KEEVITUS
Projekti nimi: Mobile laboratories for
improvement of STEM knowledge
Projekti akronüüm: Lab4Stem,
No. 2020-1-LV01-KA201-077502
Projekti kestus: 27 kuud,
1. oktoober 2020 – 31. detsember 2022
Projekti rahastaja
: ERASMUS+
Projekti juhtpartner on MASOC (Läti),
projekti partneriteks on Eestist
Eesti Masinatööstuse Liit MTÜ ja
Merkuur OÜ, Leedust LINPRA ja Viesoji
Istaiga Vilniaus Jeruzales Darbo Rinkos
Mokymo Centras (VJDRMC),
Lätist lisaks ka Tehnobuss Latvia.
Keevituse õppematerjalide koostajad:
Lauri Soosaar, Liis Proos (Merkuur OÜ)
Triin Ploompuu, Kaspar Kütt, Raul Kütt
(Eesti Masinatööstuse Liit MTÜ)
Keeletoimetaja: Helen Toom
Kujundaja: Virge Ilves (Iseloom OÜ)
Õppematerjalidele andis eksperdi
tagasiside Andres Laansoo
(TTÜ keevitamise emeriitdotsent).
Euroopa Komisjoni toetus selle väljaande
koostamisele ei kujuta toetust sisule,
mis kajastab ainult autorite seisukohti, ja
komisjon ei saa vastuta väljaandes sisalduva
teabe mis tahes kasutamise eest.
Projekti sihtgrupid:
1) üldhariduskoolide 7.–9. klassi õpilased;
2) üldhariduskoolide haridustöötajad
(STEM ainete õpetajad, karjäärinõustajad
ja tugispetsialistid);
3) sektori esindajad ja teised sidusrühmad,
kes soovivad olla seotud STEM teadmiste
täiendamisega;
4) õppijad, teiste haridustasemete esindajad,
lapsevanemad, poliitikakujundajad.
Projekti peamised tegevused ja oodatavad
tulemused:
1) kõigile kättesaadavad STEM valdkonna
interaktiivsed ja digitaalsed koolitus materjalid
(neljas keeles – inglise, läti, leedu ja eesti keeles);
2) õpetajatele suunatud juhendmaterjali
koostamine (neljas keeles – inglise, läti, leedu ja
eesti keeles);
3) juhised sektori esindajatele STEM valdkonna
populariseerimiseks ja õpilaste toetamiseks
(neljas keeles – inglise, läti, leedu ja eesti keeles);
4) 3 sündmust interaktiivsete digitaalsete
koolitus materjalide tutvustamiseks ja
populariseerimiseks;
5) pilootkoolitused, mis on suunatud igas partner-
riigis kuni 100le õpilasele;
6) õpilaste riiklik võistlus koolitusmaterjalide
täiustamiseks;
7) 3 projekti lõppsündmust;
8) STEM valdkondi populariseerivate artiklite
koostamine.
Projekti peamised eesmärgid on:
1) STEM – õppe (teadus, tehnoloogia,
inseneeria, matemaatika)
populariseerimine 7.–9. klassi õpilaste
seas;
2) õpetajatele suunatud digitaalsete
ja interaktiivsete STEM valdkonna
õppematerjalide väljatöötamine;
3) sektori ettevõtete esindajate kaasamine
STEM valdkondade populariseerimiseks.
Sisukord
I osa. Üldine info .................................................6
II osa. Tehniline info ....................................... 18
III osa. Edasiõppimine ja karjääriinfo ......36
Testiküsimused ............................................... 40
Praktilised ülesanded .................................... 46
Kasutatud allikad .............................................54
Õppeaine nimi, milles saab keevituse moodulit kasutada:
tehnoloogiaõpetus, karjääriõpe, ettevõtlusõpe.
TEEMAD:
y
Üldine info
Sissejuhatus ja ajalugu. Mõisted. Keevituse vajalikkus ja kasutus-
valdkonnad. Seadmed ja ohutusalane info. Päriselulised seosed
(nt plastid, metallid). Tehnoloogia, inimene ja keskkond.
Tehnoloogia tulevikuperspektiiv ja innovatsioon.
y
Tehniline info
Keevituse liigid ja skeemid.
y
Edasiõppimine ja karjääriinfo
Keevitaja amet, karjääri- ja edasiõppimise võimalused, ettevõtete lood
ja tegevusalad.
Alapeatükkide eesmärk, ülesanded ja saavutatavad õpitulemuse:
I ÜLDINE INFO
Eesmärk ja ülesanded:
y
anda õpilastele ülevaade keevituse olemusest ja vajalikkusest;
y
mõista tehnoloogia arengusuundumusi ning luua seoseid
tehnoloogia ajaloo ja tänapäeva teadussaavutuste vahel;
y
analüüsida keevitusega kaasnevaid võimalusi ja ohte;
y
lõimida teoreetilisi teadmisi käeliste tegevustega ning lahendada
päriselulisi probleeme.
Mooduli nimi: KEEVITUS
Eesmärk ja ülesanded: anda õpilastele ülevaade keevituse olemusest
ja vajalikkusest, mõista tehnoloogia arengusuundumusi ning luua
seoseid tehnoloogia ajaloo ja tänapäeva teadussaavutuste vahel,
analüüsida keevitusega kaasnevaid võimalusi ja ohte, lõimida
teoreetilisi teadmisi käeliste tegevustega ning lahendada päriselulisi
probleeme, tutvustada keevituse valdkonnaga seotud edasiõppimise
ja karjäärivõimalusi, lahendada keevitusega seotud individuaal-,
paaris- ja meeskonnaülesandeid.
Saavutatavad õpitulemused (baseerub põhikooli riiklikul õppekaval
ja tehnoloogiaõpetuse ainekaval):
Õpilane:
y
näeb ja mõistab loodusteaduste ning tehnoloogia arengu seoseid ning
oskab väljendada oma arvamust tehnoloogia arengu ja töömaailma
muutumise kohta;
y
valib ja analüüsib tehnilisi ja loovaid lahendusi ning nendega
kaasnevaid mõjusid ja ohte;
y
valib oma ideede teostamiseks sobivaid materjale, töövahendeid
ja töötlemise viise ning peab tähtsaks töövahendite ohutut ja
materjalide säästlikku kasutamist;
y
omab ülevaadet valdkonnaga seotud elukutsetest ja ametitest
minevikus ja tänapäeval, teab tootmise ja töötlemise valdkonnaga
seotud edasiõppimise võimalusi;
y
seostab keevituse teemat teiste õppeainete ja eluvaldkondadega.
