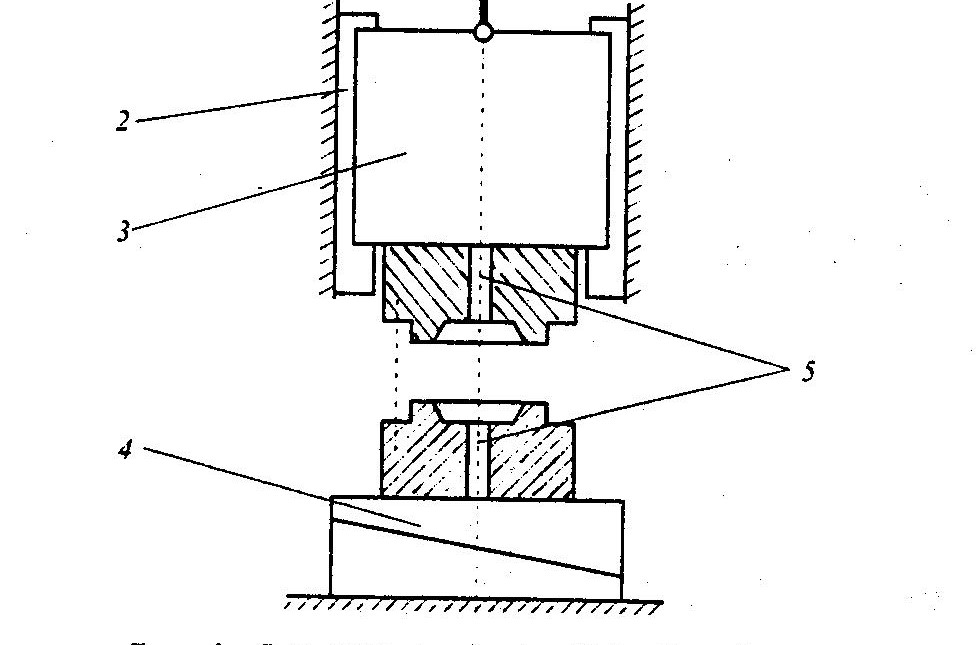
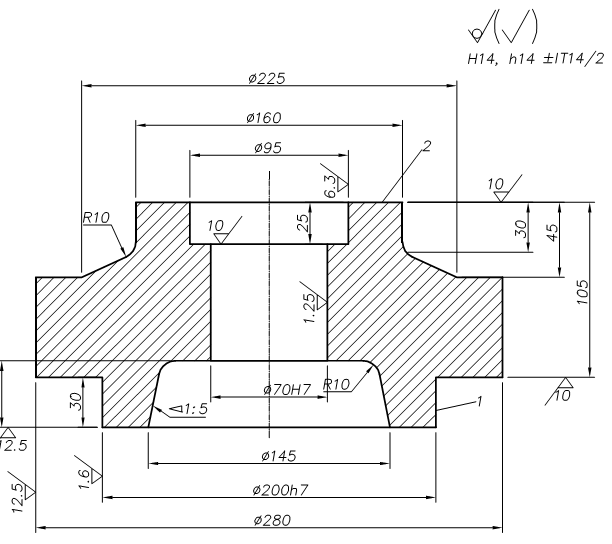
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus SURVETÖÖTLE Töö nr: 3 MINE (plastne vormimine) Ees- ja Rühm: perekonnanimi: Üliõpilaskood:xxxx x4 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F. Sergejev 03.05.2013 05.06.2013 Töö eesmärk ja ülesanded: 1. Stantsimisviisi valik, valitud stantsimisviisi iseloomustamine 2. Valitud survetöötlusseadme põhimõtteskeemi joonestamine, skeemil märkida seadme põhisõlmed (detailid) ja anda seadme töö lühikirjeldus 3. Stantsise joonise väljatöötamine ja vormistamine 4. Stantsi lõppvao koos stantsisega joonestamine selle kinnises olekus 5. Deformeerimisskeemi joonestamine Valitud detaili jooni
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö MTT0010 Konstruktsioonimaterjalide tehnoloogias Töö nimetus: Töö nr. 1 SURVETÖÖTLEMINE Üliõpilane: Rühm: matb24 Üliõpilaskood: Juhendaja: Töö tehtud: Esitatud: Arvestatud: Eduard Kimmari 04.04.2010 Detaili joonis 2. Valin stantsimisviisiks stantsimise väntpressil. Valmistavate toorikute tüüpkujud väntpressidel on samad mis stantsimisel vasarail. Aga erinevus on selles, et väntpressi puhul on toorikute täpsus oluliselt kõrgem. Väljatõukajate olemasolu võimaldab kasutada väikseimaid stantsimiskallakuid ja seega säästa metalli. Võrreldes vasaratega on väntpresside tootlikkus suurem ja töötingimused paremad. Samuti võrreldes vasaratega
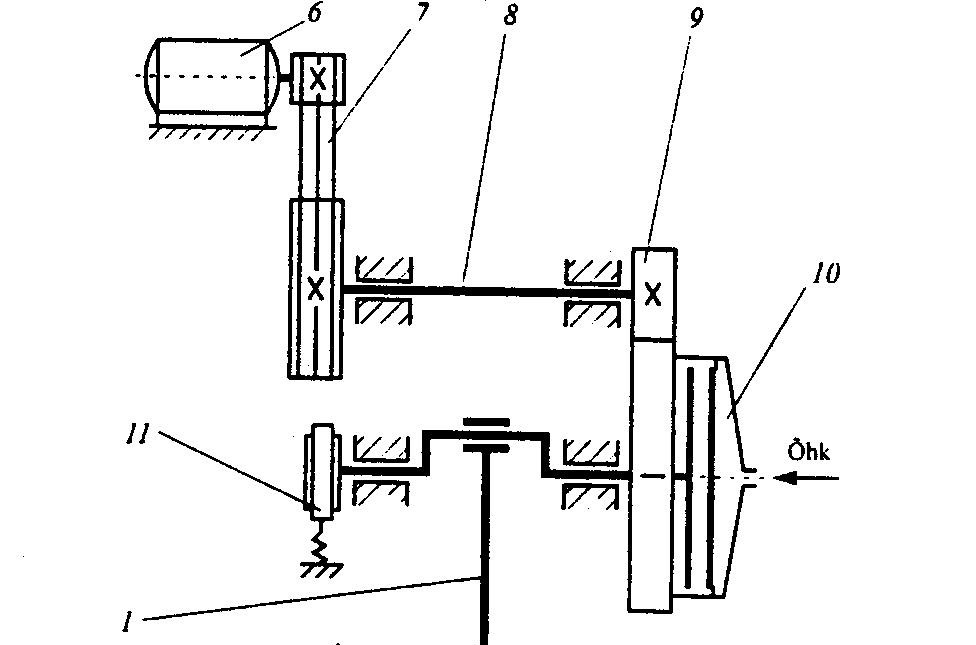
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines МТТ0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus SURVETÖÖTLEMINE (plastne vormimine) Töö nr: 1 Ees- ja perekonnanimi: Rühm: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Töö eesmärk: koostada tehnoloogiline protsess detaili tooriku valmistamiseks kuumvormstantsimise teel. Töö ülesanded: 1. Joonestada variandile vastav detail. 2. Valida stantsimisviis, iseloomustades valitud stantsimisviisi kasutusala. 3. Joonestada valitud survetöötlusseadme põhimõtteskeem, skeemil märkida seadme põhisõlmed (detailid) ja anda seadme töö lühikir
