TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines МТТ0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus SURVETÖÖTLEMINE (plastne vormimine) Töö nr: 1 Ees- ja perekonnanimi: Rühm: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Töö eesmärk: koostada tehnoloogiline protsess detaili tooriku valmistamiseks kuumvormstantsimise teel. Töö ülesanded: 1. Joonestada variandile vastav detail. 2. Valida stantsimisviis, iseloomustades valitud stantsimisviisi kasutusala. 3. Joonestada valitud survetöötlusseadme põhimõtteskeem, skeemil märkida seadme põhisõlmed (detailid) ja anda seadme töö lühikir
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö MTT0010 Konstruktsioonimaterjalide tehnoloogias Töö nimetus: Töö nr. 1 SURVETÖÖTLUS Üliõpilane: Rühm: Üliõpilaskood: MATB Juhendaja: Töö tehtud: Esitatud: Arvestatud: E.Kimmari 11.03.2011 Töö eesmärk ja ülesanne: 1) Joonestada varjandile vastav detail. 2) Valida stantsimisviis, iseloomustades valitud stantsimisviisi kasutusala. 3) Joonestada valitud survetöötlusseadme põhimõtteskeem, skeemil märkida seadme põhislõmed (detailid) ja anda seadme töö lühikirjeldus. 4) Töötada välja ja vormistada stantsise (kuumvormstantsimise teel valmistatud to
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus SURVETÖÖTLE Töö nr: 3 MINE (plastne vormimine) Ees- ja Rühm: perekonnanimi: Üliõpilaskood:xxxx x4 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F. Sergejev 03.05.2013 05.06.2013 Töö eesmärk ja ülesanded: 1. Stantsimisviisi valik, valitud stantsimisviisi iseloomustamine 2. Valitud survetöötlusseadme põhimõtteskeemi joonestamine, skeemil märkida seadme põhisõlmed (detailid) ja anda seadme töö lühikirjeldus 3. Stantsise joonise väljatöötamine ja vormistamine 4. Stantsi lõppvao koos stantsisega joonestamine selle kinnises olekus 5. Deformeerimisskeemi joonestamine Valitud detaili jooni