Saavutatavad õpitulemused. Õpilane:
y
näeb ja mõistab loodusteaduste ning tehnoloogia arengu seoseid
ning väljendab oma arvamust tehnoloogia arengu ja töömaailma
muutumise kohta;
y
seostab keevituse teemat teiste õppeainete ja eluvaldkondadega;
y
analüüsib keevitusega kaasnevaid võimalusi ja ohte;
y
omandab teadmised keevituse vajalikkusest, kasutusvaldkondadest
ja tulevikuperspektiividest.
II TEHNILINE INFO
Eesmärk ja ülesanded:
y
anda õpilastele ülevaade keevituse liikidest ja kasutusvaldkondadest;
y
analüüsida erinevate keevituse liikidega kaasnevaid võimalusi ja
ohte;
y
seostada keevituse liike teiste õppeainete ja eluvaldkondadega;
y
lõimida teoreetilisi teadmisi käeliste tegevustega ning lahendada
päriselulisi probleeme.
Saavutatavad õpitulemused. Õpilane:
y
näeb ja mõistab loodusteaduste ning tehnoloogia arengu seoseid ning
väljendab
y
oma arvamust tehnoloogia arengu ja töömaailma muutumise kohta;
y
seostab keevituse teemat teiste õppeainete ja eluvaldkondadega;
y
omandab teadmised keevituse vajalikkusest, kasutusvaldkondadest
ja tulevikuperspektiividest;
y
valib ja analüüsib tehnilisi ja loovaid lahendusi ning nendega
kaasnevaid mõjusid ja ohte;
y
valib oma ideede teostamiseks sobivaid materjale, töövahendeid ja
töötlemise
y
viise ning peab tähtsaks töövahendite ohutut ja materjalide
säästlikku kasutamist.
III EDASIÕPPIMINE JA KARJÄÄRIINFO
Eesmärk ja ülesanded:
y
tutvustada keevituse valdkonnaga seotud edasiõppimise ja
karjäärivõimalusi;
y
tuua välja nii Eesti kui rahvusvaheliste ettevõtete edulugusid
ning kirjeldada keevitaja kui ameti rolli, ülesandeid ja vajalikkust
tänapäeva tootmisvaldkondades.
Saavutatavad õpitulemused. Õpilane:
y
näeb ja mõistab loodusteaduste ning tehnoloogia arengu seoseid
ning väljendab oma arvamust tehnoloogia arengu ja töömaailma
muutumise kohta;
y
seostab keevituse teemat teiste õppeainete ja eluvaldkondadega;
y
omab ülevaadet valdkonnaga seotud elukutsetest ja ametitest
minevikus ja tänapäeval, teab tootmise ja töötlemise valdkonnaga
seotud edasiõppimise võimalusi.
I OSA
Üldine info
7
I OSA
Üldine info
Keevitus ehk keevitamine on meetod,
millega kahele või enamale detai
lile antakse püsiv kuju. Seda tehakse
kuumu tamise või surve kaudu. Keevita-
misel võidakse kasutada materjale, mis
on keemilise koostise poolest sarna-
sed. Keevi tatakse põhimaterjali ja lisa-
materjali, mille tagajärjel toimub kahe
materjali segunemine ning neist tekib
keevisliide. Mitmeid materjale on või-
malik keevitada, näiteks metalle, klaasi,
plaste, komposiite.
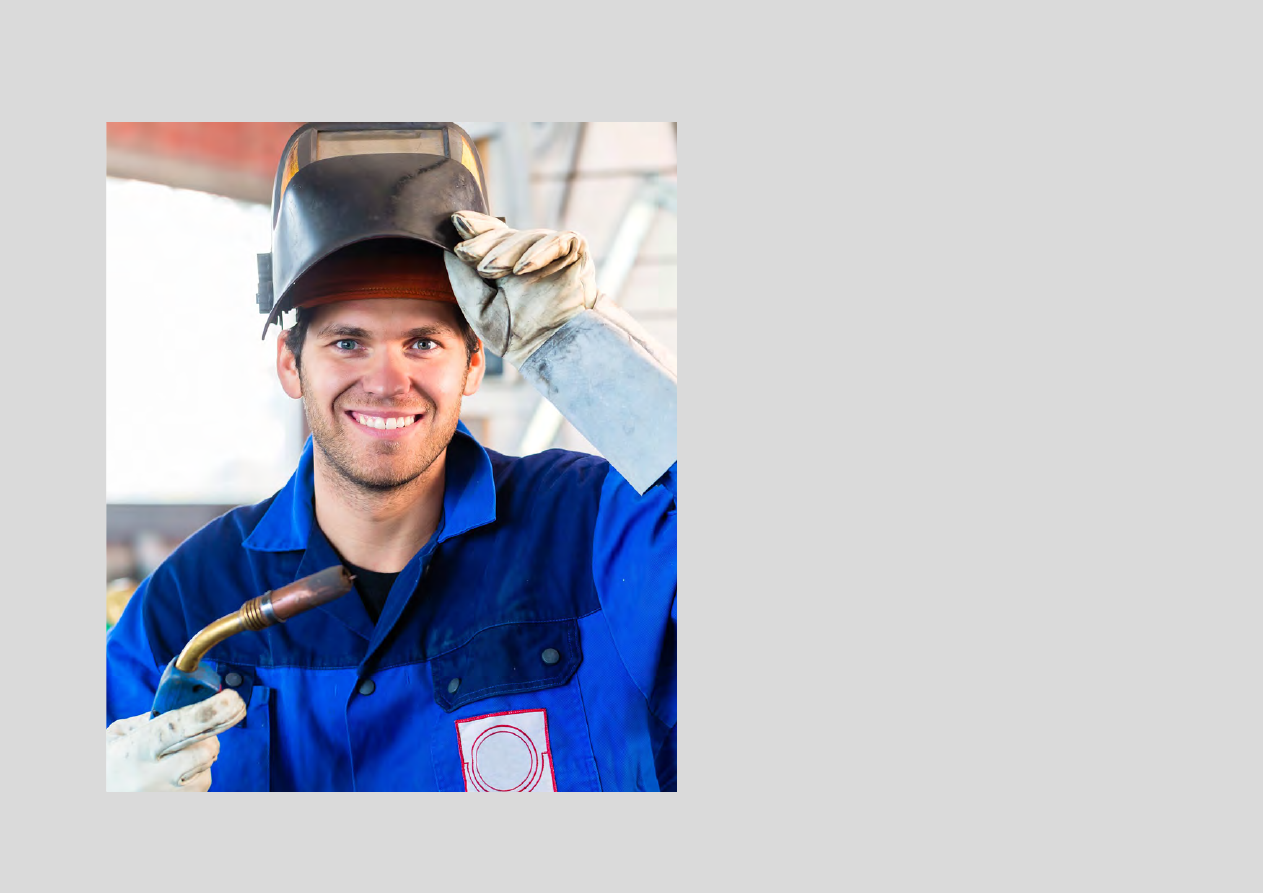
Inimene, kes tegeleb ametialaselt keevita-
misega, on keevitaja. Keevitaja amet
on püsinud enim nõutud spetsialistide
esikümnes aastaid ning see on kõr-
gelt tasustatud amet. Keevitamine on
tänapäeval väga oluline, kuna paljudes
tööstusharudes kasutatakse palju metalle,
mistõttu nende õige toimimine ja funkt-
sionaalsus on tähtis. Õigesti keevitatud
metallid on töökindlad ja ohutud.
