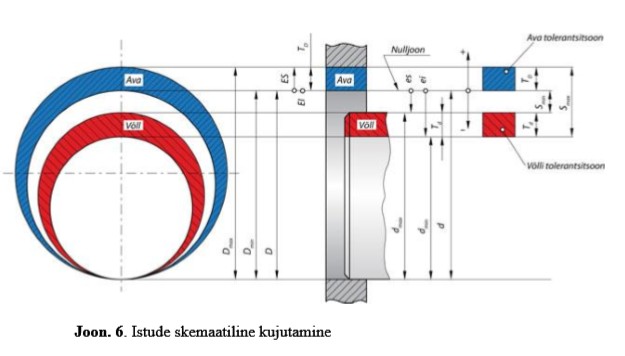
Sander Schmidt KODUSED ÜLESANDED Õppeaines: TOLELEERIMINE JA MÕÕTETEHNIKA Mehaanikateaduskond Õpperühm KMI-21 Juhendaja: lektor Mait Purde Tallinn 2011 Ülesanne nr. 1 Lähteandmed: Ø90N6/h5 Lahenduskäik: N 6 0 , 016 1. Ø90 0 , 038 h5 0 , 015 2. Nimetus Ava Võll Tähistus Suurus mm Tähistus Suurus mm 1. Nimimõõde D 90 d 90 2. Ülemine piirhälve ES -0,038 es 0 3. Alumine piirhälve EI -0,016 ei -0,015 4. Suurim piirmõõde Dmax 89,984 dmax
märkimise näiteid). Esimene samm-Ra ja Rz määramine. Ra-profiili keskmine hälve ja Rz-maksimaalne profiili kõrgus. Et Rz-i interpreteeritakse ISO ja DIN'i järgipisut erinevalt, on targemteha panus Ra-le. ISO järgi on Ra asukoht nn. ,'' juure all'' Pinnakareduse märkimine tööjonisel-teravik alati vastu töödeldavat pinda. Et mitte korrata mitmel korral samade karedusparameetrite esitamist,võib märkimist lihtsustada(sisu deklareeritakse märkustes) 32.Detailide geomeetriline tolereerimine. Reaalse objekti mistahes pind ei vasta kunagi täielikult nominaalsetele parameetrirele. Näiteks, silinder võib tegelikult olla kooniline või tünnikujuline ning ristlõige elliptiline. Selliseid hälbeid ideaalkujust nimetatakse geomeetrilisteks hälbeteks. 33.Baaselement ehk lähe, baaselemendi tähistamine Tolereerimisekt on kõigepealt vaja leida hälbetele sobiv baaselement ehk lähe,mille suhtes tolerants määratletakse. Selliseks baaselemendiks valitakse kas joon, pind või telg.
MÕÕTMESTAMINE JA TOLEREERIMINE 2 ×16 tundi Teema Kestvus h 1. Sissejuhatus. Seosed teiste aladega 2 Mõisted ja terminiloogia. GPS standardite maatriksmudel 2. Geometrilised omadused. Mõõtmestamise 2 üldprintsiibid. Ümbrikunõue, maksimaalse materjali tingimus 3. ISO istude süsteem. Tolerantsiväljad 2 4. Istud. Võlli ja avasüsteem 2 5. Soovitatavad istud. Istude rahvuslikud süsteemid 2 6. Istude kujundamise põhimõtted 2 Istude analüüs ja süntees 7. Liistliidete tolerantsid. 2 Üldtolerantsid 8. Geomeetrilised hälbed. Kujuhälbed. 2 Suunahälbed 9. Viskumise hälbed. Asetsemise hälbed. Lähted 2 Nurkade ja koonuste hälbed ja tolerantsid 10. Pinnahälb
EESTI MEREAKADEEMIA RAKENDUSMEHAANIKA ÕPPETOOL MTA 5298 RAKENDUSMEHAANIKA LOENGUMATERJAL Koostanud: dotsent I. Penkov TALLINN 2010 EESSÕNA Selleks, et aru saada kuidas see või teine masin töötab, peab teadma millistest osadest see koosneb ning kuidas need osad mõjutavad teineteist. Selleks aga, et taolist masinat konstrueerida tuleb arvutada ka iga seesolevat detaili. Masinaelementide arvutusmeetodid põhinevad tugevusõpetuse printsiipides, kus vaadeldakse konstruktsioonide jäikust, tugevust ja stabiilsust. Tuuakse esile arvutamise põhihüpoteesid ning detailide deformatsioonide sõltuvuse väliskoormustest ja elastsusparameetritest. Detailide pinguse analüüs lubab optimeerida konstruktsiooni massi, mõõdu ja ökonoomsuse parameetrite kaudu. Masinate projekteerimisel omab suurt tähtsust detailide materjali õige valik. Masinaehitusel kasutatavate materjalide nomenklatuur täieneb pidevalt, rakendatakse efekti
