LõikeriistadLõikeriistad on
noad , puurid,
tangid , peitlid,
saed , ketaslõikurid, käärid jne.
Lõikeriistade teritamiseks kasutatakse masinaid, aga vahel
teritatakse ka käsitsi.
Teritusmaterjalid,
vahendid ja seadmed http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/5_likeriistade_teritamine.html Joonis
5.1 Teritamise viis
(
http://www.youtube.com/watch?v=XIe9tbTngCI&feature=results_main&playnext=1&list=PLCAFBF5E282080836 )
Tööriistade
teritatamiseks kasutatakse lihvimismeetodit.
Lihvpinke
kasutatakse enamasti detailide pindade lõpptöötlemiseks nende
pinnalt õhukese metallikihi eemaldamise teel lihvketastega, samuti
toorikute koorimiseks ilma nende eelneva töötlemiseta teistes
pinkides, lõikeriistade teritamisel jm.
Lihvimiseks
nimetatakse pindade töötlemist abrasiivmaterjalidega.
Abrasiivmaterjale (kõvad, teravate servadega
terad ) kasutatakse
sidumata kujul - pulbrina või seotud (tsementeeritud) kujul -
luiskude, käiade, segmentidena jt.
Lihvimiskäia
pöörlemiskiirus oleneb töödeldava materjali kõvadusest. Mida
kõvem on töödeldav materjal, seda väiksem peab olema käia
ringkiirus. Tavaliselt on lihvimiskäia ringkiirus 8 - 50 m/sek
(mõnel juhul ka suurem). Lihvimisega on võimalik töödelda
(koorida, siluda ja viimistleda) mistahes metallist või sulamist
valmistatud detaile. Kasutatavad lihvimiskäiad ja lihvimispingid
võimaldavad töödelda nii väliseid kui ka sisemisi silinder-,
koonus -, tasa- ja kõverpindu.
Vastavalt
kasutatavatele lihvimispinkidele jaguneb
lihvimine ümarlihvimiseks
(väline ja sisemine ümarlihvimine), tasalihvimiseks ja tsentriteta
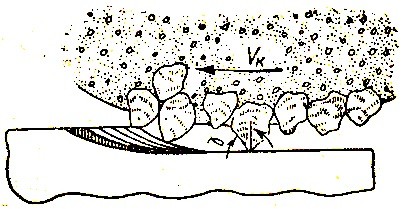
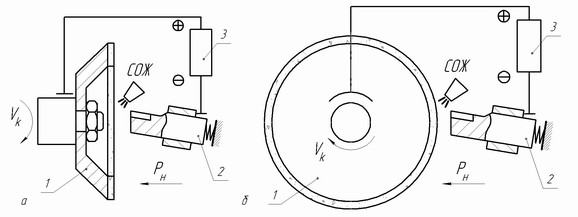
lihvimiseks. Andes lihvimiskäiale ringkiiruse Vk (joonis 5.1.1) ja
ettenihke (ettenihe antakse ka toorikule) lõikavad väljaulatuvad
abrasiivmaterjalide terad metalli pinnalt õhukese laastu kujul
teatava paksusega kihi.
Joonis
5.1.1
Lihvimise skeem
http://masters.donntu.edu.ua/2006/mech/kulgavyy/diss/index.ht m
Abrasiivmaterjalid jagunevad kahte rühma - looduslikeks ja kunstlikeks. Laialdasemalt
kasutatakse kunstlikke abrasiivmaterjale - elektrokorundi
(kristalliline alumiiniumioksiid), karborundi (ränikarbiid) ja
boorkarbiidi. Looduslikest abrasiivmaterjalidest on
enamlevinud smirgel, korund,
teemant jt.
Käia
täielikul iseloomustamisel näidatakse peale abrasiivmaterjali
ja sideaine veel käia teralisust, kõvadust, kuju ja mõõtmeid.
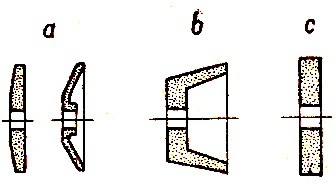
Joonisel 5.1.2 on toodud mõnede lihvimiskäiade kuju.