8
I OSA
Üldine info
Ajalugu ja taust
Keevitamise arengust rääkides saab alustada
juba iidsetest aegadest. Kõige varasemad
näited keevitamisest pärinevad pronksiajast,
kust on leitud väikeseid kuldseid karbikesi, mis
olid tehtud liigeste kokkusurumise teel. Hin-
nanguliselt valmistati neid karpe rohkem kui
2000 aastat tagasi. Egiptlased ja Vahemere idaosa
inimesed õppisid rauatükke kokku keevitama.
On leitud palju tööriistu, mis valmistati umbes
1000 aastat eKr.
Alles 19. sajandil leiutati keevitamine sellisena,
nagu me seda täna teame. 19. sajandi keskel leiu-
tati elektrigeneraator ja kaarvalgustus muutus
populaarseks. 1800. aastate lõpus arendati välja
gaaskeevitus ja lõikamine. Arendatud kaar-
keevitus süsinikelektroodiga ja metall elektroodiga
ning kontaktkeevitus said laialdase rakenduse
erinevates tööstusharudes.
Prantsusmaal Cabot’i laboris töötav Auguste
De Méritens kasutas 1881. aastal kaarsoojust
akude pliiplaatide ühendamiseks. Temaga koos
töötanud õpilane Nikolai N. Benadros sai esime-
sena patendi keevitamiseks. See oli süsiniku
kaar keevituse algus.
Hapniku tootmine ja hiljem õhu vedeldamine
koos puhumistoru või tõrviku kasutusele-
võtuga 1887. aastal aitasid kaasa keevitamise
arengule. Esimene maailmasõda tõi relvastuse
tootmise järele tohutu nõudluse ja keevitamist
hakati kasutusele võtma. Paljud ettevõtted tek-
kisid Ameerikas ja Euroopas, et valmistada
Näide keevitamisest 19. sajandi lõpus.
9
I OSA
Üldine info
nõuetele vastavaid keevitus masinaid ja elekt-
roode.
1920. aastal võeti kasutusele automaatne keevita
mine. Seda kasutati kulunud mootorivõllide ja
kulunud kraanarataste ehitamiseks. Autotööstus
kasutas seda ka tagatelje korpuste tootmiseks.
Sajandi keskel leiutati palju uusi keevitus-
meetodeid. 1930. aastal vastutas Kyle Taylor naelte
keevi tamise eest, mis sai peagi laeva ehituses ja
ehituses populaarseks.
Muud hiljutised keevitamise arengud hõlmavad
elektronkiire keevitamise läbimurret 1958. aas-
tal, mis võimaldab kontsentreeritud soojus allika
kaudu sügavat ja kitsast keevitamist. Pärast laseri
leiutamist 1960. aastal debüteeris laser kiirega
keevitamine mitu aastakümmet hiljem ja on
osutunud eriti kasulikuks kiirel automatiseeri-
tud keevitamisel.
Keevituse lühiajalugu 1
Keevituse lühiajalugu 2
Mis on keevitus?10
I OSA
Üldine info
Keevitust viib läbi keevitaja, kes on läbinud vas-
tavad koolitused ning omab piisavalt pädevust, et
keevitamisega tegeleda. Keevitaja töö eesmärk
on metalltoodete ja konstruktsioonide valmis
tamine. Erinevaid keevitusviise on üle 60 ja neid
liigitatakse kahte põhirühma:
sulakeevitus,
survekeevitus.
Keevitaja põhitöö on keevitustööde ettevalmis-
tamine, tarindi ehk konstruktsiooni koostamine
vastavalt joonisele, keevisliidete teostamine ning
järeltöötlus ja tulemuse kontroll. Töö nõuab joo
niste lugemise oskust, töötlemistehnoloogia ja
materjalide omaduste tundmist.