osa 1. Masinaelementide valdkond ja selle põhiprintsiibid 1. Mis on põhiliseks inseneri vastutuseks masinate ja konstruktsioonide projekteerimisel? MASINAD ja APARAADID, SEADMED jne.peavad töötama TÕRGETETA ja OHUTULT!!! 2. Mis on tehniline süsteem ja millistest komponentidest see koosneb? Tehniline süsteem = komponentide kombinatsioon, mis koos töötades tagab mingi ettenähtud funktsiooni täitmise (masin, aparaat, seade, tarind jne.). Koosneb erineva:- kuju, - otstarbe ja- ööpõhimõttega MASINAELEMENTIDEST. 3. Mida nimetatakse masinaelemendiks ja kuidas seda liigitatakse? MASINAELEMENDID = tehniliste süsteemide füüsikalised komponendid. Üldmasinaelemendid(Liited, Ajamite Komponendid, muud) , Erimasinaelemendid. 4. Tuua näiteid masinaelemendist kui detailist, koostust, sõlmest. 1. Detail, s.t. osa, mis on valmistatud ilma koostamiseta (polt, mutter, võll, hammasratas, rihmaratas, vedru, jne.) 2. Koost või grupp, s.t. kindlat funktsiooni täitev det
Puidutöötlemine I 1.1. Ajalugu Saeveskid (lauatehased) 17. saj. algul. Mehhaniseeritud puidutööstus 19. saj.teisel poolel. Eestis vineeri, mööbli- ja tuletikutööstus. Tallinnas a/s Lutheri asut.1883, 1700 töölist. 1938.a. algul oli viie ja enama töötajaga käitisi 150, sealhulgas üle 50 töötajaga käitisi 19. 1970... mööbli tootmine (54% puidutööstuse toodangust). TVMV ,Standard, Tarmeko, Kooperaator, Võru MV, Valga MV, Narva MV, Viisnurk. 1972.a. Püssi 110 tuh. m3 puitlaastplaate, 10 milj. m2 kõvu puitkiudplaate aastas. Mõjutajad: tehnika ja äärmuslik automatiseerimine, tehnoloogia ja moevoolud (tahkmööbel, kerge mööbel), puiduhinna kõikumine, rohelised ja elukeskkond, uued abi- ja viimistlusmaterjalid, uus majanduslik areng (väiketootmine), toodete turg (uued ekspordinõuded). Puidutööstuse omapära - arendamine on võimalik suhteliselt väikeste investeeringutega. 1.2. Olukord ja arengusuunad
2. Lukksepatööd. 2.1. Lukksepatööde liigid ja nende ülesanne. Lukksepatööd kuuluvad metallide lõiketöötlemise hulka. Neid tehakse nii käsitsi kui ka mehaniseeritud tööriistade abil. Lukksepatööde eesmärk on anda töödeldavale detailile vajalik kuju, mõõtmed ja pinnakaredus. Töö kvaliteet sõltub lukksepa oskusest ja vilumusest, kasutatavatest tööriistadest ja töödeldavast materjalist. Lukksepatööde operatsioonid on märkimine, raiumine, õgvendamine ja painutamine, lõikamine käsisae ja kääridega, viilimine, puurimine, süvistamine ja hõõritsemine, keermetamine, neetimine, kaabitsemine, soveldamine ja plankimine, jootmine ja liimimine. Detailide valmistamisel sooritatakse lukksepatööoperatsioonid kindlaksmääratud järjekorras. Kõigepealt tehakse need operatsioonid, mille tulemusena saadakse toorik. Lukksepaoperatsioonid jagunevad - ettevalmistusoperatsioonideks nagu väljalõikam
Autorid: Priit Kulu Jakob Kübarsepp Enn Hendre Tiit Metusala Olev Tapupere Materjalid Tallinn 2001 © P.Kulu, J.Kübarsepp, E.Hendre, T.Metusala, O.Tapupere; 2001 SISUKORD SISSEJUHATUS ................................................................................................................................................ 4 1. MATERJALIÕPETUS.............................................................................................................................. 5 1.1. Materjalide struktuur ja omadused ...................................................................................................... 5 1.1.1. Materjalide aatomstruktuur........................................................................................................... 5 1.1.2. Materjalide omadused ..........................

















Kõik kommentaarid