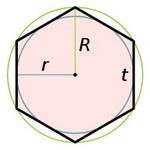
Küsimus 1 Valmis Hindepunkte 0/7 Märgi küsimus lipuga Küsimuse tekst Millise minimaalse läbimõõduga (mm) standardset alumiiniumist ümarprofiili on võimalik valmistada tõmbamise teel? Valige üks: a. 8 b. 3 c. 20 d. 10 Küsimus 2 Valmis Hindepunkte 0/7 Märgi küsimus lipuga Küsimuse tekst Kui suur venitustegur on saavutatav tõmbamisel ? Valige üks: a. 1,8 b. 1,1 c. 5 d. 3 Küsimus 3 Valmis Hindepunkte 0/7 Märgi küsimus lipuga Küsimuse tekst Leidke ekstrudeerimise venitustegur kui on teada et tooriku esialgne läbimõõt on 27,2 mm ja kolmnurgse ristlõikega ekstruusise (samaaegselt ekstrudeeritud profiilide arv on 3 tk.) välisläbimõõt D=2R (vt. joonisel), kus R on võrdne 8,4 mm. Andke vastus täpsusega 2 kohta peale koma. 0,27 Vastus: Küsimus 4 Valmis Hindepunkte 7/7
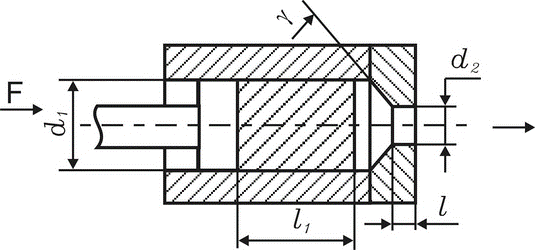
E-labor 9: Ekstrudeerimine ja vormpressimine Asendage rohelised lahtrid tekstis olevate andmetega. Ülesanne 3 Ülesanne 6 Ülesanne 9 d1 Rp0.2 Rp0.2 R d1 d1 t d2 d2 Vastus #DIV/0! l f
TTÜ ehituskonstruktsioonide õppetool Raudbetoonkonstruktsioonide üldkursus I Vello Otsmaa Johannes Pello 2007.a Raudbetoonkonstruktsioonide üldkursus 1 SISSEJUHATUS 1 Raudbetooni olemus Raudbetoon on liitmaterjal (komposiitmaterjal), kus koos töötavad kaks väga erinevate oma- dustega materjali: teras ja betoon. Neist betoon on suhteliselt odav kohalik materjal, mis töö- tab hästi survel, kuid üsna halvasti tõmbel (betooni tõmbetugevus on 10-15 korda väiksem survetugevusest). Teras seevastu töötab ühteviisi hästi nii survel kui ka tõmbel, kuid tema hind on küllalt kõrge. Osutub, et survejõu vastuvõtmine betooniga on kordi odavam kui tera- sega, tõmbejõu vastuvõtmine on kordi odavam aga terasega. Siit tulenebki raudbetooni ma- janduslik olemus: võtta ühes ja samas konstruktsioonis esinevad survesisejõud v
EESTI MEREAKADEEMIA RAKENDUSMEHAANIKA ÕPPETOOL MTA 5298 RAKENDUSMEHAANIKA LOENGUMATERJAL Koostanud: dotsent I. Penkov TALLINN 2010 EESSÕNA Selleks, et aru saada kuidas see või teine masin töötab, peab teadma millistest osadest see koosneb ning kuidas need osad mõjutavad teineteist. Selleks aga, et taolist masinat konstrueerida tuleb arvutada ka iga seesolevat detaili. Masinaelementide arvutusmeetodid põhinevad tugevusõpetuse printsiipides, kus vaadeldakse konstruktsioonide jäikust, tugevust ja stabiilsust. Tuuakse esile arvutamise põhihüpoteesid ning detailide deformatsioonide sõltuvuse väliskoormustest ja elastsusparameetritest. Detailide pinguse analüüs lubab optimeerida konstruktsiooni massi, mõõdu ja ökonoomsuse parameetrite kaudu. Masinate projekteerimisel omab suurt tähtsust detailide materjali õige valik. Masinaehitusel kasutatavate materjalide nomenklatuur täieneb pidevalt, rakendatakse efekti
MÕÕTMESTAMINE JA TOLEREERIMINE 2 ×16 tundi Teema Kestvus h 1. Sissejuhatus. Seosed teiste aladega 2 Mõisted ja terminiloogia. GPS standardite maatriksmudel 2. Geometrilised omadused. Mõõtmestamise 2 üldprintsiibid. Ümbrikunõue, maksimaalse materjali tingimus 3. ISO istude süsteem. Tolerantsiväljad 2 4. Istud. Võlli ja avasüsteem 2 5. Soovitatavad istud. Istude rahvuslikud süsteemid 2 6. Istude kujundamise põhimõtted 2 Istude analüüs ja süntees 7. Liistliidete tolerantsid. 2 Üldtolerantsid 8. Geomeetrilised hälbed. Kujuhälbed. 2 Suunahälbed 9. Viskumise hälbed. Asetsemise hälbed. Lähted 2 Nurkade ja koonuste hälbed ja tolerantsid 10. Pinnahälb