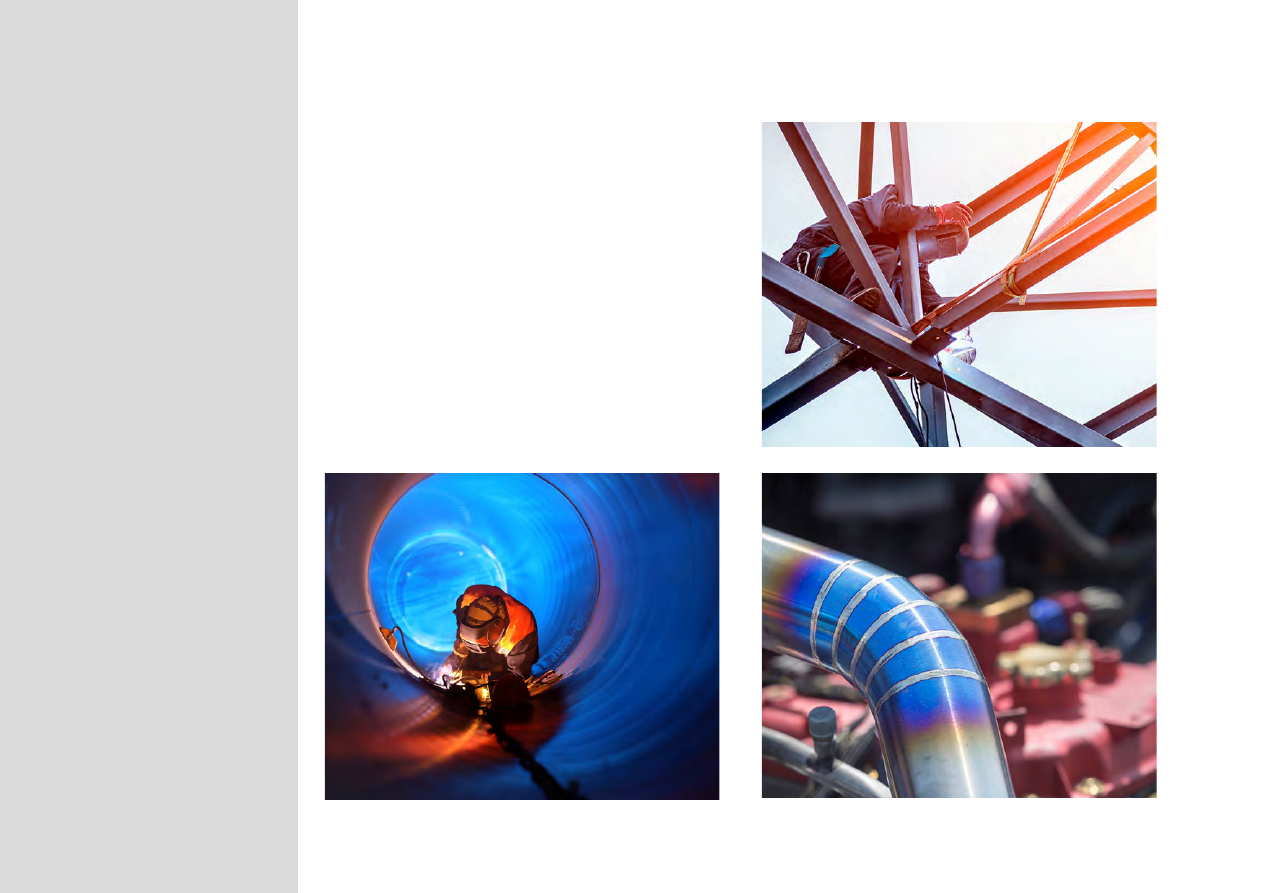
Keevitamisprotsessis suunatakse kuumus metall-
osadele sulatades need kokku lahutamatuks tervi-
kuks. Seetõttu leiab keevitustöö palju rakendust
laeva, auto ning lennutööstuses, samuti talade
ühendamises hoonete ja sildade ehitamisel,
samuti remondi ning taastamis töödel.
11
I OSA
Üldine info
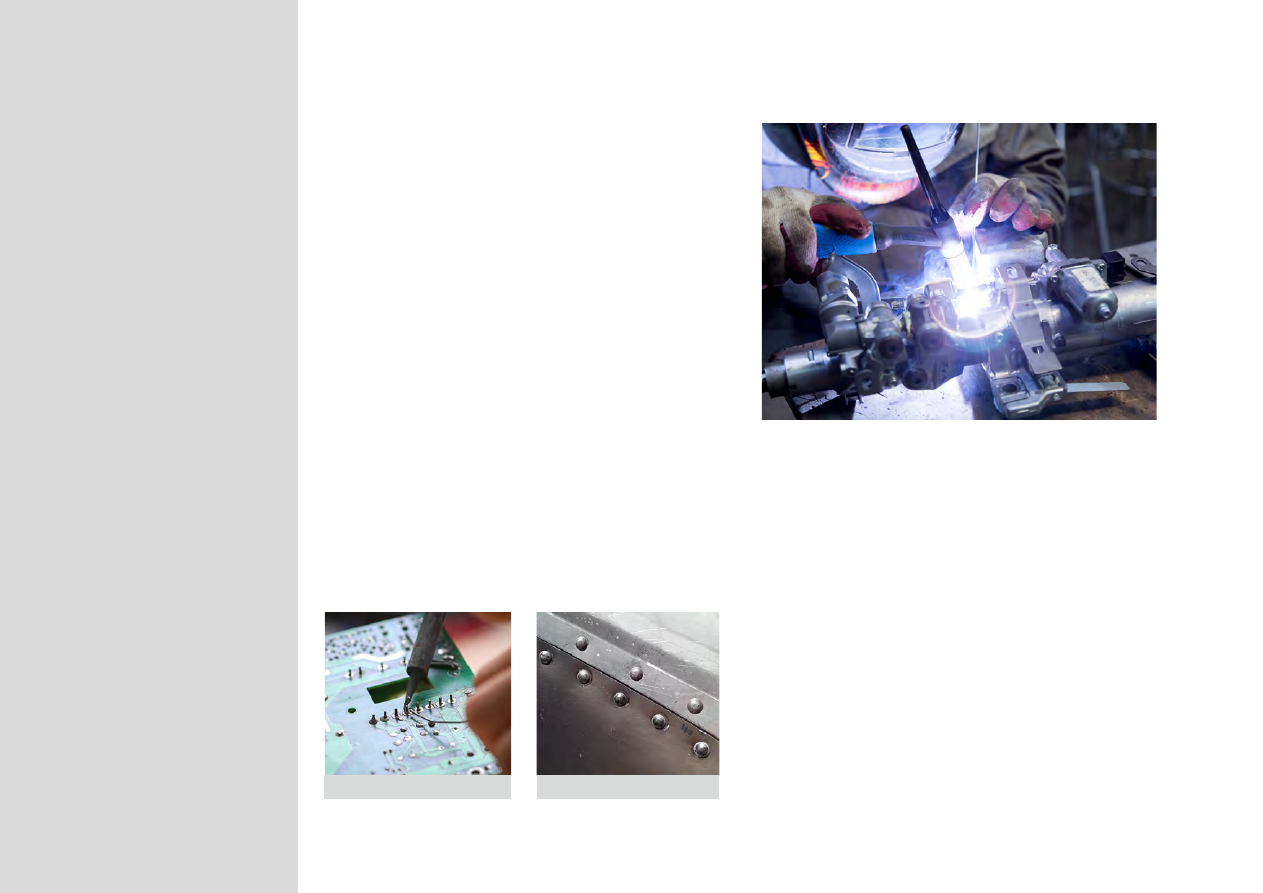
Keevitusvaldkonnas võib eristada järgmisi
erialasid:
keevitaja,
jootja,
leeklõikaja,
punktkeevitaja,
termiitkeevitaja.
Keevitajad töötavad ehitusplatsidel koostöös ehi-
tajatega, autoremonditöökodades koos auto kere
remondilukkseppadega, samuti torude keevitami-
sel soojusvarustuses, gaasivarustuses ja energee-
tikas, tööstuses erinevate seadmete remontimisel.
