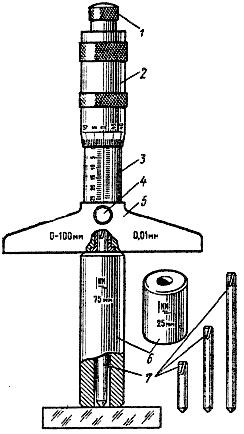
LABORATOORNE TÖÖ 3 Aukude sügavuse mõõtmine sügavuskruvikuga Sügavuskruviku otstarve ja ehitus Väikese läbimõõduga aukude ja kitsaste soonte sügavust saab mõõta nihikuga, mille skaala jaotuse väärtus on 0,1 mm või sügavuskruvikuga, mis on sellest 10 korda täpsem (0,01 mm). Sügavuskruviku M 100 mõõtepiirkond on 0...100 mm. Mõõtemääramatus on 1. ja 2. täpsusklassile vastavalt ±0,003 või ±0,005 mm. 1 käristi mutter 2 trummel 3 hülss 4 pidur 5 alus
Anton Adoson AVADE SÜGAVUSE MÕÕTMINE LABORITÖÖ NR. 5 Õppeaines: MÕÕTMINE JA TOLEREERIMINE Transporditeaduskond Õpperühm: AT 11/21 Juhendaja: J.Tuppits Esitamise kuupäev: 3.12.2015 /Allkiri / Tallinn 2015 1. Töövahendid: Nihik (täpsus0,1 mm), sügavuskruvik (täpsus 0,01 mm ja piirkond 0- 75mm). 2. Töökäik: 1.Mõõta kõigi avade sügavused nihikuga. Kanda mõõtetulemused tabelisse 1. 2.Mõõta iga ava sügavust sügavuskruvikuga 3 korda muutes pisut mõõtekohta. Mõõtetulemused (mõõde 1 – 3) kandke tabelisse 1. Mõõtmise juures kasutada vajaliku pikkusega vahetusotsakuid. Arvutage sügavuskruvikuga teostatud 3 mõõtme keskmine tulemus M Erinevad vahetusotsakud annavad 4 mõõtepiirkonda:
ARSENI PALU EHITUS, EKSPLUATATSIOON SÕIDUTEHNIKA «Valgus» · Tallinn 1976 6L2 P10 Retsenseerinud Uve Soodla Kääne kujundanud Bella G r o d i n s k i Raamatu esimeses osas kirjeldatakse meil enamlevi- nud mootorrataste, motorollerite ja mopeedide ehi- Eessõna tust ning töötamist. Teises osas käsitletakse kõigi nimetatud sõidukite hooldamist ja rikete otsimist- Mootorrattaid (motorollereid ja mopeede) käsutatakse kõrvaldamist Kolmandas osas antakse nõu õige ja peamiselt isiklike sõidukitena. Nad säästavad aega igapäe- ohutu sõidutehnika õppimiseks. vastel tarbekäikudel, võimaldavad huvitavalt veeta nädala- Raamat on mõeldud kõigile, kes tunnevad huvi













Kõik kommentaarid