Anton Adoson AVADE SÜGAVUSE MÕÕTMINE LABORITÖÖ NR. 5 Õppeaines: MÕÕTMINE JA TOLEREERIMINE Transporditeaduskond Õpperühm: AT 11/21 Juhendaja: J.Tuppits Esitamise kuupäev: 3.12.2015 /Allkiri / Tallinn 2015 1. Töövahendid: Nihik (täpsus0,1 mm), sügavuskruvik (täpsus 0,01 mm ja piirkond 0- 75mm). 2. Töökäik: 1.Mõõta kõigi avade sügavused nihikuga. Kanda mõõtetulemused tabelisse 1. 2.Mõõta iga ava sügavust sügavuskruvikuga 3 korda muutes pisut mõõtekohta. Mõõtetulemused (mõõde 1 – 3) kandke tabelisse 1. Mõõtmise juures kasutada vajaliku pikkusega vahetusotsakuid. Arvutage sügavuskruvikuga teostatud 3 mõõtme keskmine tulemus M Erinevad vahetusotsakud annavad 4 mõõtepiirkonda: 0-25 mm; 25-50 mm; 50-75 mm; 1 – käristi mutter ?
Harkkaliibri mõõtu seadmine. Töös arvutatakse etteantud mõõtme järgi piirmõõtmed ning seatakse reguleeritav harkkaliiber mõõtu. Võll läbimõõduga 33 m5, IT 5, mille piirhälbed: Es = +20 Ei = +9 Võlli piirmõõtmed: dmax = 33,020mm dmin = 33,009mm GO(läbiv) = dmax * 1,02 + 2 +30 =33,020 Not GO (mitteläbiv) = dmin 1,009 + 2 + 30 =33,009 Katses kasutasin harkkaliibrit ja mõõteplaate. 2. LABORATOORNE TÖÖ NR 8 Radiaalviskumise mõõtmine. Töös mõõdetakse kellindikaatoriga astmelise võlli radiaalviskumist erinevatel silindrilistel astmetel kasutades spetsiaalset mõõtestendi. Kasutasin nihkkaliibrit ja radiaalviskumise mõõdikut Sele 1. Tabel 1 Mõõtetulemused Aste Astme Indikaatori Indikaatori Radikaal Lubatud Täpsusaste
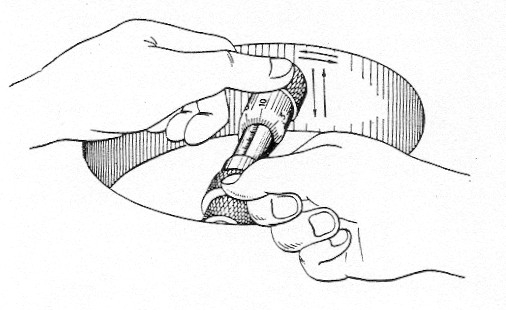
Anton Adoson SILINDRI SISELÄBIMÕÕDU MÕÕTMINE SISEINDIKAATORIGA DIESELLA LABORITÖÖ NR. 10 Õppeaines: MÕÕTMINE JA TOLEREERIMINE Transporditeaduskond Õpperühm: AT 11/21 Juhendaja: J.Tuppits Esitamise kuupäev: 19.11.2015 Allkiri: Tallinn 2015 Töö vahendid: Nr. Nimetus Mõõtepiirkond Täpsus 1. Siseindikaator 20-200 mm 0,01 mm 2. Kruvik 75-100 mm 0,01 mm Töö käik: 1.Mõõta sama kruvikuga 75 – 100 mm eelnevalt koostatud siseindikaatori Diesella mõõtevarda pikkus 3 korral ja kanda tulemused alltoodud tabelisse 1. Mõõtevarrast tuleb mõõta maksimaalse pikkusega ja ilma kokkusurumiseta. 2.Arvutada mõõteva
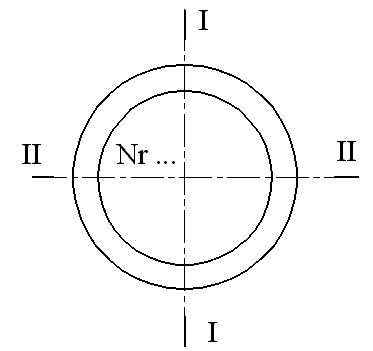
ÜLESANDED LABORATOORNE TÖÖ Õppeaines: TOLEREERIMINE JA MÕÕTETEHNIKA Transporditeaduskond Õpperühm: KMI 21 Juhendaja : lektor Juhan Tuppits Esitamisekuupäev Üliõpilase allkiri Õppejõu allkiri Tallinn 2015 Laboratoorne töö nr 1 Silindri siseläbimõõdu mõõtmine siseindikaatoriga. Detail nr 37. Töö käik: 1.Mõõdan silindri läbimõõdu nihikuga. Saadud mõõde on seade mõõde. 2.Valin sobiva liikumatu mõõtevarda, keeran selle mõõteriista keresse nii, et siseindikaatori silindrisse asetades näitab indikaator ühte täispööret. 3.Sean siseindikaatori seadmemõõtme nulli. 4.Mõõdan silindrit kolmest eri kohast, igas kohas kahes risti sihis ja kannan mõõtetulemused tabelisse.
