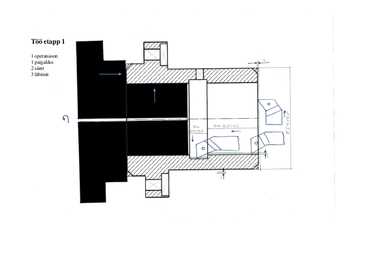
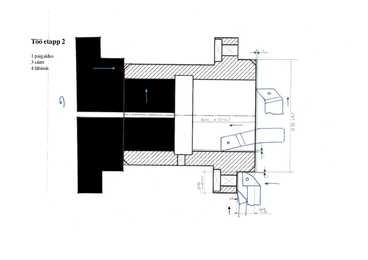
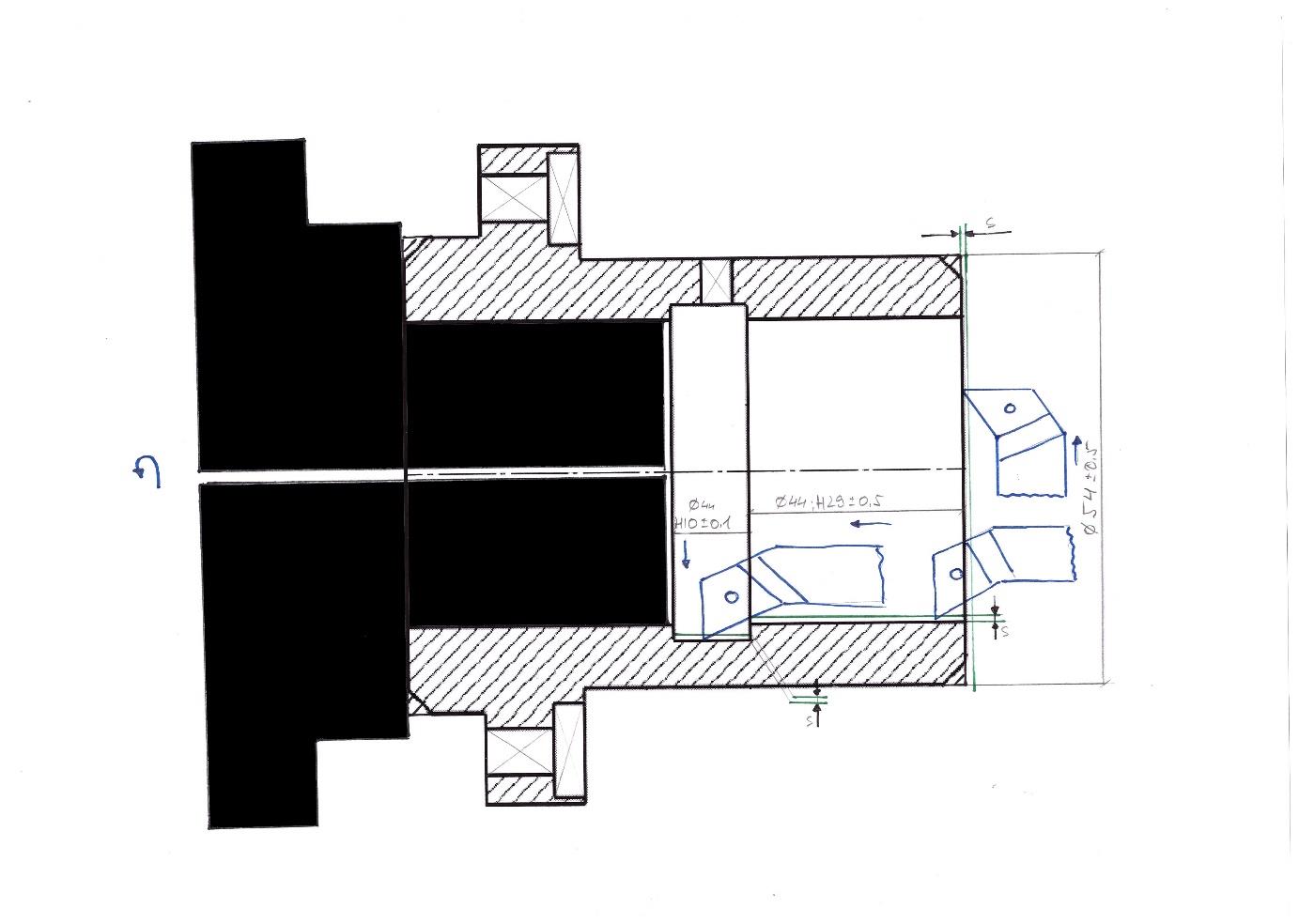
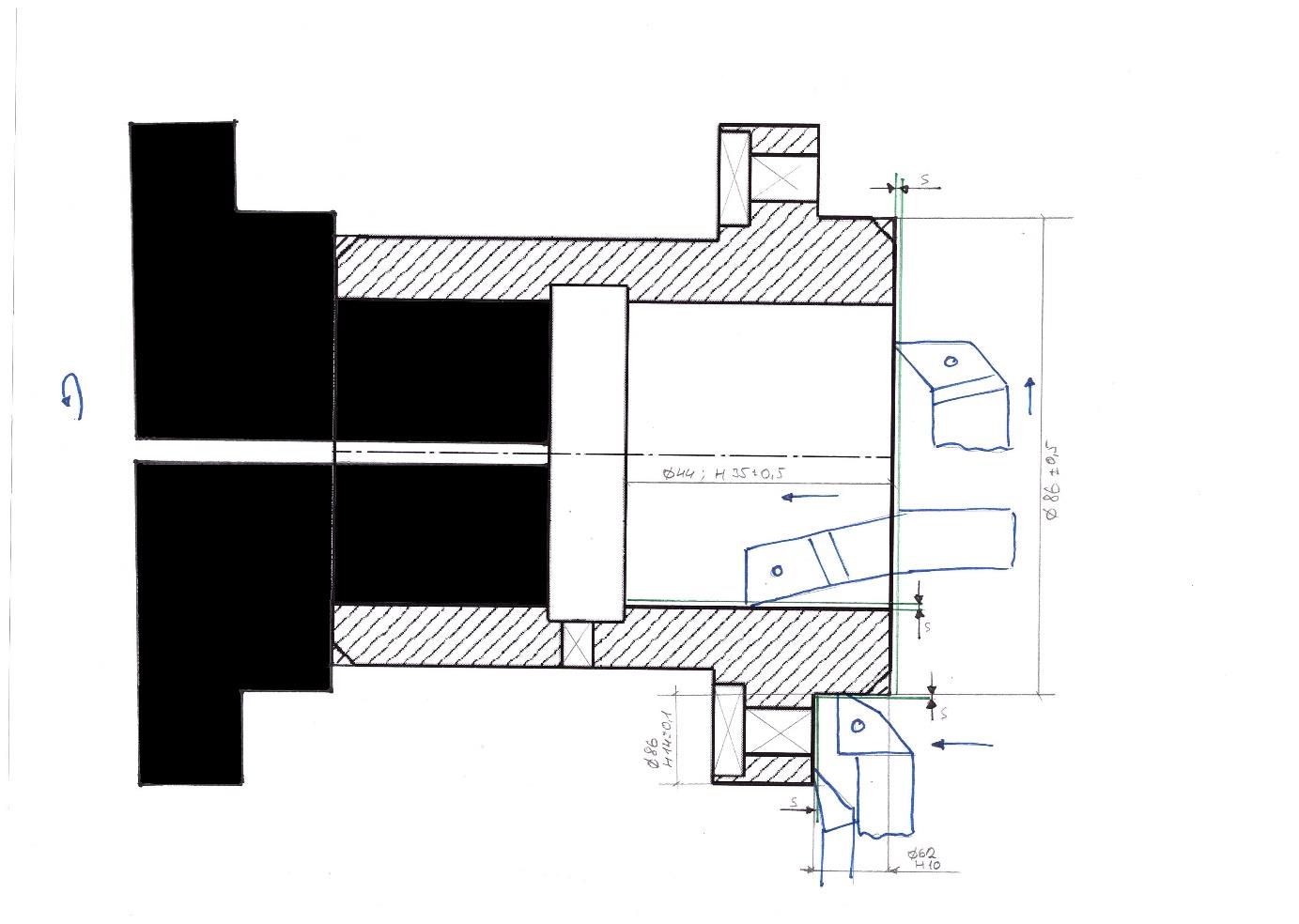
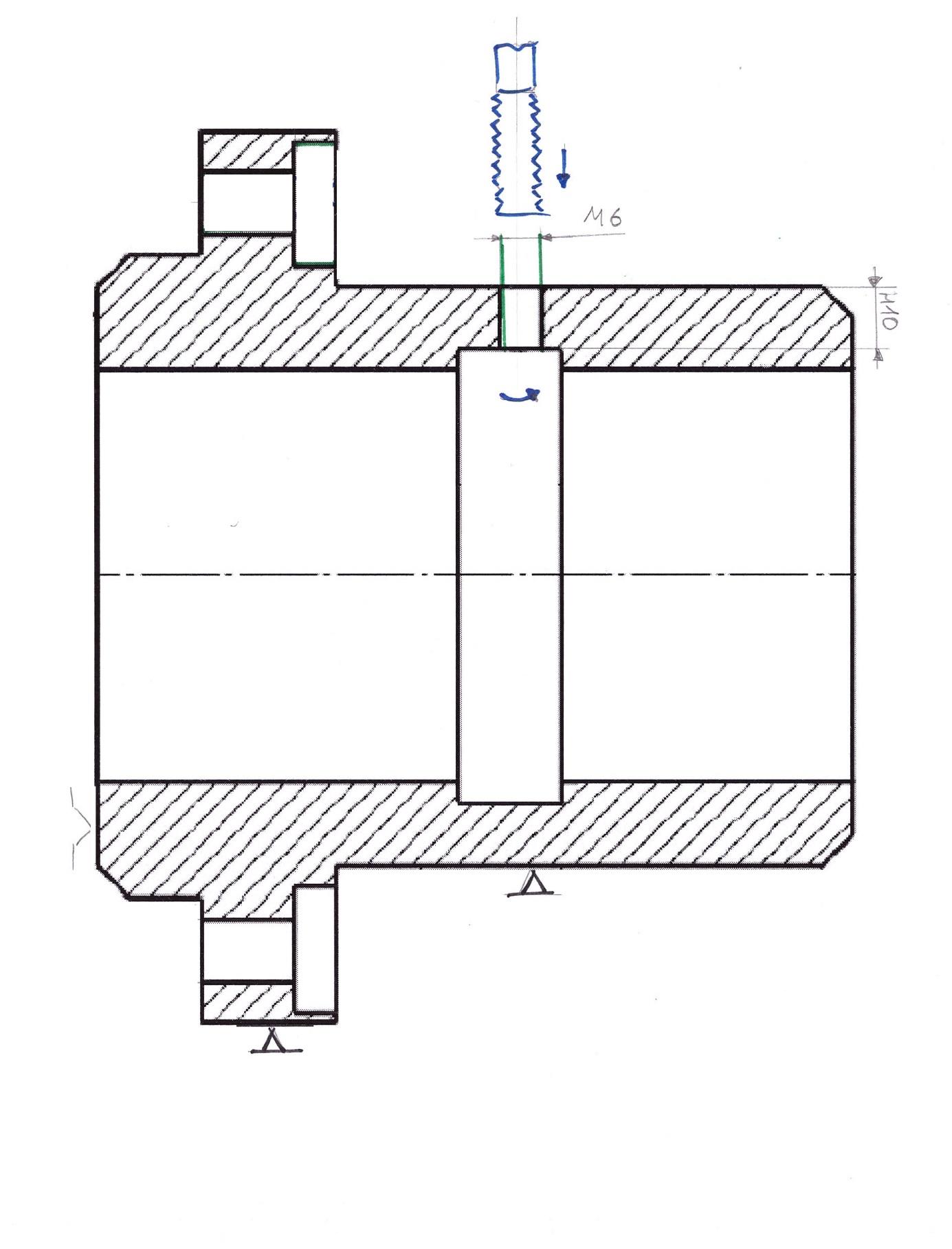
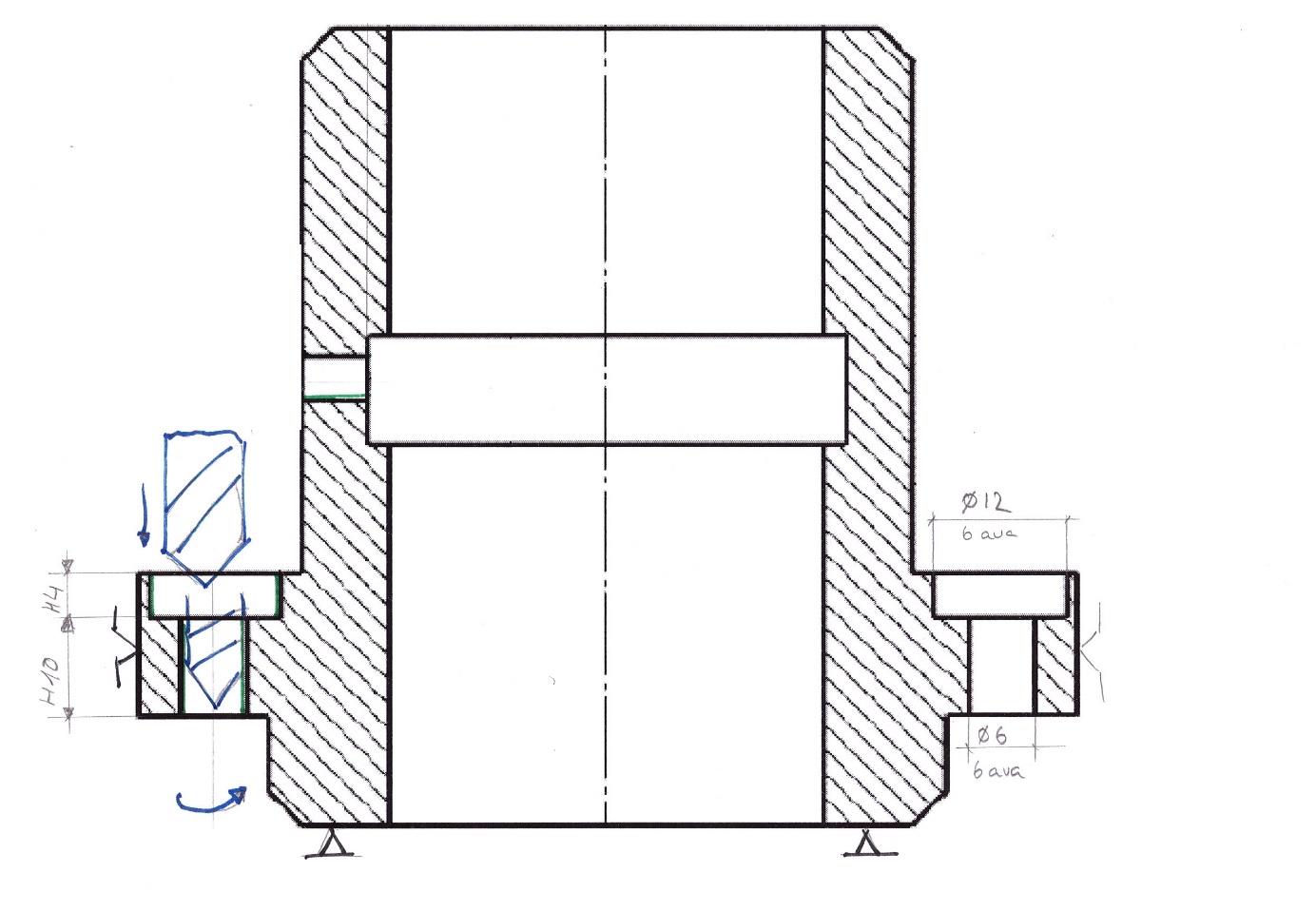