Joonis
5.1.2 Lihvimiskäiad: a - taldrikukujuline, b - kausikujuline, c -
silindriline
http://masters.donntu.edu.ua/2006/mech/kulgavyy/diss/index.ht m
Käia
teralisus iseloomustab abrasiivmaterjali
tera suurust. Käia
teralisust tähistatakse standardi järgi numbriga.
Käia
teralisuse
valikul lähtutakse töödeldava pinna vajalikust
siledusest. Koorimisel kasutatakse jämedateralisi käiasid,
silumisel - peeneteralisi.
Lihvimiskäiade
kõvaduse all mõistetakse sideaine omadust hoida tera kinni lõikejõu
mõjumisel lõikeriistale. Kõvaduse järgi jagunevad käiad:
pehmed (H, J), keskmiselt pehmed (K, L), keskmised (M, N), keskmiselt kõvad
(O, P, Q), kõvad (R, S), väga kõvad (T) ja eriti kõvad (V).
Õigesti
valitud lihvimiskäi peab olema iseterituv (osaliselt või
täielikult). Iseteritumise all mõistetakse nähtust, kus
väljapudenenud nürinenud terade asemel ulatuvad lihvimiskäia
pinnale uued
teravad terad, millised jätkavad lõikamist.
Kui
lihvimiskäi on liiga kõva antud metalli töötlemiseks, siis käi
«rasvub», liiga pehme käi aga kulub kiiresti.
Lõikematerjalid
(tähistus Euronormi EN 847-1 järele)SP
Legeeritud tööriistateras
HL
Kõrglegeeeritud tööriistateras
HS
Kõrglegeeritud kiirlõike teras
HW
Katmata kõvasulam-teras
HC
Kaetud kõvasulam-teras
ST
Stelliit
DP
Polükristalliline teemant (tehisteemant)
Terituspingid Terituspingid
on ette nähtud mitmesuguste tööriistade teritamiseks
abrasiivketastega. Need liigitatakse universaal- ja eripinkideks.
Esimestel neist teritatakse
igat liiki tööriistu, teistel aga
ainult üht kindlat liiki tööriistu.
Universaalsete
terituspinkide iseärasuseks on asjaolu, et teritatav tööriist võib
nihkuda abrasiivketta suhtes
kolmes risttasapinnas .
Terituspinkidel
võib teritada mitmesuguseid tööriistu: hõõritsaid, avardeid,
freese, lõiketeri, hambalõiketööriistu jne.
Pingid on varustatud
ühe, kahe või enama abrasiivkettaga. Näiteks kausskettaga
tööriistade tasaste tahkude teritamiseks otspinnaga ja
silindrilise lihvkettaga pöördkehade teritamiseks silinderpinnaga.
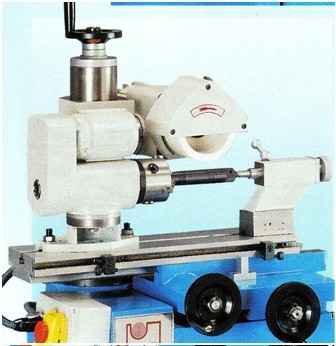
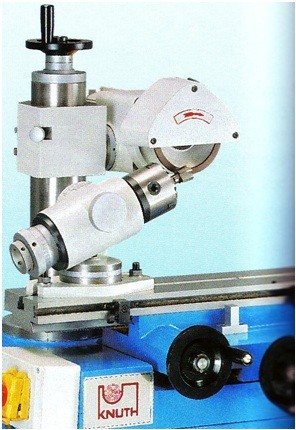
Joonisel
5.1.2.1 a, b on näha lauaterituspingid, mida valmistatakse
erinevates modifikatsioonides pöörete arvuga 2500 - 3000 p/min ja
tarbitava võimsusega 0,5 - 1,5 kW.
