TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines МТТ0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus
SURVETÖÖTLEMINE ( plastne Töö nr:
vormimine) Ees- ja
perekonnanimi :
Rühm:
Üliõpilaskood:
Juhendaja :
Töö tehtud:
Töö esitatud:
Töö
F. Sergejev
23.04.2013
arvestatud:
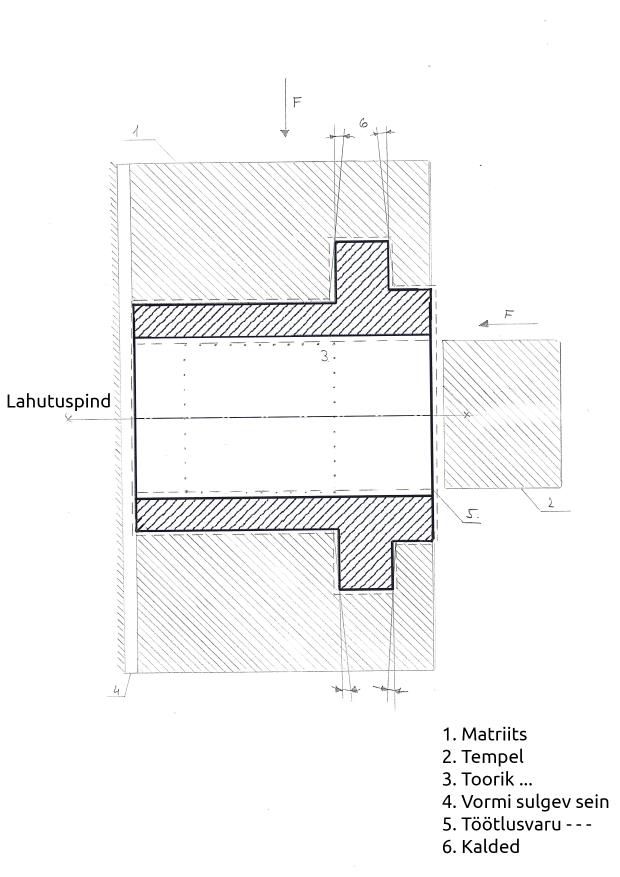
Töö ülesanded: Teha stantsise joonis(lahutuspind, töötlusvaru, stantsimiskalded)