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö MTT0010 Konstruktsioonimaterjalide tehnoloogias Töö nimetus: Töö nr. 1 SURVETÖÖTLUS Üliõpilane: Rühm: Üliõpilaskood: MATB Juhendaja: Töö tehtud: Esitatud: Arvestatud: E.Kimmari 11.03.2011 Töö eesmärk ja ülesanne: 1) Joonestada varjandile vastav detail. 2) Valida stantsimisviis, iseloomustades valitud stantsimisviisi kasutusala. 3) Joonestada valitud survetöötlusseadme põhimõtteskeem, skeemil märkida seadme põhislõmed (detailid) ja anda seadme töö lühikirjeldus. 4) Töötada välja ja vormistada stantsise (kuumvormstantsimise teel valmistatud to
Hinnatud töö: tulemus 65 punkti 100st. Hinde võttis alla: eralduspind (-5%); töötlusvarud (-10%); nurkade ümardamine (-10%); lõppvao eskiis (-10%) Lähtejoonis Stantsimisviis ...valisin kinnise stantsimise väntpressil. Väntpressi puhul on toorikute täpsus kõrge ning metalli säästimeks on võimalik kasutada ka väiksemaid stantsimiskallakuid kuna on olemas väljatõoukajad. Väntpressi iseloomustab töö kvaliteedi olemasolu. Väntpresse kasutatakse kõrge kvaliteedi ning suure täpsuse saamise eesmärgil, ning sealjuures on oluline ka väike metallikulu. Samas kui võrrelda väntpressi vasaraga, siis vänt- presside puhul on kvaliteed parem, automatiseeritus ja tootlikkus on kõrgemad. Puuduseks on aga pressi märgatavalt suurem hind stantsimisvasaratega võrreldes ning deformeerimisjõudu ei saa reguleerida mistõttu ei ole võimalikud mitmed vasaratel toestatavad stantsimise ettevalmistusoperatsioonid ning tuleb sagedamini kasutada eelprofileeritud toorikuid. Vän
TALLINNA TEHNIKAÜLIKOOL Mehaanika ja tööstustehnika instituut Kodutöö aines X0010 Teema II Konstruktsioonimaterjalide tehnoloogia Töö nimetus: Survetöötlus Töö nr: 3 Ees- ja perekonnanimi: Rühm: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Töö eesmärk ja ülesanded: Koostada tehnoloogiline protsess tooriku valmistamiseks kuumvormstantsimise teel. Lisas toodud kodutöö variandile vastava detaili number valitakse üliõpilaskoodi viimase numbri järgi. 1. Valida detaili number ja esitada selle joonis (koopia). Joonis allkirjastada, nt Joonis1 või Sele1. Lähtedetail. 2. Valida stantsimisviis: kraadiga vormstantsimine või kraadita vormstantsimine. Stantsimisseadme põhimõtte