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines МТТ0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus SURVETÖÖTLEMINE (plastne vormimine) Töö nr: 1 Ees- ja perekonnanimi: Oliver Nõgols Rühm: MATB21 Üliõpilaskood: 142893 Juhendaja: Töö tehtud: 15.03 Töö esitatud: 15.03 Töö arvestatud: Eduard Kimmari Töö eesmärk ja ülesanded: Koostada põhimõtteline tehnoloogiline survetöötlemise protsess. Töö teostaja valib kõige otstarbekama viisi toote valmistamiseks, lähtudes detailist, mille põhjal valitakse sobiv stantsimisviis, tööriistad ja seadmed. Joonistada variandile vastav detail. Valida stantsimisviis, iseloomustades valitud stantsimisviisi kasutusala. Joonestada valitud survetöötlusseadme põ
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus SURVETÖÖTLEMINE (plastne vormimine) Töö nr: 1 Ees- ja perekonnanimi: Rander Süld Rühm: MASB-21 Üliõpilaskood: 135011 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Fjodor Sergejev 21.03.14 21.03.14 Töö eesmärk: Töö eesmärgiks on koostada tehnoloogiline protsess detaili tooriku valmistamiseks kuumvormstantsimise teel. Töö ülesanded: 1. Joonestada variandile vastav detail. 2. Valida stantsimisviis, iseloomustades valitud stantsimisviisi kasutusala. 3. Joonestada valitud survetöötlusseadme põhimõtteskeem, skeemil märkida seadme põhisõlmed (detailid) ja