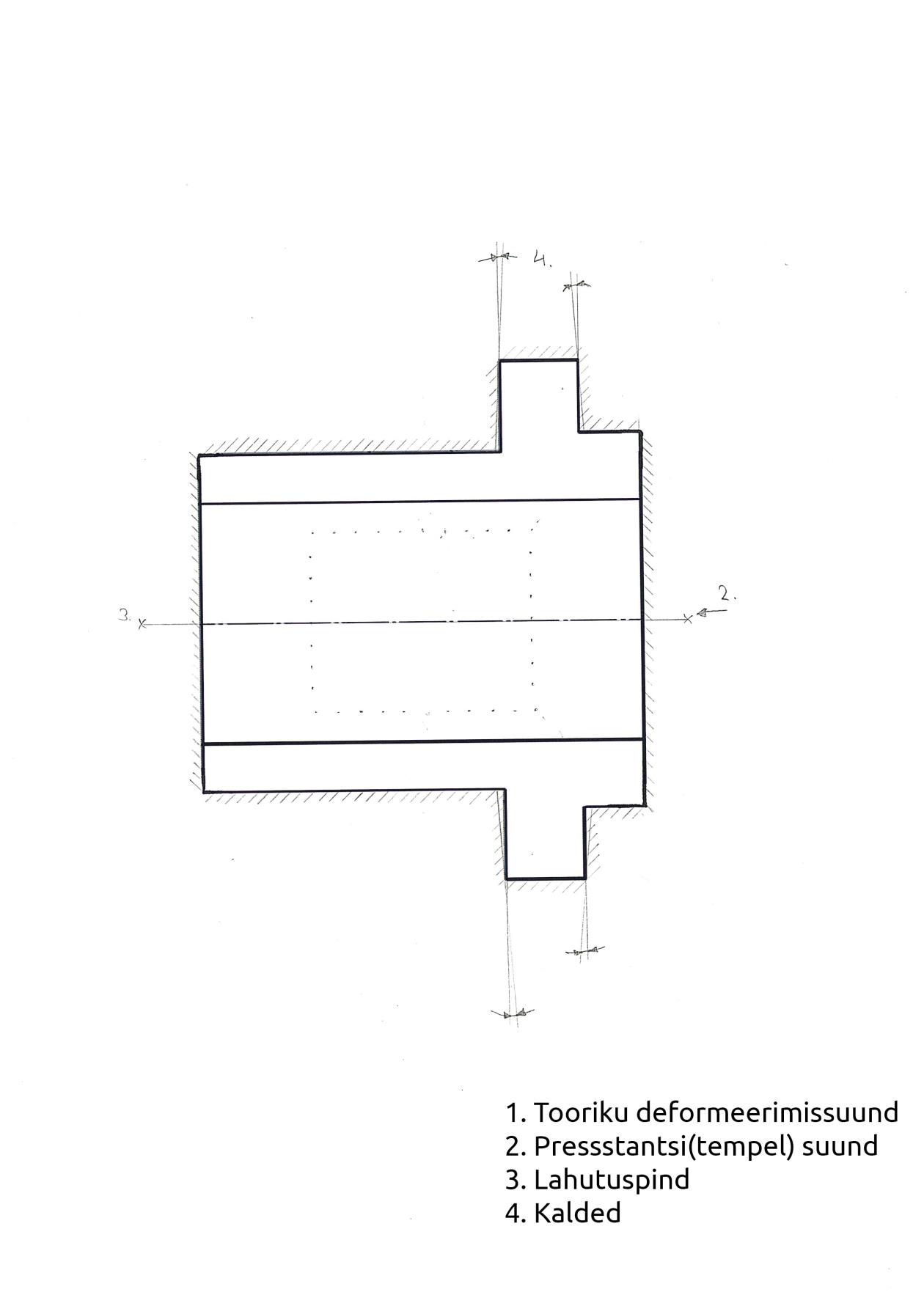
Deformeerimisskeem(lahutuspind, deformeerimissuund)
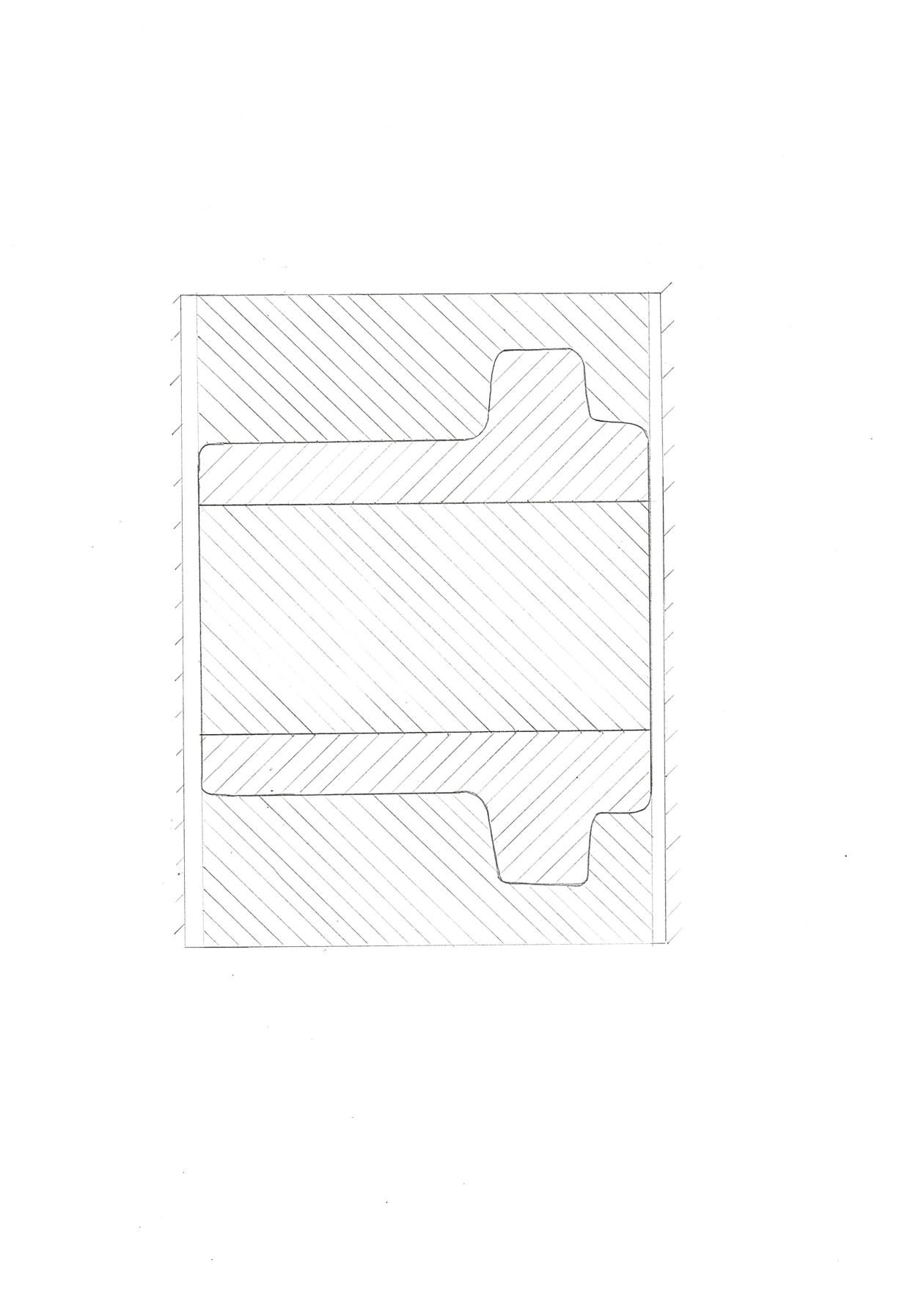
Lõppvao
eskiis .(kraadisoon, ümardusraadiused)
Valida stantsimiseviis, tööriistad ja
seadmed .
Töö eesmärk: Koostada põhimõtteline tehnoloogiline survetöötlemise protsess. Töö
teostaja valib kõige otstarbekama viisi toote valmistamiseks, lähtudes detailist, mille
põhjal valitakse sobiv