Anton Adoson KEERME KESKLÄBIMÕÕDU MÕÕTMINE LABORITÖÖ NR. 12 Õppeaines: MÕÕTMINE JA TOLEREERIMINE Transporditeaduskond Õpperühm: AT 11/21 Juhendaja: J.Tuppits Esitamise kuupäev: 3.12.2015 Allkiri: Tallinn 2015 Töö vahendid: Nr. Nimetus 1. Digitaalne kõrgusmõõdik Töö käik: 1.Mõõta digitaalse kõrgusmõõdikuga graniitaluslaual mõõt M abijuhendi mõõteskeemi alusel kolme traadi abil kahes risttasapinnas 3 korral. Selleks viige kõigepealt mõõdiku mõõteotsik vastu graniitaluslauda ja nullige digitaalskaala. Nüüd võib alustada mõõtmisi. Pöörake tähelepanu, et mõõtevahend paikneks graniitlaual stabiilselt, vajadusel muutke keermega detaili ja kõrgusmõ?
Anton Adoson PINNAKAREDUSE MÕÕTMINE LABORITÖÖ NR. 02 Õppeaines: MÕÕTMINE JA TOLEREERIMINE Transporditeaduskond Õpperühm: AT 11/21 Juhendaja: J.Tuppits Esitamise kuupäev: 03.12.2015 Allkiri: Tallinn 2015 1. Töö vahendid: Nr. Nimetus 1. Euroopa pinnakareduse Ra etalon 2. Nõukogude pinnakareduse Ra etalon 3. Profilomeeter Surtronic 2. Töö käik: 1.Määrata visuaalselt pindade pinnakaredus Ra nõukogude etalonidega vastavuses nende pindade töötlemise meetodile (freesimine, treimine, lihvimine jne). 2.Määrata visuaalselt pindade pinnakaredus Ra Euroopa etalonidega vastavuses
Anton Adoson DETAILI MÕÕTMINE NIHIKUTEGA LABORITÖÖ NR. 9 Õppeaines: MÕÕTMINE JA TOLEREERIMINE Transporditeaduskond Õpperühm: AT 11/21 Juhendaja: J.Tuppits Esitamise kuupäev: 8.10.2015 Allkiri: Tallinn 2015 Töövahendid: nihik, elektrooniline nihik, mõõdetav detail Töö käik: 1.Töös mõõdetakse detaili kõik eskiisil 1 (töökoha lisamaterjal) näidatud läbimõõdud ja pikkusmõõdud kahe erineva nihikuga täpsusega 0,02 ja 0,01 (digitaalse skaalaga nihik) mm kokku kolmel korral. Alguses mõõdetakse detail nooniusega nihikuga 2 korral. Mõõtetulemused kantakse tabelis
5. Soovitatavad istud. Istude rahvuslikud süsteemid 2 6. Istude kujundamise põhimõtted 2 Istude analüüs ja süntees 7. Liistliidete tolerantsid. 2 Üldtolerantsid 8. Geomeetrilised hälbed. Kujuhälbed. 2 Suunahälbed 9. Viskumise hälbed. Asetsemise hälbed. Lähted 2 Nurkade ja koonuste hälbed ja tolerantsid 10. Pinnahälbed. Pinnakaredus, lainelisus, mõõtmine 2 11. Valutoodete ja keevitatud toodete tolerantsid 2 Keermete ja hammasrataste hälbed 12. Laagrite istude tolereerimise põhimõtted 2 Kaliibrite tolereerimise põhimõtted 13. Mõõtahel. Analüüs. Min-max meetod. 2 Tõenäosusmeetod 14. Mõõtmete ja tolereerimise vektorkäsitlus 2 Hälvete statistiline käsitlus. Hajuvus. 15. Hälvete kontroll. 2 Arvutite kasutamine




















Kõik kommentaarid