TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus LÕIKETÖÖTLE MINE Töö nr: 4 (töötle mine laastu eemaldamisega) Ees- ja Rühm: perekonnanimi: Üliõpilaskood:xxxx x4 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F.Sergejev 05.06.2013 05.06.2013 Töö eesmärk ja ülesanded:
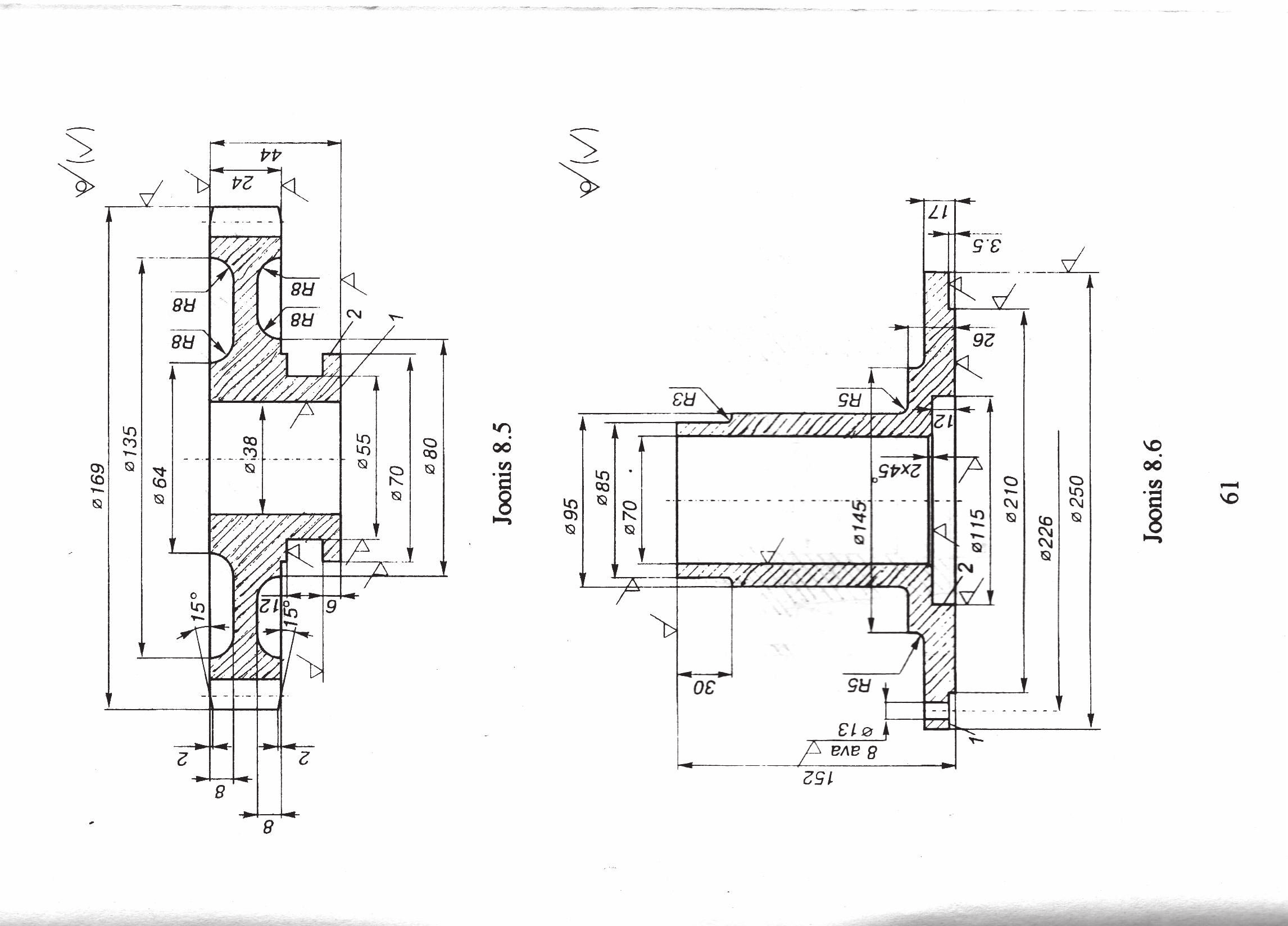
Tallinna Tehnikaülikool Materjalitehnika instituut Kodutöö nr.3 Lõiketöötlus Nimi: Tallinn 2009 Töödeldav detail (joonis1.) millel peab töötlema pinnad 1 ning 2 on hallmalmist valatud detail. Töödeltavate pindade lubatud tolerants on toodud rahvusvahelise tolerantsijärguga H12, h12+- IT12/2. Määratud pinnakaredus detaili pindadele 1 ja 2 on 6,3m. Vastavalt pinnakaredusele ning tolerantsile tuleb valida optimaalne lõiketöötlus viis
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus LÕIKETÖÖTLEMINE Töö nr: 4 (töötlemine laastu eemaldamisega) Ees- ja perekonnanimi: Rander Süld Rühm: MASB-21 Üliõpilaskood: 135011 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Fjodor Sergejev Töö eesmärk:
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus LÕIKETÖÖTLEMINE Töö nr: (töötlemine laastu eemaldamisega) Ees- ja perekonnanimi: Rühm: MASB-21 Üliõpilaskood: ****77 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F. Sergejev
Lõiketõõtluse KT. NR. 2 1. Instrumendi kulumine Kulumine mehaanilisel kulumisel o Peamine nähtus lõikeprotsessis, põhjustab lõikevõime vähendamist. o Kantakse lõikeriista tööpindadelt ära materjali osakesi. o Suurenevad lõikejõud, temperatuur o Halvenevad pinnasiledus ning teriku vastupanu lõikejõududele. Instrumendi eluiga o Instrumendi eluiga on funktsioon lõikekiirusest