Keevitajal on võimalik täiendada oma kutse oskusi
ja ennast arendada erialastel täiendkoolitustel
ning praktiliste töökogemuste kaudu.
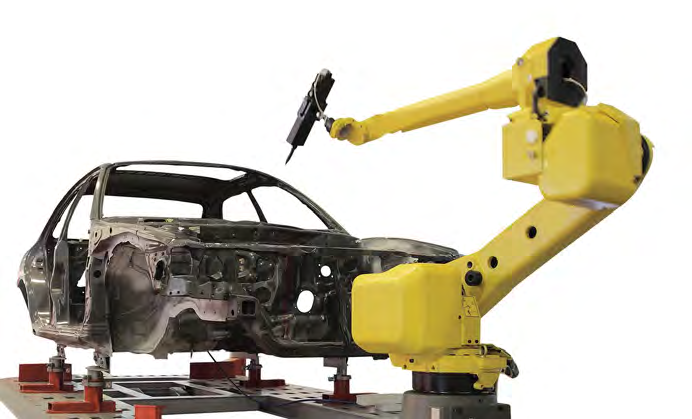
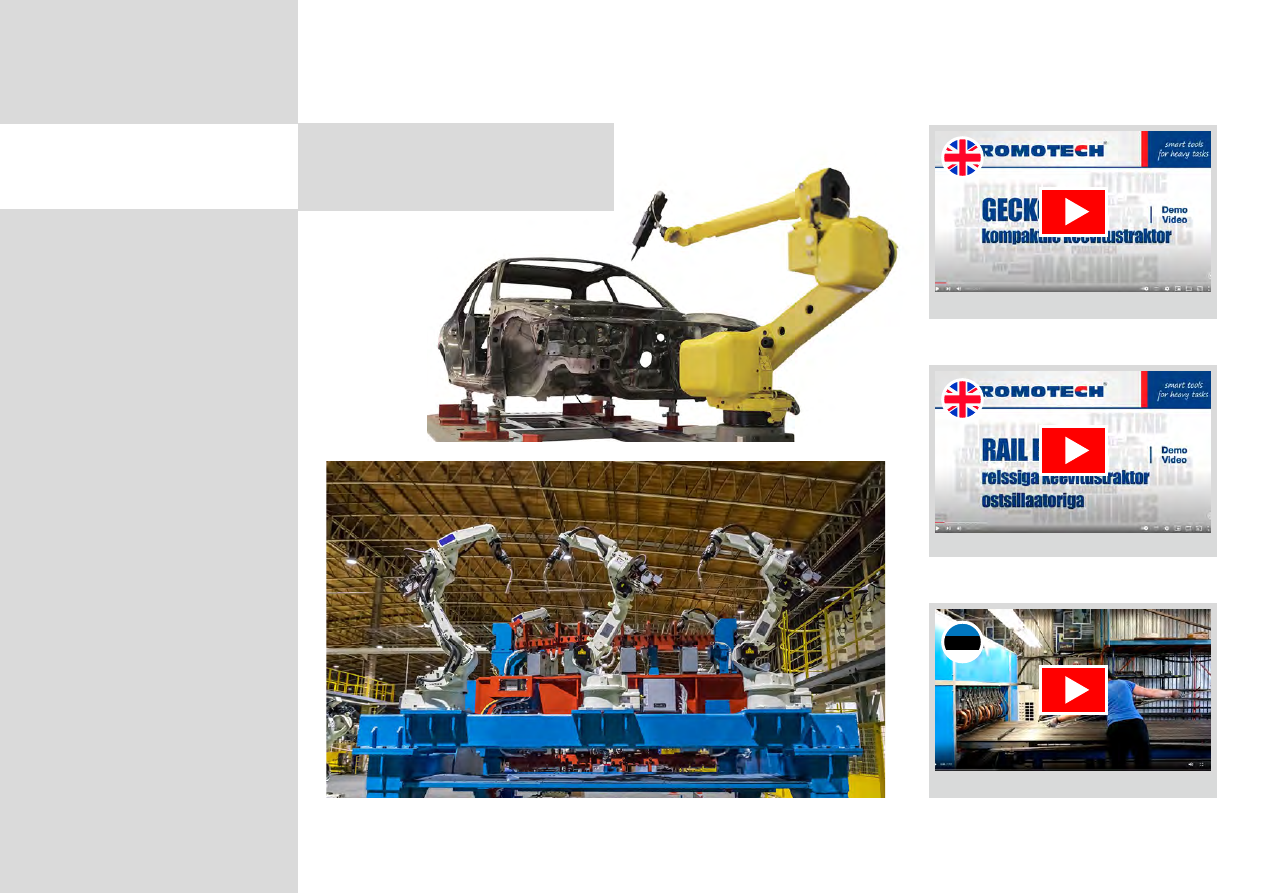
Tehnoloogia arenedes luuakse pidevalt uusi või-
malusi ka kvaliteetsemateks keevitustöödeks ja
tootmisprotsesside efektiivsemaks muutmiseks.
Rakendatakse automaatkeevitust, keevitus
roboteid, keevitustraktoreid, kus keevitaja roll
muutub protsessi jälgivaks ja vajadusel korrigee-
rivaks keevitusoperaatori tegevuseks.
12
I OSA
Üldine info
Robotkeevitus on spetsiaalse
robotiga tehtud automaatkeevitus.
