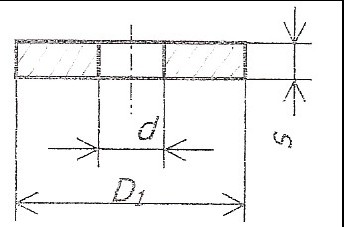
s – materjali pikkus 𝜎1 - materjali lõiketakistus, MPa 𝑠 𝑃 = 𝑆 × 𝜎1 × ( 𝑎 + 𝑏 ) 𝐻 > 𝑠 ℎ 𝜎1 = 380𝑀𝑃𝑎 1 P1= 3 × 380 × ( 80 + 30 5) = 125628 𝑁 Ps = 1,3 x 125628 = 163316,4 ≈ 16,4t Tallinn 2017 2 Ivo Hein ÜLESANNE NR. 2 Määrata järgmiste detailide stantsimiseks lõikestantsil matriitsi ja templi mõõdud, pilude suurused matriitsi ja templi vahel ning teha matriitsi ja templi eskiisid. 1) Lähteandmed: s= 6mm d= 12H14(+430 0 )mm 0 D1= 50h14(−620 ) mm Teras: 08КП, ГОСТ1050-74 𝑘𝑔𝑓 Katketugevus: 𝜎𝑏 30 𝑚𝑚2 𝑘𝑔𝑓 Lõiketakistus: 𝜎1 = (0,65 … 0,75) 𝜎1 = 19,5 … 22,5 𝑚𝑚2 𝑘𝑔𝑓 Valin: 𝜎1 = 21 𝑚𝑚2
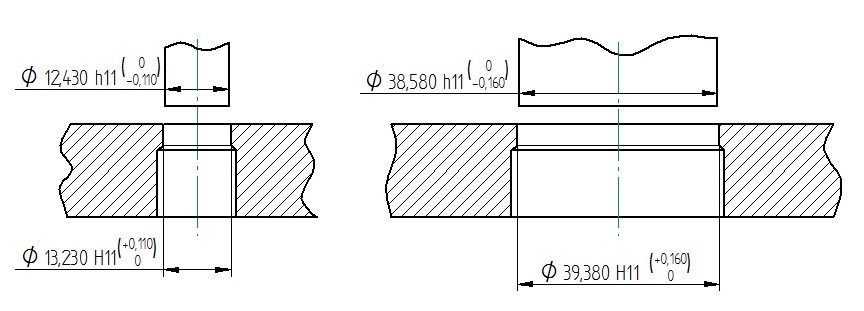
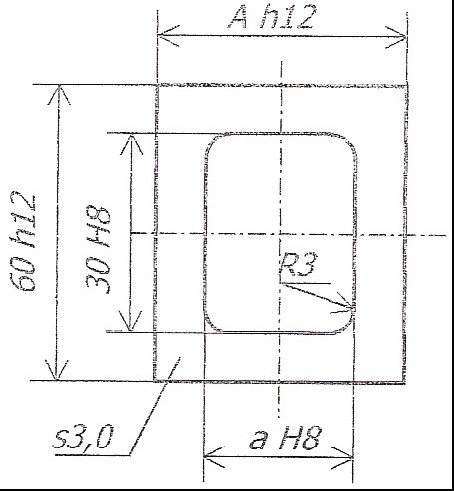
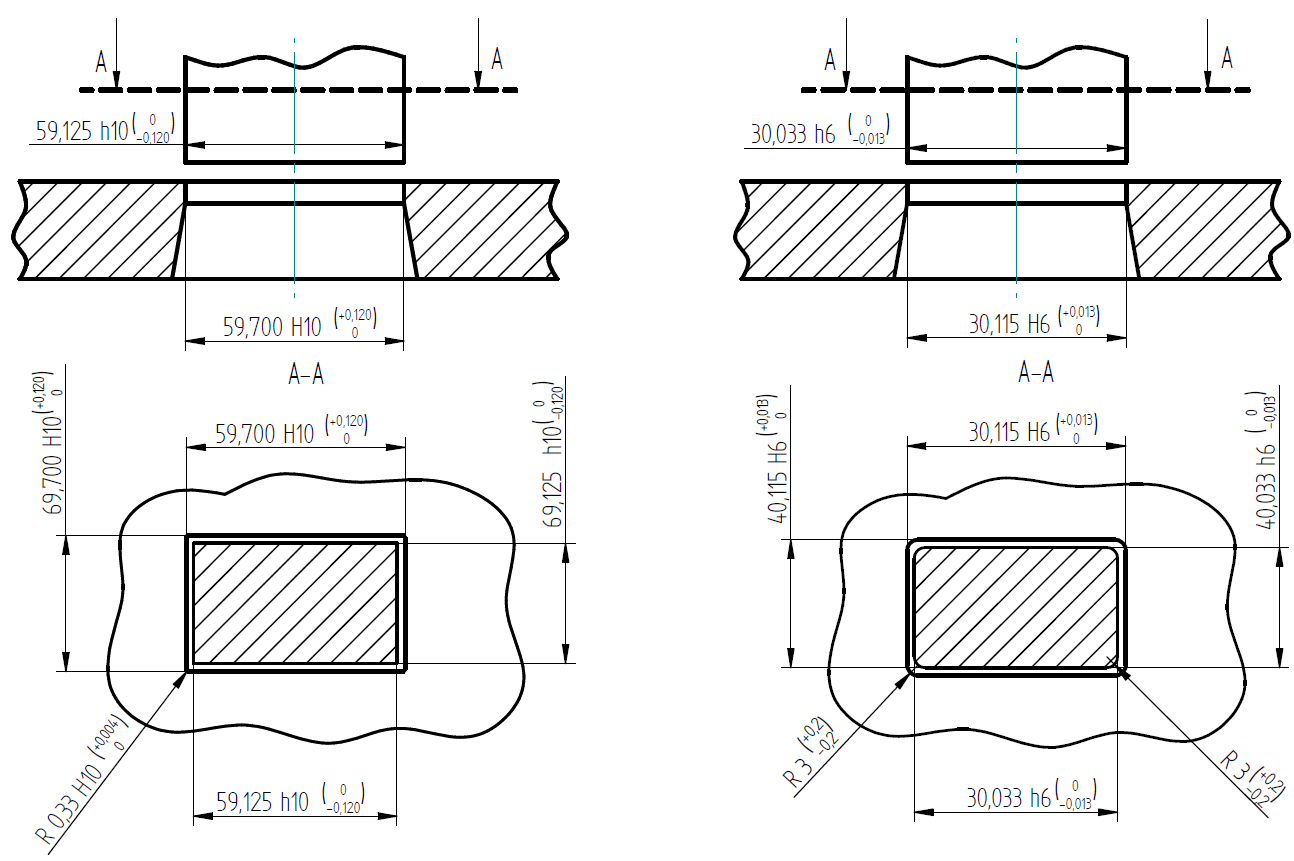
ÜLESANNE NR.2 Varjant Nr.12 Kirjeldus: Määra järgmiste detailide stantsimiseks lõikestantsil matriitsi ja templi mõõdud, pilude suurused matriitsi ja templi vahel ning teha matriitsi ja tempili eskiisid. Kasutatud valemid: d m=d det +δ det + z (1) d t =d det −δ det−z (2) z=c∗s∗√ σ 1 (3) Kus dm - matriitsi mõõde, mm; dt - templi mõõde, mm; s - materjali paksus, mm;
Kodune ülesanne nr. 2 Määrata detailide stantsimiseks lõikestantsil maatritsi ja templi mõõdud, pilude suurused maatritsi ja templi vahel ning teha maatritsi ja templi eskiisid. Variant 1 1)Sisekontuuri stantsimine Sisemise ava stantsimiseks kasutan kiiret stantsi seega l= (0,8...0,86)Rm, seega l= 0,86x500 = 430N/mm2 Materjal- teras 30 1050-74 järgi, standard EN 10250-2:2000 Katketugevus Rm- 500 MPa Lõiketakistus