TALLINNA TEHNIKAÜLIKOOL Mehaanika ja tööstustehnika instituut Kodutöö aines X0010 Teema II Konstruktsioonimaterjalide tehnoloogia Töö nimetus: Survetöötlus Töö nr: 3 Ees- ja perekonnanimi: Rühm: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Töö eesmärk ja ülesanded: Koostada tehnoloogiline protsess tooriku valmistamiseks kuumvormstantsimise teel. Lisas toodud kodutöö variandile vastava detaili number valitakse üliõpilaskoodi viimase numbri järgi. 1. Valida detaili number ja esitada selle joonis (koopia). Joonis allkirjastada, nt Joonis1 või Sele1. Lähtedetail. 2. Valida stantsimisviis: kraadiga vormstantsimine või kraadita vormstantsimine. Stantsimisseadme põhimõtte
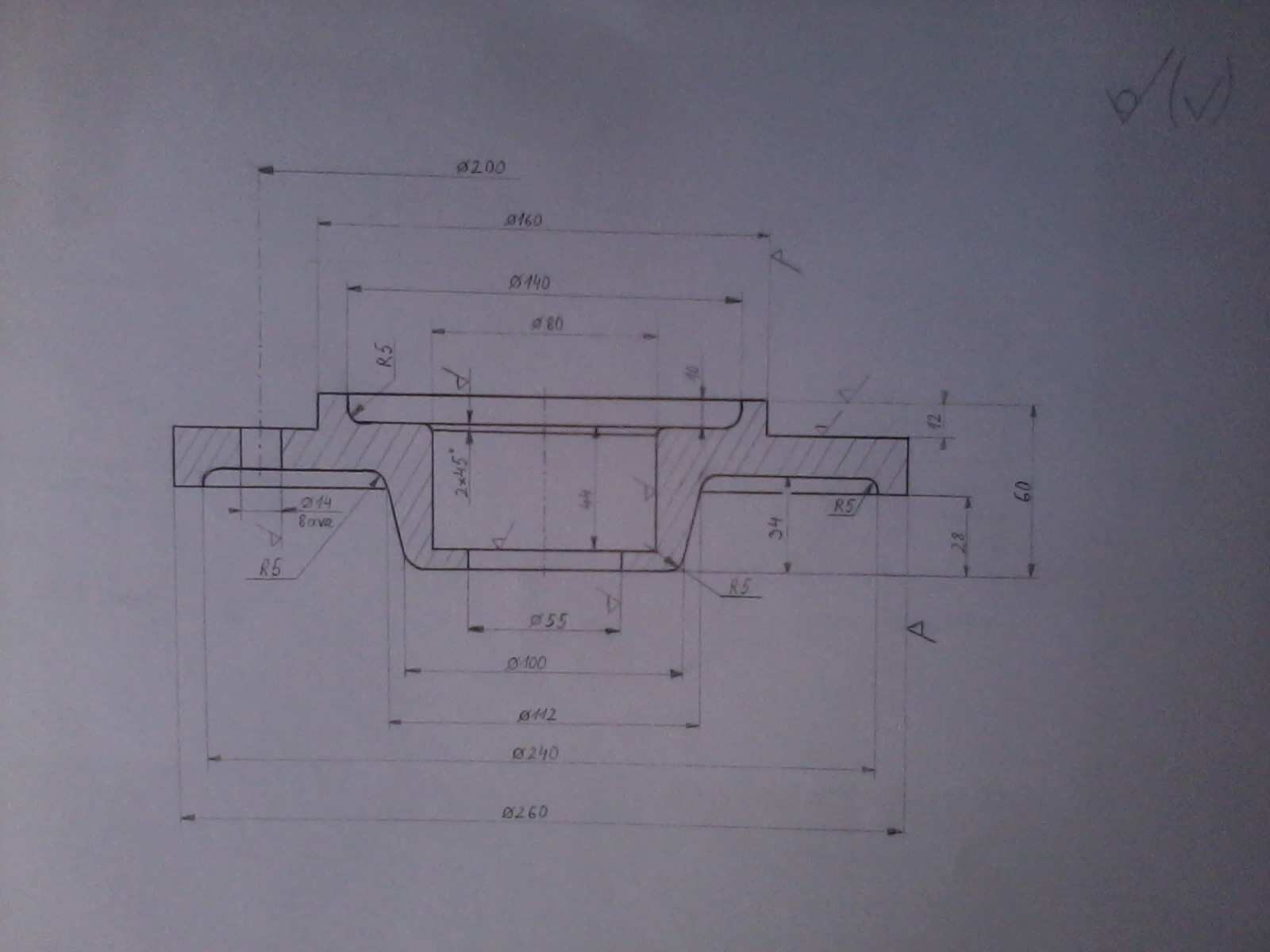
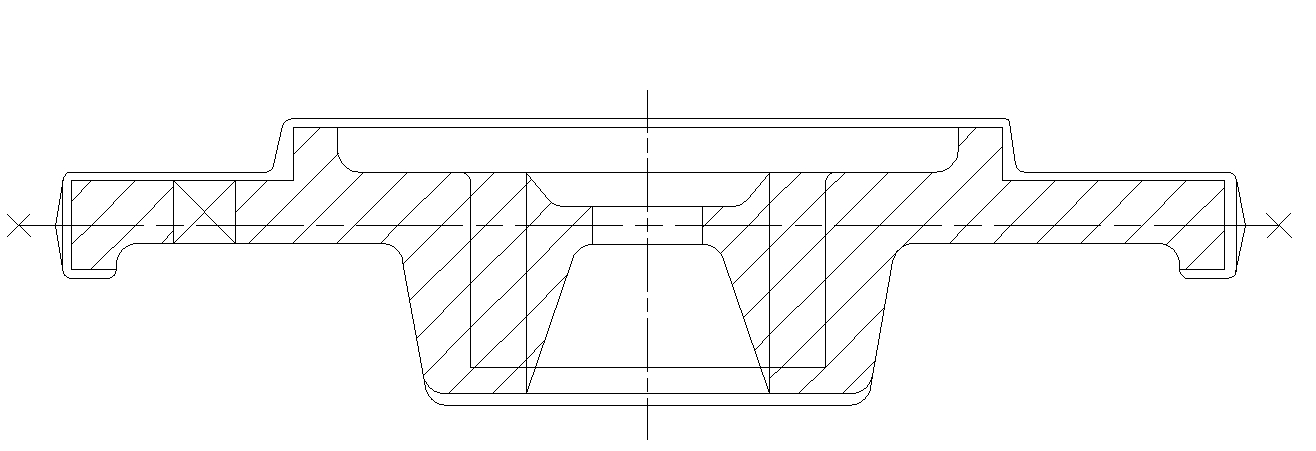
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö MTT0010 Konstruktsioonimaterjalide tehnoloogias Töö nimetus: Töö nr. 1 SURVETÖÖTLEMINE Üliõpilane: Rühm: matb24 Üliõpilaskood: Juhendaja: Töö tehtud: Esitatud: Arvestatud: Eduard Kimmari 04.04.2010 Detaili joonis 2. Valin stantsimisviisiks stantsimise väntpressil. Valmistavate toorikute tüüpkujud väntpressidel on samad mis stantsimisel vasarail. Aga erinevus on selles, et väntpressi puhul on toorikute täpsus oluliselt kõrgem. Väljatõukajate olemasolu võimaldab kasutada väikseimaid stantsimiskallakuid ja seega säästa metalli. Võrreldes vasaratega on väntpresside tootlikkus suurem ja töötingimused paremad. Samuti võrreldes vasaratega
templi alla tooriku suunas, samal ajal liigub liikuv matriits liikumatu matriitsi suunas. Matriitsid sulguvad ning tempel deformeerib tooriku. Kui vormimine on toimunud, eemaldub esmalt tempel, siis liikuv matriits ning detail vabaneb. Horisontaalstantsimismasinaga stantsitakse peamiselt silindrilisi detaile,


















Kõik kommentaarid