stantsimisviis , tööriistad ja seadmed.
Detail Stantsimisviis Horisontaalstantsimismasinaga valmistatakse peamiselt
puksi ja astelise toru
tüüpi detaili toorikuid, mis sobib kokku minu detailiga.
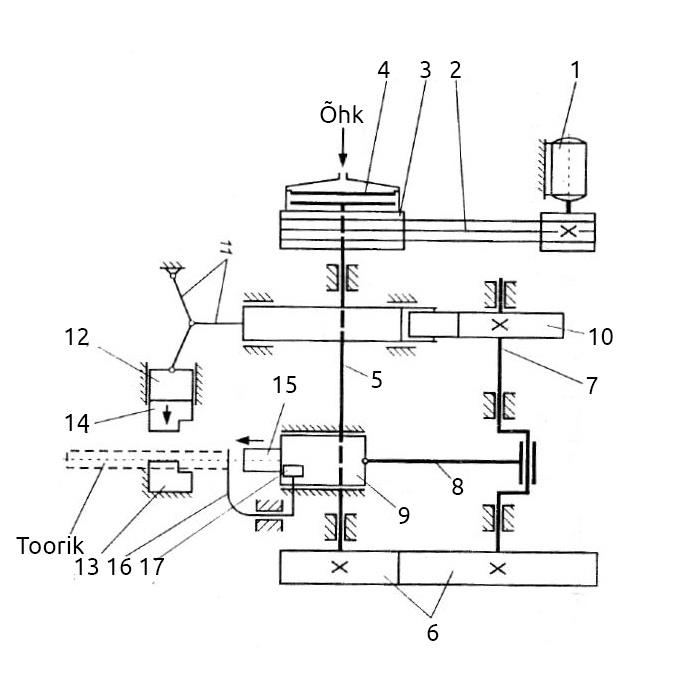
Horisontaalsantsimismasin on põhimõtteliselt horisontaalväntpress. Sellel
töötamisel asetatakse
kuumutatud lähtetoorik li kumatu matriitsipoole
esimesse vakku otsaga vastu piirajat.