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/512_terituspingid.html http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/512_terituspingid.html Joonis
5.1.2.1 Lauaterituspingid: a - tavaline, b - teritusnurga kahepoolse
seadega
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/512_terituspingid.html Joonis
5.1.2.2 Sammasterituspink
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/512_terituspingid.html http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/512_terituspingid.html a -
hõõritsa
teritamine ;
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/512_terituspingid.html b -
avardi teritamine
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/512_terituspingid.html c
-
puuri teritamine
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/512_terituspingid.html d -
freeside teritamine
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/512_terituspingid.html e -
süvispuuri teritamine
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/512_terituspingid.html f
-
treiterade teritamine
Joonis
5.1.2.3 Universaalne terituspink a, b, c, d, e, f - erinevad
teritusoperatsioonid
TeritamisvõttedTehastes toimub tööriistade teritamine tavaliselt tsentraliseeritud korras
terituspinkidel eritööliste poolt. Kuna teritada tuleb eri tüüpi
tööriistad, mis on valmistatud mitmesugustest terastest ja
sulamitest, siis nõuab see teritajalt erilisi
teadmisi.
Lõikeprotsessi täiustamiseks ja
treitera parema
geomeetria avastamiseks peab ka
treial oskama treiterasid
teritada.
Kõige tähtsamaks terituspingi
liigiks on tavaline
terituskäi. Sellel saab abrassiiv
ketta abil käsitsi teritada
peaaegu iga tüüpi normaalterasid.
Joonis
5.2.1
Teritus skeem
http://masters.donntu.edu.ua/2006/mech/kulgavyy/diss/index.ht m
Terituskäial
teritamineTerituskäial
teritamine pole väga hõlpus, sest
temal puudub
rakis treitera
ülesseadmiseks, mistõttu õigete nurkade ja tahkude saamine sõltub
täiesti töölise oskusest ja vilumusest. Peale selle on käsitsi
teritamisel raske tagada treitera pidevat jahutamist. Tugevasti
kuumenenud treitera perioodiline vette
kastmine (märgamine) toob
treiterale ainult kahju; treitera pinnal tekivad
praod , mis
vähendavad tema tugevust ja püsivust. Seda kõike arvesse võttes
tuleb terituskäiaga teritamisel täita rida nõudeid.
1.
Lihvimisketas ei tohi «viskuda», tema pind peab olema ühetasane.
2.
Tööriista teritamiseks tuleb kasutada teritustuge, mitte aga hoida
rista vabalt käes. Teritustugi peab asetsema lihvimiskettale
võimalikult lähemal, vastava nurga all ja andma riistale kindla
toe.
3.
Teritatavat tera tuleb nihutada piki ketta töötavat pinda, vastasel
korral kulub
ketas ebaühtlaselt.
4.
Et treitera mitte üle kuumutada ja sellega vältida temas pragude
tekkimist, ei tohi treitera suruda liiga tugevasti vastu
ketast .
5.
Tööriista tuleb teritamisel katkestamatult ja küllaldaselt
jahutada veega. Tilkhaaval
jahutamine , samuti ka tugevasti kuumenenud
rista vette kastmine on lubamatu. Kui pole võimalik tagada pidevat
jahutust, siis on parem teritada
kuivalt .
6.
Kiirlõiketerasest tööriistade eelteritust tuleb toimetada
keskmiselt kõvadel korundketastel teralisusega F40-F36, lõppteritust
aga samasugustel ketastel teralisusega F30-F24.
7.
Ei tohi teritada ketastel, milledelt on kõrvaldatud kaitsekilp.
8.
Teritamise ajal tuleb tingimata kanda
kaitseprille .
Kiirlõike terasest treiterade teritamine ja lihvimine.
Terituskäial teritamine pole väga hõlpus, sest temal puudub rakis
treitera ülesseadmiseks, mistõttu õigete nurkade ja tahkude
saamine sõltub täiesti töölise oskusest ja vilumusest. Peale
selle on käsitsi teritamisel raske tagada treitera pidevat
jahutamist. Tugevasti kuumenenud treitera perioodiline vette kastmine
(märgamine) toob treiterale ainult kahju; treitera pinnal tekivad
praod, mis vähendavad tema tugevust ja püsivust. Seda kõike
arvesse võttes tuleb terituskäiaga teritamisel täita rida nõudeid.