Vc ja ettenihkest fn. o Mida suuremad lõiketöötlus režiimid seda väiksem on instrumendi eluiga o Instrumendi elueaks loetakse maksimaalsetel lubatud režiimidel 15 min tööaega. Kulumise liigid o Abrasiivne kulumine – Tekib kahe pinna omavahelisel hõõrdumisel, kõvad osakesed (karbiidid) kriimustavad pinda ning kannavad osakesi minema. o Difusioonkulumine – Keemiline protsess kõrgel temperatuuril ja rõhul, mille käigus toimub ainete iseeneslik segunemine
1 TREIMISTÖÖDE ALUSED PÕHIANDMED TREIMISTÖÖDEST Masinate, mehhanismide, aparaatide ja teiste toodete detailide mit- mesuguste valmistusviiside hulgas on laialt levinud lõiketöötlus: treimine, puurimine, freesimine, hööveldamine, lihvimine, kaabitsemine jne. Lõiketöötluse olemus seisneb toorikult pindkihi eemaldamises, et saada nõutavate mõõtmete, kuju ja kvaliteediga pindu. Võlle, rihma- ja hammasrattaid ning paljusid teisi sellist tüüpi detaile nimetatakse pöördkehadeks (joon.) ja neid töödeldakse treipinkidel (treitakse). Treimisega võib saada silinder-, koonus-, kuju ja tasapindu, samuti keermeid, faase, siirdmikke (joon. ).
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus LÕIKETÖÖTLEMINE Töö nr: 4 (töötlemine laastu eemaldamisega) Ees- ja perekonnanimi: Rühm: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F. Sergejev 13.05.2013 Töö eesmärk:
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus LÕIKETÖÖTLEMINE Töö nr: 4 (töötlemine laastu eemaldamisega) Ees- ja perekonnanimi: Oliver Nõgols Rühm: MATB-21 Üliõpilaskood: 142893 Juhendaja: Töö tehtud: 17.05 Töö esitatud: 17.05 Töö arvestatud: Eduard Kimmari Töö eesmärk:



















Kõik kommentaarid