LABORATOORNE TÖÖ № 2
Silindri siseläbimõõdu mõõtmine
siseindikaatoriga
Siseindikaatorit
kasutatakse silindriliste avade mõõtmiseks piirides 6…1000 mm ja
sisepindade kujuhälvete määramiseks. Kui mõõtepiirkond on
100…160 mm, siis mõõtemääramatus on ± 0,02 mm.
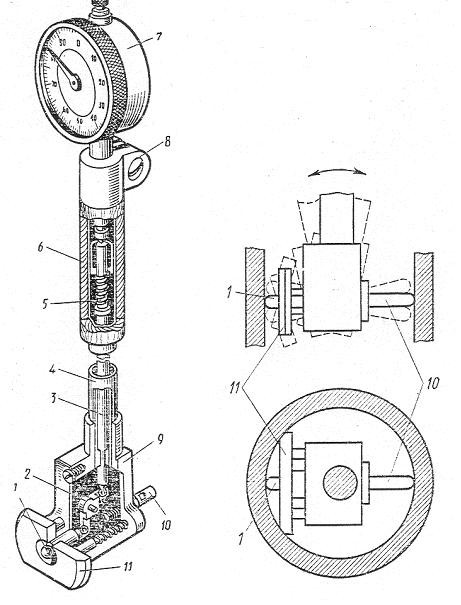
1 – liikuv mõõtevarb 6 –
soojusisolaator
2 – survehoob 7 –
indikaatorkell
3 –
varras 8 –
indikaatori kinnituskruvi
4 – toru 9 –
kere 5 – vedru 10 –liikumatu
mõõtevarb
11
– tsentreerseadis
Siseindikaatori
liikumatu mõõtevarb on keerme ja vastumutriga ühendatud
liikumatult kerega. Mõõteriista komplektis on 3 mõõtevarba,
millega saab mõõta erinevaid mõõtepiirkondi.
Liikuv
mõõtevarb on kangsüsteemi kaudu ühendatud indikaatoriga. Varb
tuuakse tagasi algasendisse vedruga 5.
Tsentreerseadis
kujutab sümmeetrilist plaati, mis paikneb risti mõõtevarraste
mõõtesihiga ja hoiab mõõtetelge pidevalt silindri läbimõõdul.
Töö käik
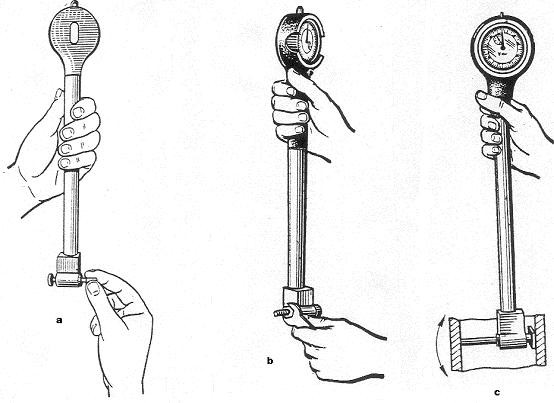
Valisin sobiva liikumatu mõõtevarbi, keerasin selle mõõteriista keresse nii, et siseindikaatorit silindrisse asetades näitas indikaator ühte täispööret. Teatavasti kontrollitakse indikaatoreid just 10 jaotuse ulatuses teise pöörde algusest – järelikult on see tsoon indikaatoril kõige täpsem, kõige usaldatavam.
Mõõtevarbi fikseerisin
vastumutriga.
a
– liikumatu mõõtevarba seadmine kruvikusse
b
– liikumatu mõõtvarba fikseerimine vastumutriga
c
– mõõteriista kõigutamine õige lugemi saamiseks
Mõõtsin silindri läbimõõdu kas joonlaua - või nihikuga. Saadud mõõde on seademõõde.
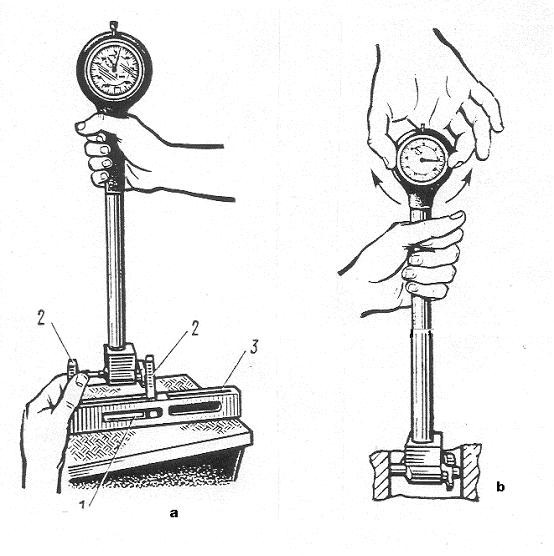
Seadsin siseindikaatori seadmemõõtmele nulli. Selleks kasutatasin pikkusmõõtplaate ja nende hoiderakiseid. Vastavalt seademõõtmele koostasin pikkusmõõtplaatploki, asetatasin selle pidemesse kahe külgmiku vahele ja pingutatasin kruviga kinni.