1.
Lihvimisketas ei tohi «viskuda», tema pind peab olema ühetasane.
2.
Treitera teritamiseks tuleb kasutada teritustuge, mitte aga hoida
treitera vabalt käes. Teritustugi peab asetsema lihvimiskettale
võimalikult lähemal, vastava nurga all ja andma treiterale kindla
toe.
3.
Teritatavat tera tuleb nihutada piki ketta töötavat pinda, vastasel
korral kulub ketas ebaühtlaselt.
4. Et
treitera mitte üle kuumutada ja sellega vältida temas pragude
tekkimist, ei tohi treitera suruda liiga tugevasti vastu ketast.
5.
Treitera tuleb teritamisel katkestamatult ja küllaldaselt jahutada
veega. Tilkhaaval jahutamine, samuti ka tugevasti kuumenenud treitera
vette kastmine on lubamatu. Kui pole võimalik tagada pidevat
jahutust, siis on parem teritada kuivalt.
6.
Kiirlõiketerasest treiterade eelteritust tuleb toimetada keskmiselt
kõvadel korundketastel teralisusega F40-F36, lõppteritust aga
samasugustel ketastel teralisusega F30-F24.
Treiterade
teritamise järjekord on selline.
Esmalt teritatakse treitera peatagatahk (joonis 5.2.2.1),
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/522_treiterade_teritamine_ja_lihvimine.html Joonis
5.2.2.1 Treitera peatagatahu teritamine
siis
abitagatahk (joonis 5.2.2.2),
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/522_treiterade_teritamine_ja_lihvimine.html Joonis
5.2.2.2 Treitera abitagatahu teritamine
Seejärel
esitahk (joonis 5.2.2.3)
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/522_treiterade_teritamine_ja_lihvimine.htmhttp://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/522_treiterade_teritamine_ja_lihvimine.htmlJoonis 5.2.2.3 Treitera esitanu teritamine
ning
lõpuks tipu ümardus (joonis 5.2.2.4).
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/522_treiterade_teritamine_ja_lihvimine.html http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/522_treiterade_teritamine_ja_lihvimine.html Joonis
5.2.2.4 Treitera tipu ümarduse teritamine
7.
Ei tohi teritada ketastel, milledelt on kõrvaldatud kaitsekilp.
8.
Teritamise ajal tuleb tingimata kanda kaitseprille.
Pärast
teritamist jääb treitera lõikeservale väikesi täkkeid, kraate ja
kriimustusi.
Viimased kõrvaldatakse lihvimisega spetsiaalsetel
lihvimispinkidel. Lihvida võib ka käsitsi peeneteralise tahu abil,
mida niisutatakse mineraalõliga. Tahu kergete liigutustega
lihvitakse esmalt tagatahud, seejärel esitahk. Lihvimise tõttu
suureneb tunduvalt treiterade püsivus ning
paraneb nendega töödeldud
pinna kvaliteet.
Metallkeraamiliste
plaadikestega treiterade teritamine.
Metallkeraamiliste plaadikestega treiterade. teritamise suhtes
esitatakse palju rangemaid nõudeid kui kiirlõiketerasest treiterade
teritusele. Metallkeraamiliste plaadikestega treiterade suur kõvadus
ja haprus nõuavad erilisi teritusvõtteid teravate ja täketeta
lõikeservade saamiseks ning pragude tekkimise vältimiseks.
Metallkeraamiliste
plaadikestega treiterasid teritatakse terituspinkidel spetsiaalsete
rohelisest ränikarbiidist lihvimisketastega. Teritatakse nii käsitsi
(joonised) kui ka treiterade kinnitamisega erilistesse
terahoidjatesse. Teritamise järjekord on sama, mis kiirlõiketerasest
treiteradelgi, s. t. esmalt teritatakse peatagatahk, siis
abitagatahk, edasi esitahk ning lõpuks ümardatakse teratipp,
Eelteritamine
toimub rohelisest ränikarbiidist ketastel teralisusega F40 -F 36,
puhasteritamine aga ketastel teralisusega F30 - F22.