l-430N/mm2 = 43kgf/mm2 Materjali paksus s-4,0 mm Ava läbimõõt d- 90H14(+0,87) mm Detaili läbimõõt D1-160h14(-1) mm Arvutused: Sisemise ava d=90H14(+0,87) stantsimine Kahepoolse pilu suurus matriitsi ja templi vahel: Z = CxSx l = 0,035x4x43 = 0,92 mm
ÜLESANNE NR.3 Variant 1. Teha detailide painutamiseks vajalikud konstruktiivsed arvutused: a) arvutada toorikute pikkused; b) leida painutusjõud või kalibreerimisjõud; c) arvutada templite ja matriitside mõõdud. Teha templite ja matriitside eskiisid. 1) Lähteandmed: R = 3mm l = 50mm s= 3mm - Painutada koos kalibreerimisega Sele 7. Materjal: teras 40, ГОСТ 1050-88 σ b =Rm= 580 MPa Painutatud osa pikkus neutraalkihis: r 3 Tegur x on määratud sõltuvalt suhtest s = 3 =1 x = 0,42 Võtan tabelist 9 [1:38]
Mehaanikateaduskond Õpperühm: MI 51 Juhendaja: Jaak Särak Esitamiskuupäev:……………. Üliõpilase allkiri:…………….. Õppejõu allkiri: ……………… Tallinn 2016 Ülesanne nr. 2 variant 7. Määrata järgmiste detailide stantsimiseks lõikestantsil matriitsi ja templi mõõdud, pilude suurused matriitsi ja templi vahel ning teha matriitsi eskiisid. Ülesanne 2.1 Läheandmed: Materjal: teras 40, millel lõiketakistus 𝜎𝑙 = 490, Mpa; Lehe paksus 𝑠 = 6, mm; Stantsitava detaili mõõtmed (joonis 1). O 24 H14 s= 6 O 60 h14
....................................................................12 3.1 Tootmismaht.............................................................................................................................12 3.2 Sisseostu detailid ......................................................................................................................12 3.3 Seadmede andmed ja valiku põhjendus ...................................................................................13 3.4 Detailide tehnoloogiliste režiimide valik ja põhjendus ............................................................14 3.5 Operatsiooni aegade normeerimine ..........................................................................................42 4. TOOTMISJAOSKONNA PROJEKTEERIMINE .........................................................................46 4.1 Tootmistüübi valiku põhjendus ja selle töö organiseermine ....................................................46 4
EESTI MEREAKADEEMIA RAKENDUSMEHAANIKA ÕPPETOOL MTA 5298 RAKENDUSMEHAANIKA LOENGUMATERJAL Koostanud: dotsent I. Penkov TALLINN 2010 EESSÕNA Selleks, et aru saada kuidas see või teine masin töötab, peab teadma millistest osadest see koosneb ning kuidas need osad mõjutavad teineteist. Selleks aga, et taolist masinat konstrueerida tuleb arvutada ka iga seesolevat detaili. Masinaelementide arvutusmeetodid põhinevad tugevusõpetuse printsiipides, kus vaadeldakse konstruktsioonide jäikust, tugevust ja stabiilsust. Tuuakse esile arvutamise põhihüpoteesid ning detailide deformatsioonide sõltuvuse väliskoormustest ja elastsusparameetritest. Detailide pinguse analüüs lubab optimeerida konstruktsiooni
Dpfbvjpfvtyztvjcnm> cnfylfhnbpfwbz b ntxybxtcrbt bpvthtybz. V.>
Bplfntkmcndj cnfylfhnjd, 1987























Kõik kommentaarid