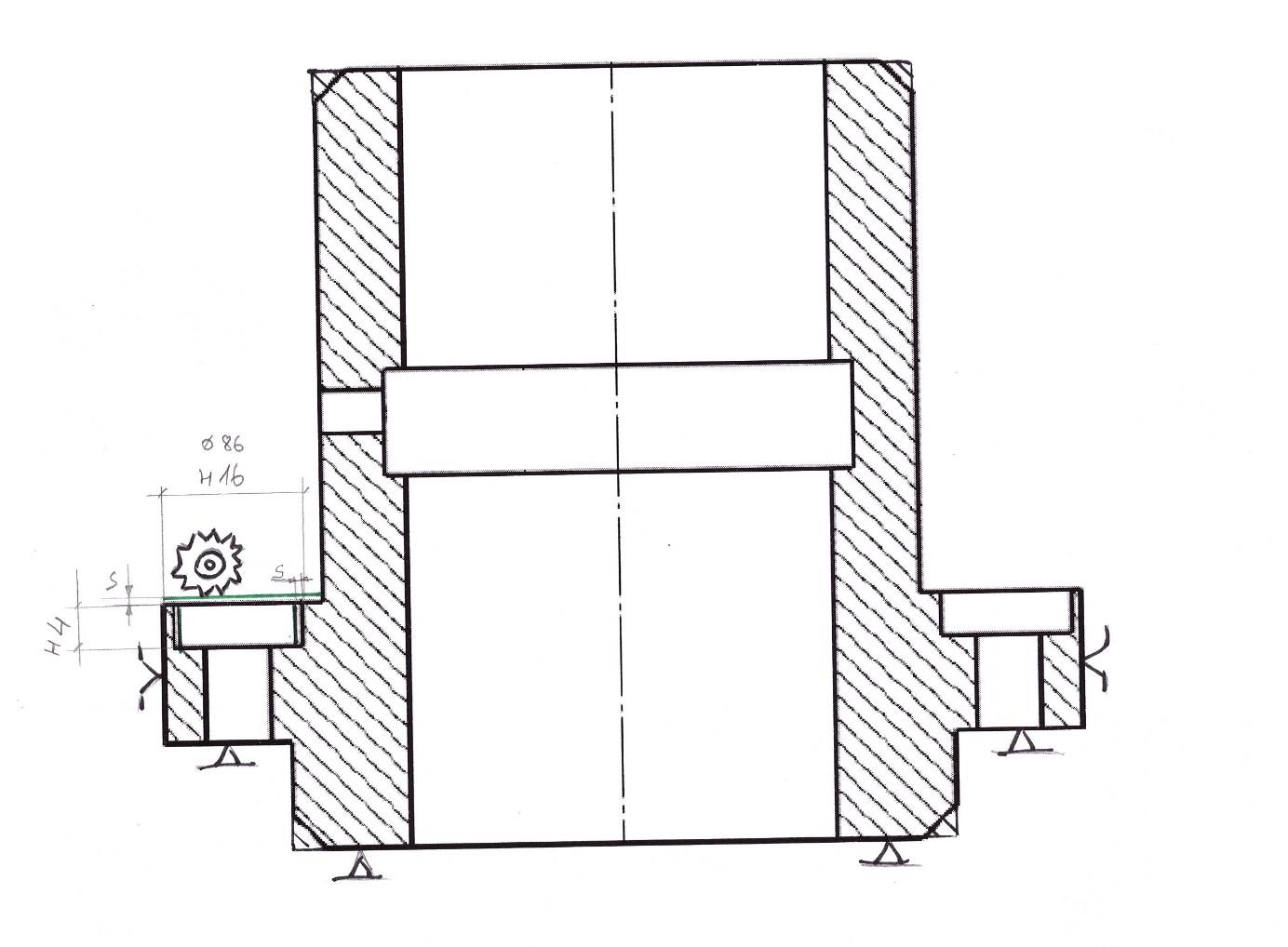
Antud detaili pinnad on vaja töödelda laastu eemaldamisega kui ka puurimist kasutades. Tolerants, sõltuvalt antud detaili nimimõõtmetest ja soovitud täpsusest, on ligikaudu 0,4 mm. Pinnakaredus kõigub vahemikus 1,6-25m sõltuvalt pinnast (vt. joonist). Pikitreimisel kooriva ja puhastöötlemise korral on soovitatav. pinnakaredus 1,6m ja otsatreimisel 3,2m, mis vastab meie soovitud nõuetele, seega on antud detail ilusti töödeldav universaaltripingis. Peale töötlemist treipingis oleks lisaks vaja veel augud sisse puurida. Soovitatav pinnakaredus puurimisel on 12,5m, mis samuti jääb soovitud piiridesse. Selleks kasutame vertikaalpuurpinki. Kõigepealt kinnitatakse toorik treipinki silindrilisest osast (pikem) kolmepakilisse padrunisse. Kuna toorik on küllaltki suure läbimõõduga (sõltub ka treipingist), siis on padruni pakid ümber pööratud.