Et
vältida metallkeraamilise plaadikese ülekuumenemist ja pragunemist,
ei tohi treitera suruda liiga tugevasti vastu lihvimisketast. Peale
selle tuleb treitera kogu aeg nihutada risti kettapöiale
edasi-tagasi. See on tarvilik selleks, et saada sirgjoonelisi
lõikeserva ning et ketas kuluks ühtlaselt.
Teritada
võib kas kuivalt või plaadikest emulsiooniga rohkesti jahutades.
Jahutus võimaldab teravama lõikeserva saamist ning kaitseb peale
selle treitera ülekuumenemise, ketast aga liigse kulumise eest.
Pärast
puhasteritust tuleb tingimata treitera töötavad tahud lihvida, kuna
see tunduvalt suurendab nende püsivust. Nii näiteks suureneb
metallkeraamilise plaadiga koorimisterade püsivus pärast lihvimist
1,25-1,5 korda, silumisteradel aga 2,5-3 korda.
Mainitud treiterade
püsivuse suurenemine on seletatav
lihvitud pindade tunduvalt parema
siledusega, mistõttu ka hõõrdumine ja kulumine vähenevad.
Lihvitakse
käsitsi või lihvimispingil.
Käsitsi lihvimine toimub kas
malmist või vasest
soveldi abil, mille
pinnale hõõrutakse spetsiaalset pastat, või mis kaetakse
masinaõlis või petrooleumis
segatud pulbrilise boorkarbiidi ühtlase
kihiga. Treiterasid ei lihvita töötava pinna kogu laiuses, vaid
ainult 2-4 mm
laiuse ribana lõikeserval.
Käsitsi
lihvimine on väikese tootlikkusega. Palju tootlikum on lihvimine
spetsiaalsel lihvimispingil malmketta abil. Ketta läbimõõt on
250-300 mm ning ta pöörleb kiirusega 1,5-2 m/sek. Malmketta pinnale
hõõrutakse pastat või kantakse masinaõliga segatud boorkarbiidi
pulbrit.
Mineraalkeraamiliste
plaadikestega treiterade teritamine.
Mineraalkeraamiliste plaadikestega treiterasid teritatakse rohelisest
ränikarbiidist ketastel. Ketta kõvadus K, L; teralisus eelteritusel
F40 - F30, puhasteritusel F22 - F16; pöörlemiskiirus teritamisel
1-2 m/sek, soodaveega jahutades.
Spiraalpuuride
teritamineÜldjuhul
toimub
puuride teritamine tsentraliseeritult eritöökodades, kus
töötavad selle ala asjatundjad - teritajad, kuid ka iga
lukksepp peab hästi tundma teritusvõtteid ning vajaduse korral
suutma puuri lihtsal terituspingil käsitsi teritada.
Kui
terituspingil puudub läbipaistev kaitsesirm, tuleb teritamisel kanda
kaitseprille. Puuri käsitsi teritamine toimub järgmiselt.
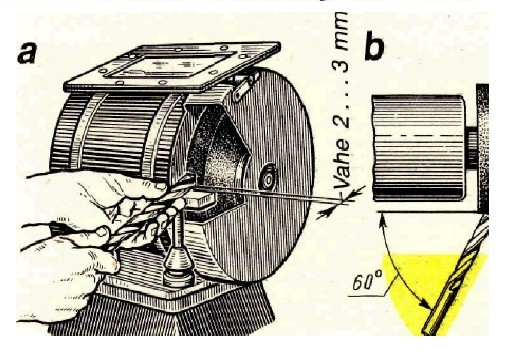
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/523_spiraalpuuride_teritamine.html Joonis
5.2.3.1 Puuri teritamine: a puuri käeshoidmine, b puuri kaldenurk
käia suhtes (N.MAKIJENKO LUKKSEPATÖÖD)
Hoides puuri vasaku käega võimalikult lõikeosa (
koonuse ) lähedalt ja
parema käega sabaosast, surutakse puuri lõikeserv kergelt vastu
abrasiivketast (joonis 5.2.3.1, a, b). Puuri kettast eemaldamata
pööratakse seda parema käega
sujuvalt ümber oma telje ühele ja
teisele poole, kuni tagapind on üle käiatud. Teritamisel tuleb
puurile
vajutada kergelt ning jälgida, et puuri kaldenurk ketta
suhtes ei muutuks. Terita
mise käigus tuleb puuri perioodiliselt
jahutada selle otsa kastmisega soodalahusesse.