Sepistamine Sepistamine e. vabasepistamine on tuntud survetöötlusprotsessidest vanim. Sepistustoorikute deformeerimine viiakse läbi käsitsi, sepistusvasaratel või pressidel ja teistel sepistusseadmetel. Sepistatakse tavaliselt kuumalt. Saadud toodet või pooltoodet nimetatakse sepiseks. Sepised ei ole üldjuhul valmistooted, vaid pooltooted edasiseks töötlemiseks, näiteks lõiketöötlemise teel. Sepistamist kasutatakse üksik- või väikesaritootmisel, kusjuures metalli töötlemiseks kasutatakse universaaltööriistu. Deformeeritav metall saab sepistamisel takistamatult voolata igas suunas, mistõttu sepistamist nimetatakse sageli ka vabasepistamiseks. Eristatakse: - käsitsi sepistamine ehk käsisepistamine väikesed sepised, peamiselt remonditöödel; - masinsepistamine suured sepised, mille mass ulatub sadade tonnideni: a) sepistamine sepistusvasaratel, b) sepistamine sepistuspres
1.1. Metallide survetöötlus 1.1.1. Liigitus Plastse deformeerimisega kaasneb metalli struktuuri ja järelikult ka omaduste oluline muutumine kalestumine. Kalestumine väljendub metalli tugevnemises mida suurem on plastne deformeerumine, seda tugevamaks (ka kõvemaks) metall muutub. On olemas kalestumisele vastupidine protsess rekristalliseerumine, mille kestel metalli esialgne, kalestumisele eelnenud struktuur ja omadused, sh. metalli esialgne plastsus taastuvad. Rekristalliseerumine algab temperatuuril, mis on ligikaudu pool metalli või -sulami sulamistemperatuurist. Survega töötlemisel toimub pooltoodete (toodete) vormimine tahkest metallist kas külmalt või kuumalt. Vastavalt sellele eristatakse külmsurvetöötlust ja kuumsurvetöötlust. Eristatakse ka maht- ja lehtvormimist. Mahtvormimisel kasutatakse toorikutena ümar- või ristkülikulise ristlõikega toorikuid. Lehtvormimisel kasutatakse toorikuna lehtmetalli (plekki). Maht- ja leht

















Kõik kommentaarid