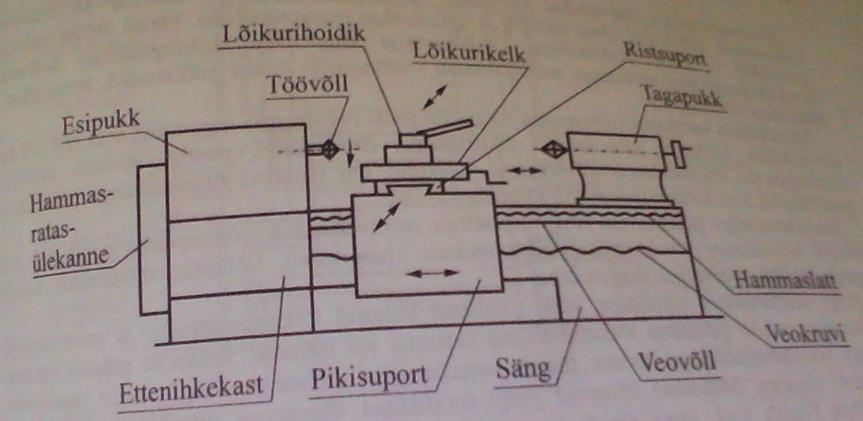
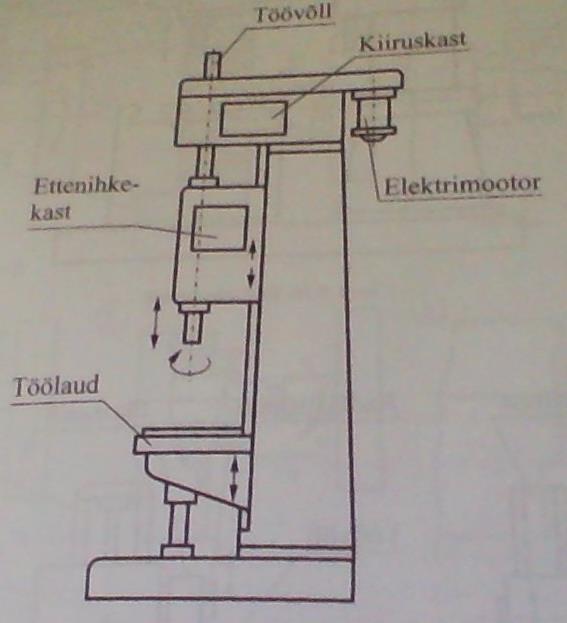
Kõige laialdasemalt kasutatavaks metallide masintöötlemise viisiks on treimine. Sel teel valmistatakse ligikaudu 60% kõigist masinehituses kasutatavatest detailidest. Metallitreipink (joon. 1) on tunduvalt keerukama ehitusega kui puidutreipink. Treipingi põhiosad on säng, kiiruskast, ettenihkekast, trensel, suport ja tagumine tsenterpukk. Joon. 1 Säng on massiivne malmist valatud raam, mis ühendab ülejäänud osi. Sängi olulised elemendid on juhtpind. Neid mööda liigutatakse suportit ja tagumist tsenterpukki. Et nende liikumine oleks sujuv, tuleb juhtpindu kaitsta kriimustuste ja vigastuste eest ning neid perioodilisely õlitada. Kiiruskast sarnaneb ehituselt auto- või mootorratta käigukastiga. Seda läbib õõnes spindel ehk töövõll, millele hammasrataste abil antakse erinevaid pöörlemiskiirusi. Soovitud hammasülekande sisselülitamine toimub kiiruskasti esiküljel asuvate kangide abil. Igale pöörlemiskiirusele vastav kangide asend leitak
Reijo Sild HÜDROSILINDRI TEHNOLOOGILISE PROTSESSI VÄLJATÖÖTAMINE JA TOOTMISJAOSKONNA PROJEKTEERIMINE LÕPUTÖÖ Mehaanikateaduskond Masinaehituse eriala Tallinn 2014 SISUKORD SISSEJUHATUS ..................................................................................................................................3 1. TÖÖ ANALÜÜS..............................................................................................................................5 2. SILINDRI KONSTRUKTSIOON ...................................................................................................7 2.1 Tugevusarvutused.......................................................................................................................8 3. VALMISTAMISE TEHNOLOOGIA ............................................................................................12 3.1 Tootmismaht.......................................



















Kõik kommentaarid