Nulli seadmine
pikkusmõõtplaatidega: Skaala keeramine nulli
1
– pikkusmõõtplaadid
2
– külgmikud
3
– pide
Asetasin siseindikaatori mõõtevarrastega mõõtplaatide pideme külgmike vahele ja hakkasin kahele poole kõigutama. Kui mõõdetav silinder on vertikaalselt, siseindikaator aga selle sees pisut kaldu, siis näitab ta tegelikust suuremat mõõtu. Kui kallutada siseindikaatorit ideaalse keskasendi poole, siis indikaatori näit pidevalt väheneb. Kui silindri ja indikaatori teljed ühtivad, jääb indikaatori osuti seisma. Seda asendit nimetatakse “surnud punktiks”. Selles asendis tuleb indikaatorkell selle välisvõrust keerates nulli seada. Kui kallutada siseindikaatorit üle surnud punkti, siis hakkab mõõt jälle suurenema ja osuti hakkab tagasi liikuma.
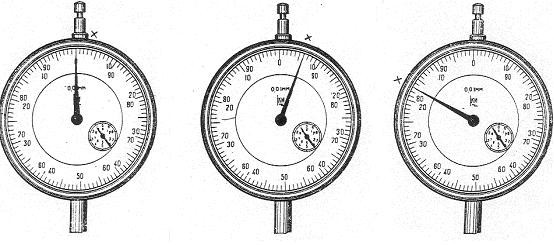
Siis hakkasin silindrit mõõtma. Selleks panin siseindikaatori silindrisse ja kallutasin samamoodi, kui nulli seadmisel. Otsisin üles surnud punkti. Indikaator näitas, mitme sajandiku mm võrra on silindri mõõde selles kohas erinev seademõõtmest.
Indikaator
on nullis – 0,06 mm +
0,17 mm
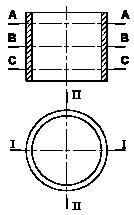
Mõõtsin silindrit kolmest kohast (ülalt, keskelt ja alt), igas kohas kahes ristsihis ja kandsin indikaatori näidud (lugemid) tabelisse.
Mõõtetulemused:
Mõõte-
siht
Lugem ristlõikes
Keskm-
hälve
Seade-
mõõde
Tegelik
mõõde
A - A
B - B
C - C
I - I
-0,02
+0,01
+0,06
0,015
100
100,015
II - II
-0,03
+0,03
+0,04
Ovaalsus
0,01
0,02
0,02
Arvutasin kõigi lugemite aritmeetilise keskmise ( ka hälvingu märk on tähtis), liitsin selle seademõõtmele ja nii sain tegeliku mõõtme.
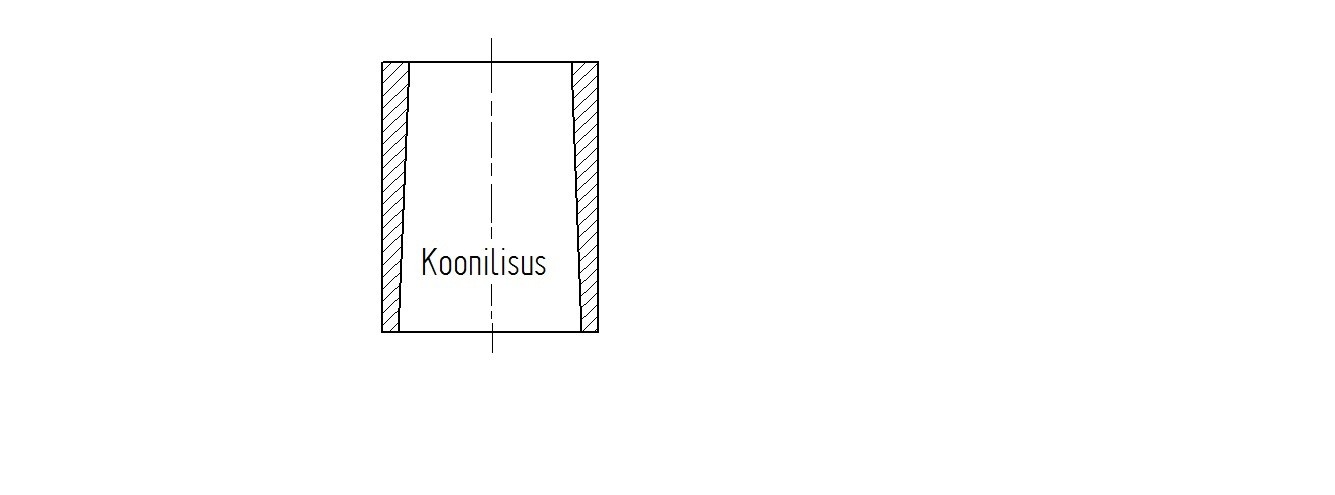
Joonestasin järeldusena silindri kaks ristuvat vertikaallõiget ja analüüsides mõõtetulemusi näitasin neil (liialdatult) silindri sisekontuuri tegeliku kuju (koonilisus, nõgusus, kumerus).
Võtsin mõõteriista lahti, õlitasin mõõtepinnad (ka mõõteplaatidel ja külgmikel), panin need karpi ja korrastasin töökoha.
Esitan töö aruande õppejõule.
Kasutatud
mõõteriistad ja seadmed :
Nr.
Nimetus
Mõõtepiirkond
Täpsus
1.
Siseindikaator
6-1000 mm
0,02 mm
2.
Nihik
0-160 mm
0,05 mm
3.
Metalljoonlaud
0-500 mm
0,1 mm
Tegelik
kuju sihis II-II Tegelik kuju sihis I-I
Mõõteskeem:













Kõik kommentaarid