Tihendatud pulber või pressis suletakse hermeetiliselt õhukesest rasksulava metalli või kuumuskindla terase lehest konteinerisse, vakumeeritakse, asetatakse küttekehadega varustatud isostaati. Seal surutakse konteiner inertse gaasiga kokku ja kuumutatakse kõrgel temp. Vibropressimine- pulber tihendadakse vibratsiooni abil, pressvormi matriitsile või templile antakse vibreeriv liikumine. Veel pulbrivormimis meetodeid: kuumpressimine, pulbrite valtsimine, ekstrudeerimine, pulbersurvevalu, pulbri paagutamine, lobrivalu, impulssvormimine. 29. Malmi tootmisel lubjakivi roll? Lubjakivi täidab malmi tootmisel räbusti rolli. 30. Milliste meetoditega tõsta metalli plastsust? Kuumtöötlemisega 31. Millised on lehtsantsimise eraldusoperatsioonid? Mahalõikamine, tükeldamine, väljalõikamine, avalõikamine, sälkamine, sisselõikamine, äralõikamine. 32. Kuidas töödelda õhukeseseinalisi valandeid? Painutatakse, lõigatakse, tõmmatakse,
2. Lukksepatööd. 2.1. Lukksepatööde liigid ja nende ülesanne. Lukksepatööd kuuluvad metallide lõiketöötlemise hulka. Neid tehakse nii käsitsi kui ka mehaniseeritud tööriistade abil. Lukksepatööde eesmärk on anda töödeldavale detailile vajalik kuju, mõõtmed ja pinnakaredus. Töö kvaliteet sõltub lukksepa oskusest ja vilumusest, kasutatavatest tööriistadest ja töödeldavast materjalist. Lukksepatööde operatsioonid on märkimine, raiumine, õgvendamine ja painutamine, lõikamine käsisae ja kääridega, viilimine, puurimine, süvistamine ja hõõritsemine, keermetamine, neetimine, kaabitsemine, soveldamine ja plankimine, jootmine ja liimimine. Detailide valmistamisel sooritatakse lukksepatööoperatsioonid kindlaksmääratud järjekorras. Kõigepealt tehakse need operatsioonid, mille tulemusena saadakse toorik. Lukksepaoperatsioonid jagunevad - ettevalmistusoperatsioonideks nagu väljalõikam
Vastused 1.1. Sissejuhatus, aine alusmõisted, skeemid, klassifikatsioonid 1. Tootmine on protsess mille käigus valmistatakse esemeid ja materjale.Tooted on tootmisprotsessis valmivad esemed ja materjalid. Ka mis tahes ese või esemete kogum,mida ettevõte (aga miks mitte ka üksikisik!) valmistab. Tooteid tarbib inimene vahetult või vajab tootmise edasiarendamiseks. Tooteks võib olla ka teenus, projekt, programm, telesaade jms. Põhitoode on selline toode, mida valmistatakse müügiks. Põhitoodeteks on näiteks masinad,arvutid, autod, laevad, telerid jms; samuti aga ka mitmesuguste seadmete koostisosad -- detailid(kruvid, mutrid, kirjaklambrid, rõngastihend jne.) ja koostud ehk lihtsalt - komponendid. Abitoodeteks loetakse aga sellised tooted, mis on tootjale vajalikud põhitoodete valmistamisel ja mida mujal ei valmistata või mida pole mingil põhjusel kasulik teistelt osta. Need on kõigepealt mitmesugused töövahendid, -abinõud ja -riistad, mõnikord kogunisti unikaalsed t?






















Kõik kommentaarid