Teritamise
järel silutakse puuri lõikeservi luisuga. Seejuures
jälgitakse, et lõikeservad oleksid
sirged , ühepikkused ja
ühesuguse kaldega.
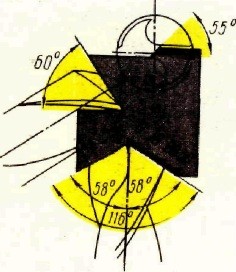
Teritusnurga
suurus mõjutab oluliselt lõikerežiimi, puuri
vastupidavust ja
järelikult ka tootlikkust.
Puur ,
mille lõikeservad on erineva pikkusega või käiatud erinevate
nurkade alla, tekitab oma läbimõõdust suurema
augu , seetõttu
tuleb spiraalpuuri teritada nii, et lõikeservade kaldenurgad oleksid
võrdsed ning puuri
tipunurga suurus terase puurimise tarvis oleks
116...118°.
Spiraalpuuride
ületeritamisel, eriti siis, kui see toimub käsitsi, võib
ebatäpsest teritamisest tingitud augu läbimõõdu suurenemine
ületada lubatud piiri. Sel põhjusel teritatakse käsitsi
ainult spiraalpuure, mille läbimõõt ei ületa 10 mm. Jämedamaid
puure teritatakse ainult eripinkidel.
Teritustulemuste
kontrollriistad ja kontrolli meetodidTreiterade
kontrollimine seisab teranurkade õigsuse ja lõikeservade lihvimise
kvaliteedi kontrollimises.
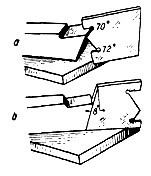
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/53_teritustulemuste_kontrollriistad_ja_kontrolli_meetodid.html Joonis
5.3.1 Treitera nurkade kontrollimine šabloonide abil: a -
teritusnurga kontrollimine; b - taganurga kontrollimine
Kõige
lihtsamaks treitera nurkade kontrollimise viisiks on kontrollimine
šablooni abil (joonis 21). Šablooni väljalõigetega kontrollitakse
teritusnurka (joonis 5.3.1, a), aga tema külgtahkudega, mis on ara
lõigatud 6-12° nurga all, treitera taganurka (joonis 5.3.1, b).
Kontrollimiseks asetatakse treitera ühes šablooniga
plaadile ning
surutakse treitera tagatahk vastu šablooni külgtahku. Läbipaiste
puudumine näitab tagatahu ja järelikult ka taganurga õiget
teritust. Šablooni kasutamise puuduseks on asjaolu, et iga treitera
tüübi jaoks vajatakse eri šablooni. Sellest puudusest vabad on
mitmesugust süsteemi nurgamõõtjad, kuid nendega mõõtmiseks kulub
rohkem aega kui šabloonide abil.
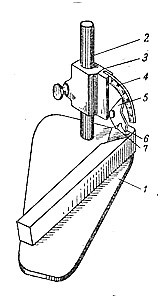
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/53_teritustulemuste_kontrollriistad_ja_kontrolli_meetodid.html Joonis
5.3.2 Spetsiaalne nurgamõõtja treitera teritusnurkade
kontrollimiseks
Joonisel
5.3.2 kujutatud nurgamõõtjat kasutatakse treitera esinurga kui ka
taganurga mõõtmiseks. Ta koosneb malmplaadist 1 ja sambast 2 ning
viimasel üles alla liikuvast liugurist 3. Liugurile on kinnitatud
plaat 4, millele on
kantud jaotused kuni 90°. Plaadile 4 kinnitatud
teljel liigub vabalt hoob 5, mille alumine osa kujutab endast kahe
90° nurga all
asetseva tahuga nurgamõõtjat.
