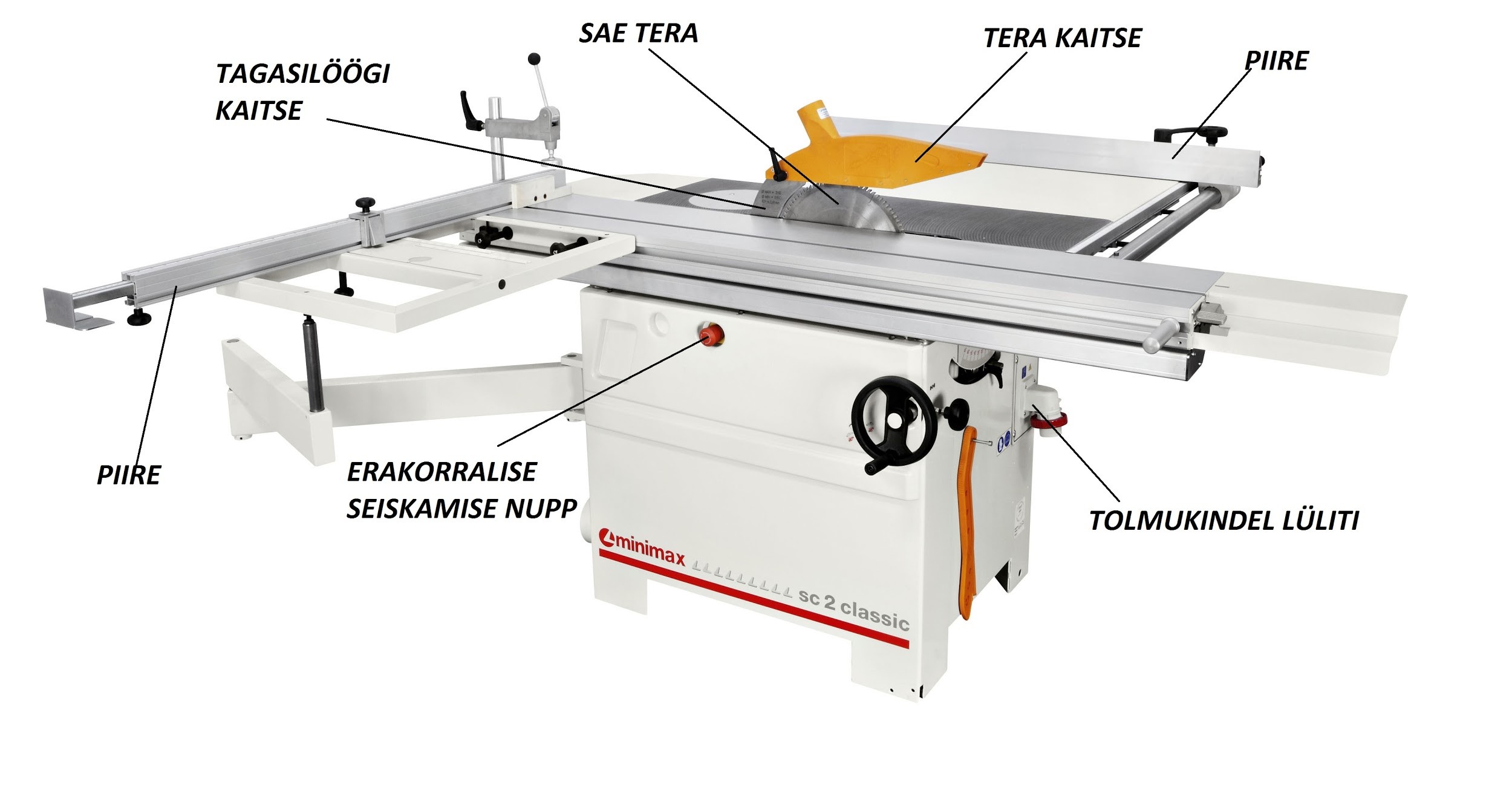
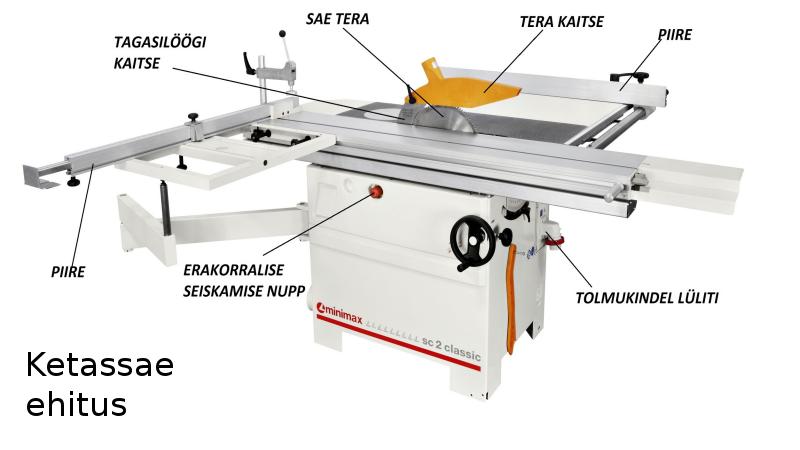
Saeketta kohale kinnitatud terakaitse on varustatud tolmueemaldusavaga. Ava otsa võib ühendada tolmukoti, äratõmbe või tolmuimeja vooliku. Kaitselukk Juhusliku käivitamise vältimiseks on sae käepideme küljes väike nupp, mis tuleb enne sae käivitamist sisse vajutada. 5 Liikuv terakitse Ketassaag on varustatud terakaitsega, mis kokkupuutel materjaliga vabastab saehambad. Tugev vedru tõmba kaitse tagasi niipea, kui saag materjalilt eemaldada. Enne saagimise alustamist kontrolli, et terakaitse töötaks sujuvalt. Blokeerimisvastane sidur Saeketast külgedel ümbritsevad seibid töötavad sae kinnijäämist takistava sidurina. Kui saeketas kiilub materjali sisse kinni, lubab mehhanism saekettal libiseda, vältides sel viisil ajami kahjustamist. Isoleeriv plastkere Kõigil kvaliteetsetel käsitööriistadel on elektrit mittejuhtivast plastist kere, mis kaitseb kasutajat rikete korral elektrilöögi eest.
Puidu käsitsi lõikamise viisid on : Raiumine, Tahumine Saagimine Hööveldamine Peiteldamine Lihvimine . Lõikuri elemendid . Puidu lõikamisel kasutatakse kiilukujulise lõiketeraga instrumente Kiilukujulist lõiketera iseloomustatakse nurkparameetriga : Tera nurkparameetrid on igal töötlemisviisil erinevad Nurkparameetrid sõltuvad töödelavast materjalist . Saagimine . Saag on puidutöö üks tähtsamaid tööriistu. Käsisaega saab teha erinevaid operatsioone : järkamine, lahkamine jne… Sõltuvalt otstarbekas on olemas väga erinevaid käsisae tüüpe Kõik käsisaed koosnevad enamasti saelehest ja käepidemest . Saelehe elementide nimetused . Saehammaste tüübid . Sõltuvalt saagimisviisist on saehambad erineva profiilifa . Kaldhambad – mõeldud puidu pikikiudu saagimiseks
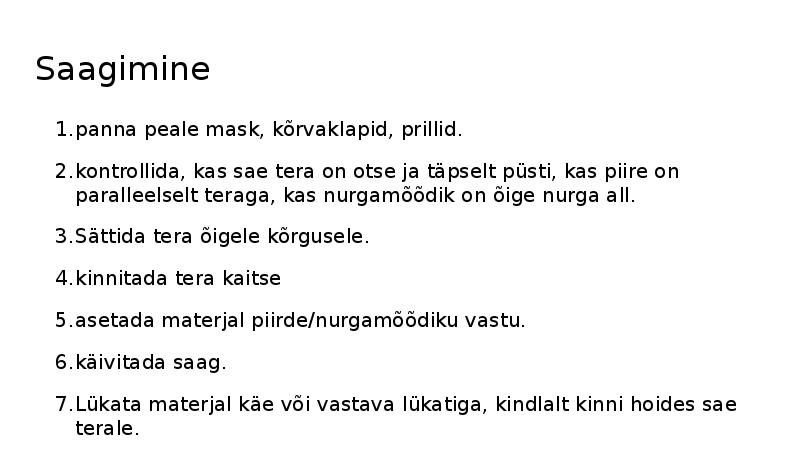
