kahe- või kolme toperatsioonilisel stansimisel ning detaili tõmbejõud ja surveplaadi survejõud kõigil tõmbamistel. Leida ka pressi tõmbejõud kõigil tõmmetel. Teha templite ja matriitside eskiisid igale tõmbele Materjal: teras 20 ГОСТ1050-74 Arvutamine Andmed R = 8.5 mm H = 160 mm h = 150 mm r = 10 mm s = 1.5 mm d2= 140 mm d1=120 mm Rm =340 MPa tooriku diameetri määramine D t =√ d 22+ 4 d 2 H toorik−1,72 rd 2−0,56 r 2 Tooriku lisa kõrgusse leiame tabelist 21 [1]järgneva suhte järgi H =1,14 d2 Seega Htoorik =160+5=165mm Dt =√ 140 2+ 4∗140∗165−1,72∗10∗140−0,56 ¿ 102=331 mm Tõmmete arv tõmbamisele Tõmme I. Määrame tõmbeteguri M1 esimesel tõmbel tabeli 23. [1] abil järgneva suhte järgi s∗100 1,5∗100 = =0,45 Dt 331 m1 =(0,56...0,58) , meie võtame et M1=0,56 Tooriku mõõde pärast I tõmmet d I =m 1∗D t =0,56∗3
plaat 2 0,20 0,30 0,45 0,60 0,80 Märkus: Kui konstruktsioonile mõjuvad erinevate kestusklassidega koormused, siis enamasti valitakse kmod lühema kestusklassi järgi. Koormuse kestusklassid Koormuse kestusklass Normkoormuse kestus Koormamise näited Alaline üle 10 aasta omakaal Pikaajaline 6 kuud – 10 aastat laokoormus Keskkestev 1 nädal – 6 kuud kasuskoormus, lumi Lühiajaline vähem kui 1 nädal lumi, tuul Hetkeline tuul, avariikoormus
Liikumatud liited võivad omakorda olla lahtivõetavad ja mittelahtivõetavad. MASINA STRUKTUURIOSAD KUJU- JA VORMI- LIITED AJAMID ELEMENDID DETAILID ÜLEKANDED 3 Ülekannete all mõistetakse seadmeid, mis võimaldavad mehaanilist energiat üle kanda vahemaa taha ning seejuures muuta pöördemomente, jõude, kiirusi või liikumise iseloomu. Ajam on töömasinat või -mehhanismi käivitav seade, mis koosneb jõuallikast, ülekandeseadmest ja juhtimisaparatuurist. Eristatakse mehaanilist, elektrilist, hüdraulilist, pneumaatilist ajamit, vedruajamit, sisepõlemismootorit jt. Mehhanismi kinemaatikaskeem koostatakse mehhanismi liikumise uurimiseks. Skeem tehakse mõõtkavas, millest peetakse rangelt kinni
Reijo Sild HÜDROSILINDRI TEHNOLOOGILISE PROTSESSI VÄLJATÖÖTAMINE JA TOOTMISJAOSKONNA PROJEKTEERIMINE LÕPUTÖÖ Mehaanikateaduskond Masinaehituse eriala Tallinn 2014 SISUKORD SISSEJUHATUS ..................................................................................................................................3 1. TÖÖ ANALÜÜS..............................................................................................................................5 2. SILINDRI KONSTRUKTSIOON ...................................................................................................7 2.1 Tugevusarvutused.......................................................................................................................8 3. VALMISTAMISE TEHNOLOOGIA ............................................................................................12 3.1 Tootmismaht.......................................
1.3 Terase töötlemine Kuumvaltsimine Valtsimise suunas terastooriku pikkus kasvab ja põikisuunas tooriku ristlõige muudetakse sobivakujuliseks (leht, H, I, L jne.). Valtsimise tagajärjel terase omadused mõnevõrra muutuvad. Tugevus suureneb, plastsus ja sitkus mõnevõrra vähenevad. Lehtmaterjali puhul ilmneb teatud kihilisus, muude profiilide puhul mõneti vähem. Külmtöötlus Vähese süsinikusisaldusega terase tõmbekoormamisel üle voolavuspiiri säilivad pärast koormuse eemaldamist jäävdeformatsioonid. Kui sama katsekeha koormata uuesti, on pinge ja deformatsiooni seos lineaarne ca kuni eelmise koormamise lõppkoormuseni. Seega on terase voolavuspiir kasvanud. Korduvalt selliselt toimides on katsekeha saanud uued tugevusnäitajad, kusjuures o voolavuspiirkond on kadunud; voolavuspiir asendatakse nn. 0,2% piiriga; o proportsionaalsuspiir ja elastsuspiir on tõusnud; o kõvadus on suurenenud ja sitkus vähenenud;
























Kõik kommentaarid