Portatiivne keevitustraktor GECKO
Relssiga keevitustraktor RAILBULL
K.Met punktkeevitusseadmed13
I OSA
Üldine info
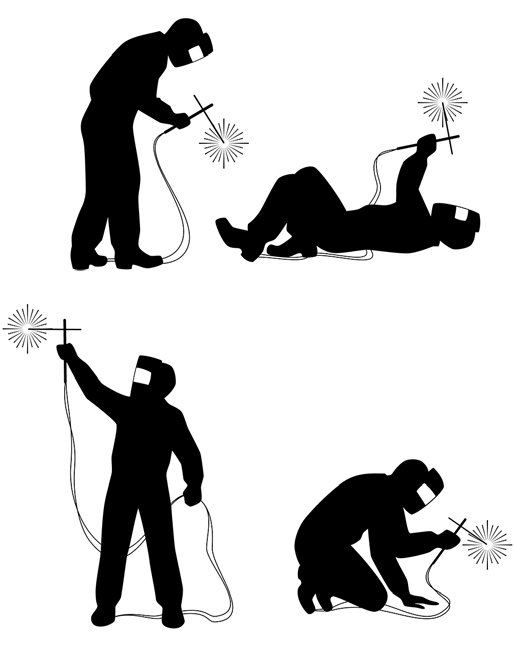
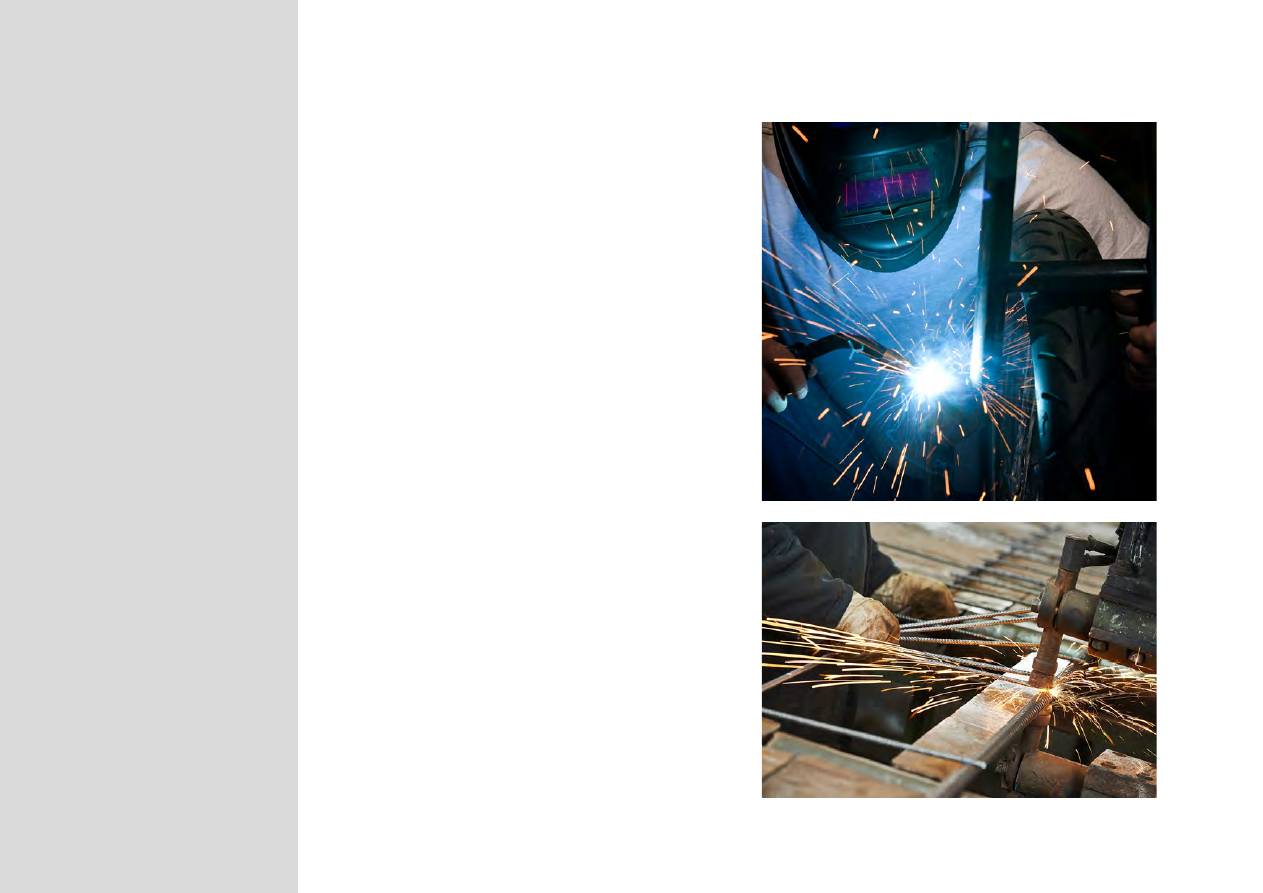
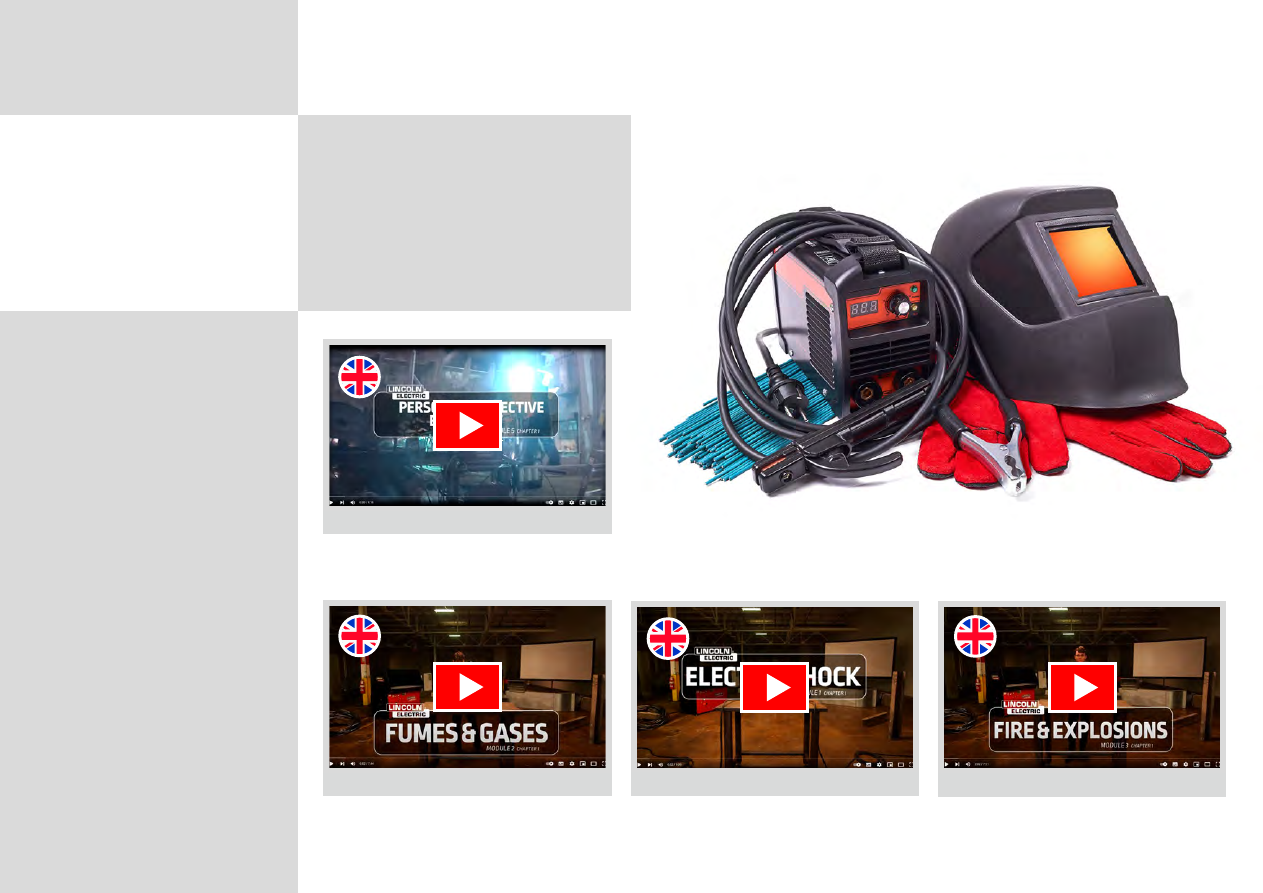
Keevitaja kasutab oma töös keevitus-, gaasi-
lõike-, metallilõike- ja tõsteseadmeid, elektrilisi
ja mehaanilisi käsitööriistu ning abivahendeid.