Sellisel juhul takistab see tö ö taja lä henemist saekettale. Masinate tö ö tasapinnaalune peab olema piirestatud. - Nü ri lõiketera pä rsib kvaliteetset tö ö tulemust. Vaiguse saeketta kü lge jä äb kinni puidutolm ja saepuru, sae kasutaja peab avaldama suuremat jõ udu materjali lü kkamisel ning suureneb ka materjali tagasilö ö gi risk. Kunagi ei tohi saeketast puhastada tö ötaval seadmel. Puhastamiseks tuleb saag seisata ning kasutada sobilikku kaabitsat ja puhastusvahendit. U] mmarguse ristlõ ikega puitmaterjali pikilõ ikamist peab ketassaega pingil vä ltima. Vä ikesemõ õ tmelist detaili on keeruline hoida nii, et kä ed ei satuks ohualasse ega tekiks detaili tagasilö ö ki. - Seadme ohutuks kasutamiseks lubatud vä ikseim saeketta diameeter peab olema mä rgitud seadmele. Liialt vä ikese diameetriga saeketta lõ ikekiirus on vä ike
2. Lukksepatööd. 2.1. Lukksepatööde liigid ja nende ülesanne. Lukksepatööd kuuluvad metallide lõiketöötlemise hulka. Neid tehakse nii käsitsi kui ka mehaniseeritud tööriistade abil. Lukksepatööde eesmärk on anda töödeldavale detailile vajalik kuju, mõõtmed ja pinnakaredus. Töö kvaliteet sõltub lukksepa oskusest ja vilumusest, kasutatavatest tööriistadest ja töödeldavast materjalist. Lukksepatööde operatsioonid on märkimine, raiumine, õgvendamine ja painutamine, lõikamine käsisae ja kääridega, viilimine, puurimine, süvistamine ja hõõritsemine, keermetamine, neetimine, kaabitsemine, soveldamine ja plankimine, jootmine ja liimimine. Detailide valmistamisel sooritatakse lukksepatööoperatsioonid kindlaksmääratud järjekorras. Kõigepealt tehakse need operatsioonid, mille tulemusena saadakse toorik. Lukksepaoperatsioonid jagunevad - ettevalmistusoperatsioonideks nagu väljalõikam
.0,3 MPa. Segu jäikus on pärast vaakumeerimist 30...40 c. Töödeldud pind silutakse ja lihvitakse 3...4 tunni möödudes (kasutades ketas- või labadega tööorganiga masinat SO-170, jõudlusega 60...100 m2/ h või muud Euroopa maades toodetud analoogi firmalt Tremiks). Betoonihöörutid Järgmine etapp betoonitöödes on pinna töötlemine betoonihöörutitega. Betoonpõrandate lihvimisseadmed tööorganid on labad (kolm või neli) ning ketas. Toodetakse ka kahe- ja kolmekettalisi pealeistutavaid betoonihõõruteid, mille tootlikkus ületab ühekettaliste oma mitmeid kordi. Eriti märgatav on võit tööjõudluses suurte valupindade puhul. Kõik betoonihõõrutid on varustatud bensiinimootoriga või käsitööriistade puhul eelektrimootoritega. Kolmelabalised on ettenähtud jämelihvimiseks, neljalabalised lõpptöötlemiseks. Masinaid kasutatakse pärast esmast betooni tardumist. Jõudlus oleneb paljudest teguritest: tööee laius,
