TALLINNA TEHNIKAKÕRGKOOL TOLEREERIMISE JA MÕÕTETEHNIKA PRAKTILISED ÜLESANDED LABORATOORNE TÖÖ Õppeaines: TOLEREERIMINE JA MÕÕTETEHNIKA Transporditeaduskond Õpperühm: KMI 21 Juhendaja : lektor Juhan Tuppits Esitamisekuupäev Üliõpilase allkiri Õppejõu allkiri Tallinn 2015 Laboratoorne töö nr 1
LABORATOORNE TÖÖ 2 Silindri siseläbimõõdu mõõtmine siseindikaatoriga Siseindikaatorit kasutatakse silindriliste avade mõõtmiseks piirides 6...1000 mm ja sisepindade kujuhälvete määramiseks. Kui mõõtepiirkond on 100...160 mm, siis mõõtemääramatus on ± 0,02 mm. 1 liikuv mõõtevarb 6 soojusisolaator 2 survehoob 7 indikaatorkell 3 varras 8 indikaatori kinnituskruvi 4 toru 9 kere
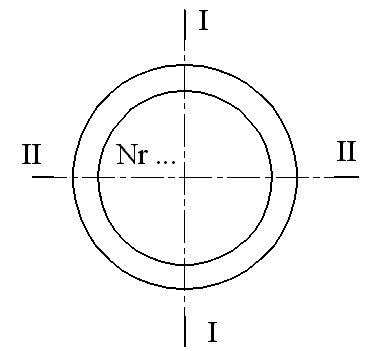
Mõõta silinder kellindikaatoriga kolmes tasapinnas kahes ristsihis vastavuses töökoha abijuhendi kirjeldusele ja mõõteskeemile. Mõõtmise käigus mõõdab kellindikaator silindri läbimõõdu ja eelnevalt arvutatud seademõõdu erinevust, mille lugemid kirjutatakse mõõtetulemuste Tabelisse 2. Arvutage keskmine hälve H saadud 6 lugemi alusel ja ovaalsused mõõtetasapindades. 3.Arvutada silindri tegelik läbimõõt Lt = La + H vastavalt hälbe märgile. 4.Muu töö teostamiseks vajalik informatsioon saadakse õppeklassis töökohal olevast abijuhendist. 5.Järelduste osas analüüsida Tabel 2 mõõtetulemusi ja kirjeldada silindri sisepinna kujudefekte (koonilisust, nõgusust ja kumerust) nende olemasolu korral. 6.Esitage töö tulemused õppejõule. Peale töötulemuste ülevaatamist õppejõu poolt korrastage töökoht. 7.Vormistage laboratoorse töö protokoll vastavalt „Tolereerimise ja mõõtetehnika laboratoorsete
LABORATOORNE TÖÖ 1 Siseläbimõõdu mõõtmine sisekruvikuga Suuremate sisemõõtmete mõõtmiseks 0,01mm täpsusega kasutatakse laialdaselt sisekruvikut. Selle enamkasutatav mõõtepiirkond on 75...600 mm, kuid eritellimusel isegi kuni 10 m. Sisekruvik koosneb mõõtepeast (vn. k. " kpoooka" ), kuuest pikendusvardast (1,2,3,4,5,6 ) ja otsakust ( akoek ). Mõõte-kruvi on kaetud kõvasulamiga. 1 lõpplüli 3 pikendusvardad 4 seademõõt 2 mõõtepea
Villu Tammet NURKADE MÕÕTMINE UNIVERSAALNURGAMÕÕDIKUGA LABORATOORNE TÖÖ NR 6 Õppeaines: TOLEREERIMINE JA MÕÕTETEHNIKA Mehaanikateaduskond Õpperühm: AT11a Juhendaja: lektor Juhan Tuppits Esitamiskuupäev:……………. Üliõpilase allkiri:…………….. Õppejõu allkiri: ……………… Tallinn 2015 Laboratoorses töös kasutatud mõõtevahendid ja seadmed: detail nr
LABORATOORSETE TÖÖDE ARUANNE Õppeaines: TOLEREERIMINE JA MÕÕTETEHNIKA Transporditeaduskond Õpperühm: KAT-31 Juhendaja: lektor J.Tuppits Esitamiskuupäev: ................................... Üliõpilase allkiri: ................................... Õppejõu allkiri: ...................................... Tallinn 2015 SISUKORD 1. LABORATOORNE TÖÖ NR 7..............................................................................................3 2. LABORATOORNE TÖÖ NR 8..............................................................................................4 3. LABORATOORNE TÖÖ NR 11............................................................................................5 4. LABORATOORNE TÖÖ NR 9..............................................................................................6 5. LABORATOORNE TÖÖ NR 5...
5. Soovitatavad istud. Istude rahvuslikud süsteemid 2 6. Istude kujundamise põhimõtted 2 Istude analüüs ja süntees 7. Liistliidete tolerantsid. 2 Üldtolerantsid 8. Geomeetrilised hälbed. Kujuhälbed. 2 Suunahälbed 9. Viskumise hälbed. Asetsemise hälbed. Lähted 2 Nurkade ja koonuste hälbed ja tolerantsid 10. Pinnahälbed. Pinnakaredus, lainelisus, mõõtmine 2 11. Valutoodete ja keevitatud toodete tolerantsid 2 Keermete ja hammasrataste hälbed 12. Laagrite istude tolereerimise põhimõtted 2 Kaliibrite tolereerimise põhimõtted 13. Mõõtahel. Analüüs. Min-max meetod. 2 Tõenäosusmeetod 14. Mõõtmete ja tolereerimise vektorkäsitlus 2 Hälvete statistiline käsitlus. Hajuvus. 15. Hälvete kontroll. 2 Arvutite kasutamine
Märt Reinhold HONDA K24A3 MOOTORI ÜMBEREHITUS SAAVUTAMAKS MOOTORIVÕIMSUST 200kW LÕPUTÖÖ Tallinn 2015 Märt Reinhold HONDA K24A3 MOOTORI ÜMBEREHITUS SAAVUTAMAKS MOOTORIVÕIMSUST 200kW LÕPUTÖÖ Transporditeaduskond Autotehnika Tallinn 2015 Mina Märt Reinhold tõendan, et lõputöö on minu kirjutatud. Töö koostamisel kasutatud teiste autorite, sh juhendaja teostele on viidatud õiguspäraselt. Kõik isiklikud ja varalised autoriõigused käesoleva lõputöö osas kuuluvad autori/te/le ainuisikuliselt ning need on kaitstud autoriõiguse seadusega. Lõputöö autor: ........................................................................................................................ Nimi, allkiri ja allkirjastamise kuupäev .................................



















Kõik kommentaarid