Tööasendid varieeruvad vastavalt ülesandele,
töötakse nii pikali- kui püstiasendis, käte asend
võib olla ka pea kohal.
Töötingimused ja -ohutus
Töötingimused võivad olla muutuvad – töö-
tatakse nii sise- kui välistingimustes. Tuleb
olla valmis töötama ebamugavas asendis, taluma
temperatuurikõikumisi, kõrgust ja müra. Kesk-
konda eralduvad kahjulikud gaasid ja aerosoolid,
mistõttu kvaliteetse ventilatsiooni olemasolu on
äärmiselt vajalik. Kaarkeevitamisel kaasneb ultra-
violett- ja infrapunane kiirgus. Kaar keevitamisel
ohtlikes ruumides tuleb arvestada ka elektrilöögi
ohuga. Töökoha korrektse korraldamisega, nt
venti latsiooniga ja individuaal sete kaitsevahen-
dite kasutamisega saab tervist kahjustavatest
teguritest tingitud riske vähendada.
14
I OSA
Üldine info
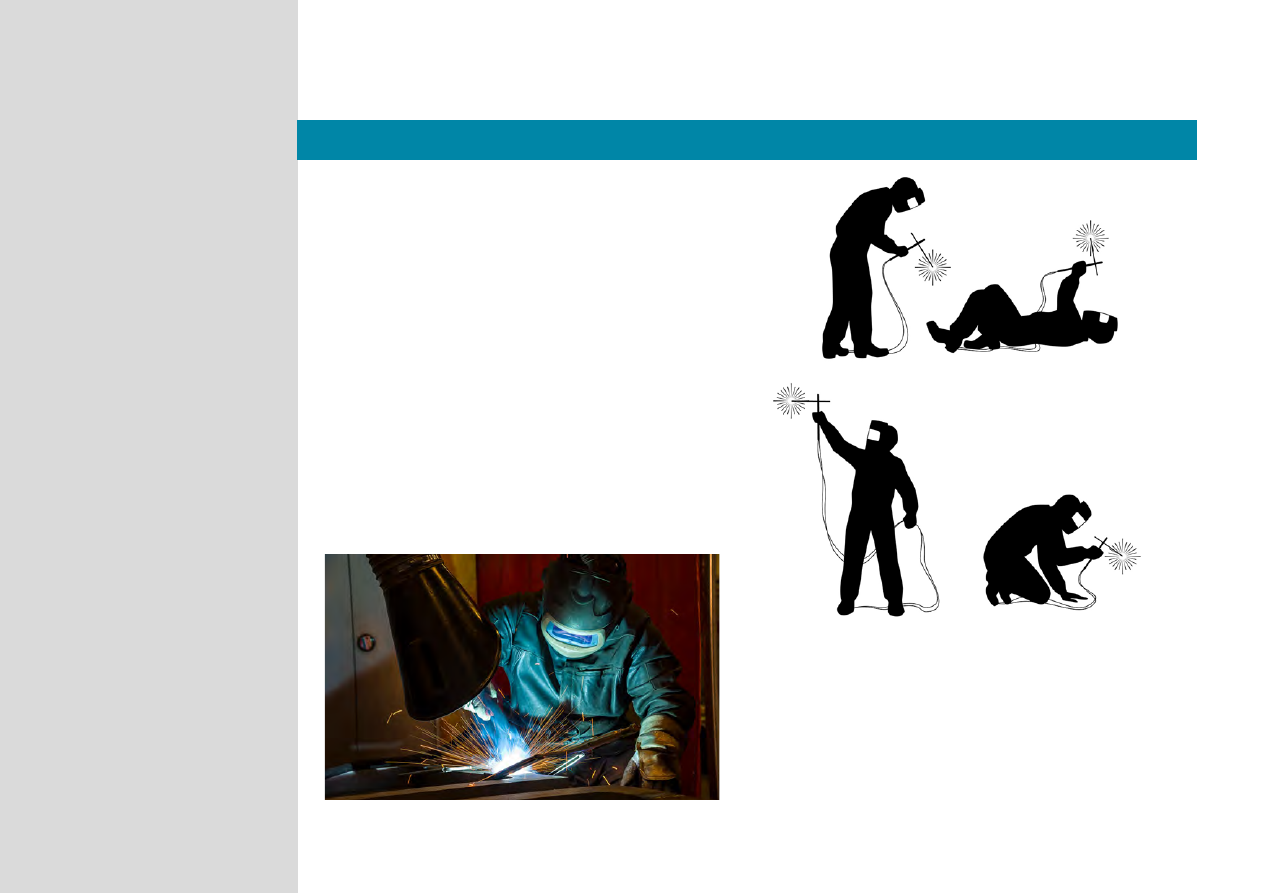
Keevitus ja jootmistöödega tegelevate inimeste
töö on seotud pideva riskiga, mis on tingitud
ereda leegiga põlevast kaarleegist, eralduvast
mürgisest suitsust ja kuumade materjalide käsit
semisest. Nad kannavad spetsiaalseid tööriideid,
kindaid, käekaitsmeid, jalanõusid, pea- ja käsi-
kaitsemaske, kaitseprille ning kaitsekapuutse,
mille külge on kinnitatud ka lisapaar prille. Kõik
esemed on valmistatud tulekindlast materjalist.