Piiraja küljes on rull, mis
toetub pealiugurile kinnitatud juhtpinnale. Pealiuguri töökäigul tõuseb rull ülesse ja
pöörab piiraja templi eest ära. Samal ajal matriitsipooled sulguvad ja tempel
deformeerib toorikut. Tagasili kumist alustab pealiugur, eemaldades templi
toorikust. Samuti liigub tagasi matriitsipool, mis vabastab tooriku.
Stantsimisseade
Kuumvormstantsimiseks valin press-
stantsi .
Saadavad stantsised on mõõtmete täpsuselt väga täpsed, mis tõttu on
stantsimiskalded oluliselt väiksemad või puuduvad üldse. Samuti puuduvad
sidepinnad.
Horisontaalstantsmasina põhimõtteskeem 1. Elektrimootor
9. Pealiugur
2. Kiilrihmülekanne
10.
Ekstsentrik 3.
Hooratas 11. Keps ja kangsüsteem
4.
Sidur 12. Külgliugur
5. Ajamivõl
13. Matriitsipool
6.
Hammasrattad 14. Matriitsipool
7. Väntvõll
15. Tempel
8. Keps
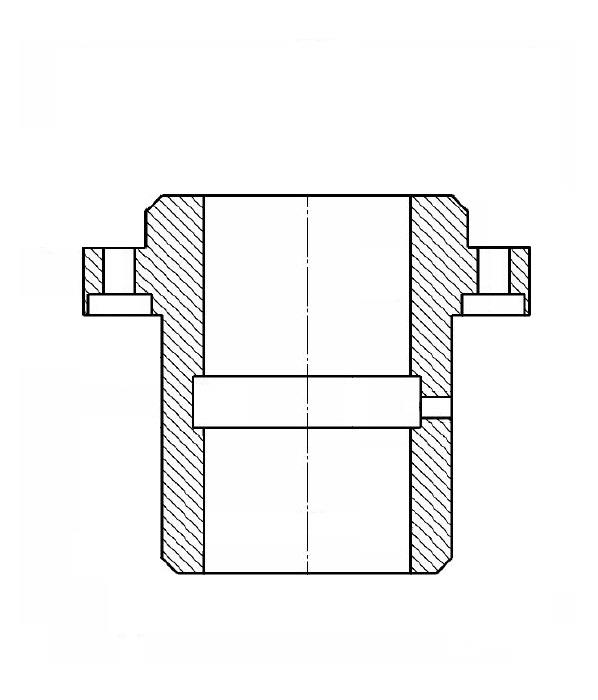
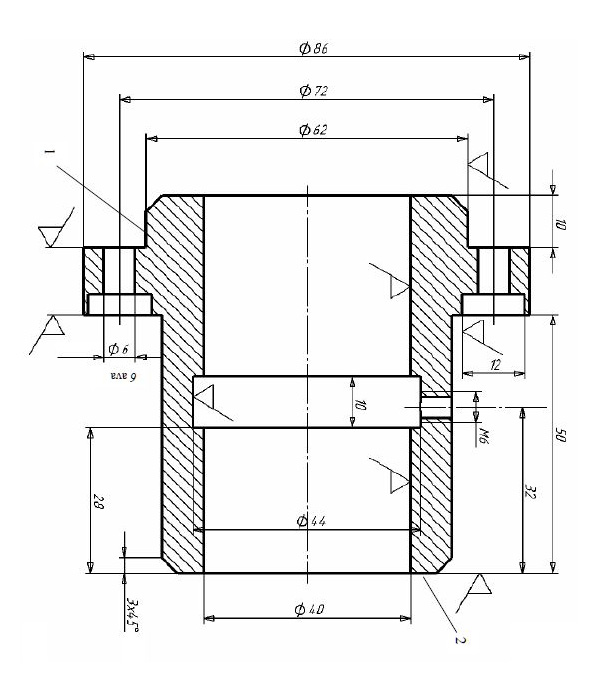
Stantsimise joonis Deformeerimiskalle Stantsise lõppvagu
Lõiketöötlust vajavad detaili osad
6 ava Ø6mm
Ø12mm Süvend 10mm M6 ava Süvendit ei ole võimalik valmistada stantsimise teel, mistõttu kasutatakse
sisetreitera, et teha detaili sisse süvend läbimõõduga 10mm.
Ülejäänud avad puuritakse puuriga.


















Kõik kommentaarid