Hoova ülemine ots,
millele on kantud märkjoon, libiseb piki plaadi 4 jaotusi.
Kontrollitav
treitera asetatakse põhitasapinnaga plaadile ning lõiketasapinnaga
risti hoova 5 pinnale. Esinurga mõõtmisel liibub
tahk 6 vastu
treitera esitahku, taganurga mõõtmisel aga tahk 7 vastu treitera
tagatahku. Liibumise õigsust kontrollitakse läbipaistega. Hooval 5
olev märkjoon näitab plaadi 4 skaalal mõõdetava nurga suurust.
Kirjeldatud
nurgamõõtjat kasutatakse samuti esinurga ja taganurga mõõtmiseks
treitera taasteritamisel.
Lõikeserva
terituse ja lihvimise kvaliteeti kontrollitakse tavaliselt
10-20-kordse suurendusega luubi abil.
Pärast
teritust ja lihvimist peab lõikeserv olema terav ning tal ei tohi
olin ümardusi, pragusid ega kriimustusi. Selliste vigadega treiterad
kuuluvad taasteritamisele ja taaslihvimisele.
Puuri
terituse õigsust
kontrollitakse salkudega šablooniga (joonis 5.3.3).
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/53_teritustulemuste_kontrollriistad_ja_kontrolli_meetodid.html Joonis
5.3.3 Puuri terituse õigsuse kontrollimine (N. Makijenko
Lukksepatööd)
Kolme
sälguga šabloon (joonis 5.3.3) võimaldab kontrollida puuri
lõikeservade pikkust, teritusnurka ja tipunurka, aga samuti
sideserva kaldenurka.
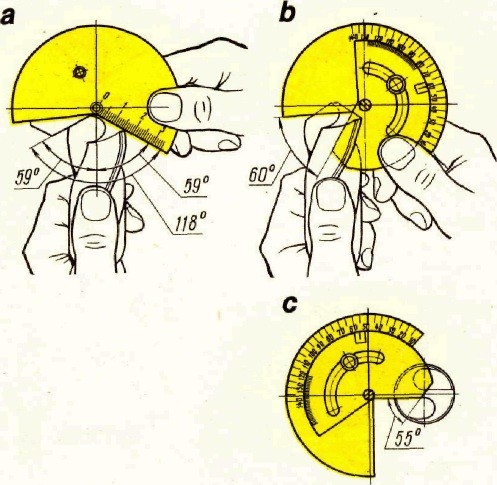
Täiuslikuma
ehitusega on kahest teljel pöörlevast kettast koosnev nurgamõõdik
(joonis 5.3.4, a...c), millega mõõdetakse lõikeriistade
elemente.
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/53_teritustulemuste_kontrollriistad_ja_kontrolli_meetodid.html Joonis
5.3.4 Puuri elementide kontrollimine nurgamõõdikuga: a tipunurga
kontrollimine, b teritusnurga kontrollimine, c sideserva kaldenurga
kontrollimine (N. Makijenko Lukksepatööd)
Mõõteriista
väärtuseks on universaalsus, mis võimaldab mõõta
teritusnurki ja lõikeelemente paljudel erinevatel lõikeriistadel
- puuridel, meislitel, ristmeislitel jt. Nurgamõõdiku olemasolu
kiirendab kontrollimist ning muudab tarbetuks suure hulga erinevate
šabloonide valmistamise.
Kasutatud
materjal:
http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/5_likeriistade_teritamine.html http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/51_teritusmaterjalid_vahendid_ja_seadmed.html http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/511_likematerjalid_thistus_euronormi_en_8471_jrele.html http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/512_terituspingid.html http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/52_teritamisvtted.html http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/521_terituskial_teritamine.html http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/522_treiterade_teritamine_ja_lihvimine.html http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/523_spiraalpuuride_teritamine.html http://www.e-ope.ee/_download/euni_repository/file/3619/1.zip/53_teritustulemuste_kontrollriistad_ja_kontrolli_meetodid.html










































Kõik kommentaarid