Autorid: Priit Kulu Jakob Kübarsepp Enn Hendre Tiit Metusala Olev Tapupere Materjalid Tallinn 2001 © P.Kulu, J.Kübarsepp, E.Hendre, T.Metusala, O.Tapupere; 2001 SISUKORD SISSEJUHATUS ................................................................................................................................................ 4 1. MATERJALIÕPETUS.............................................................................................................................. 5 1.1. Materjalide struktuur ja omadused ...................................................................................................... 5 1.1.1. Materjalide aatomstruktuur........................................................................................................... 5 1.1.2. Materjalide omadused ..........................
Programm „Kutsehariduse sisuline arendamine 2008-2013“ HELMUT PÄRNAMÄGI EHITUSMATERJALID Tallinna Tehnikakõrgkool Ehitusteaduskond Tallinn 2005 KOHANDATUD ÕPPEMATERJAL Ana Kontor Konsultant Aita Kahha 2013 1 SISUKORD 1. Sissejuhatus .............. 8 1.1. Ehitusmaterjalide osatähtsusest ............. 8 1.2. Ehitusmaterjalide ajaloost ............. 9 1.3. Ehitusmaterjalide arengusuundadest tänapäeval ............. 10 2. Ehitusmaterjalide üldomadused ............ 11 2.1. Ehitusmaterjalide füüsika
Programm „Kutsehariduse sisuline arendamine 2008-2013“ HELMUT PÄRNAMÄGI EHITUSMATERJALID Tallinna Tehnikakõrgkool Ehitusteaduskond Tallinn 2005 KOHANDATUD ÕPPEMATERJAL Ana Kontor Konsultant Aita Kahha 2013 1 SISUKORD 1. Sissejuhatus .............. 8 1.1. Ehitusmaterjalide osatähtsusest ............. 8 1.2. Ehitusmaterjalide ajaloost ............. 9 1.3. Ehitusmaterjalide arengusuundadest tänapäeval ............. 10 2. Ehitusmaterjalide üldomadused ............ 11 2.1. Ehitusmaterjalide füüsika























Kõik kommentaarid