Prillid peavad kaitsma silmi nii kiirguse kui ka
sädemete ja räbuosakeste eest.
Keevitusgaas ja keevitamisel eralduv suits või-
vad esile kutsuda allergilisi reaktsioone. Värvitud
pindade ja legeerteraste keevitamisel eralduvad
mürgised ühendid. Kaitsegaasi keevitamisel eral-
dub suurel määral osooni. Samuti puutub keevitaja
oma töös kokku nii tolmu kui muu saastu misega,
samuti erinevate kemikaalidega, mis võivad üli-
tundlikel inimestel põhjustada allergiat.
Keevitaja tööajast kulub suur osa keevitus-
seadmete häälestamisele, detailide koostamisele,
räbu ja pritsmete eemaldamisele ning tulemuste
visuaalsele kontrollile.
15
I OSA
Üldine info
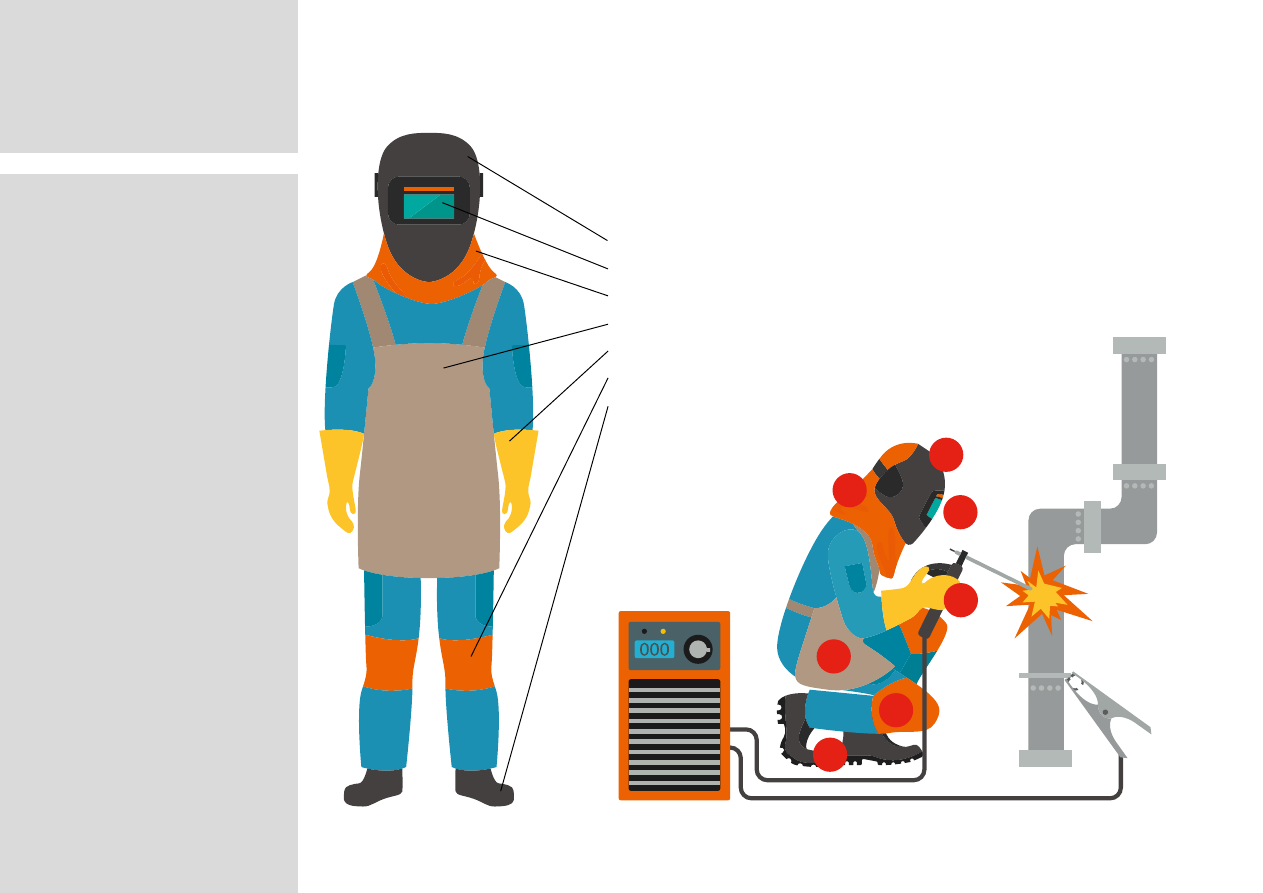
1 Keevitusmask
2 Keevitusklaas
3 Keevitaja kapuuts
4 Keevitaja põll
5 Keevitaja kindad
6 Põlvekaitsed
7 Keevitaja turvasaapad
1
2
4
5
6
7
3
KEEVITAJA TURVAVARUSTUS16
I OSA
Üldine info
Kuna keevitajad töötavad ehitusobjektidel, on
levinud vahetustega töö. Kutse eeldab valmis-
olekut töötada ka puhkepäevadel, riiklikel püha-
del, samuti varahommikusel, hilisõhtusel ja öisel
ajal (nt avariide likvideerimisel).
Masina-, metalli- ja aparaaditööstuse ettevõtted
hindavad keevitaja üldoskustest kõige enam
tööohustusalaseid teadmisi. Põhioskustest ja
teadmistest peetakse kõige olulisemaks erine
vate töövõtete tundmist ning keevitamisel
kasutatavate seadmete ja abivahendite tund mist.
Peaaegu sama oluliseks loetakse ka erinevate
materjalide tundmist ja tehniliste jooniste luge-
mise oskust ning keevitusalaste normatiivide
ja standardite tundmist. Tööandjate hinnan-
gul tuleks enam tähelepanu pöörata erinevate
materjalide tundmise oskusele. Lisaoskusena
peetakse vajalikuks lukksepatööde- ja auto-
juhtimisoskust. Isikuomadustest on olulisemad
täpsus ning kohuse ja vastutustunne, samuti
füüsiline vastu pidavus.
Keevitaja peab tundma ehitusega seonduvat,
kutse alast ohutustehnikat ja kaitsevahendeid
ning teadma keevitusega kaasnevaid kahjulikke
toimeid inimorganismile.
Keevitamisel tuleb arvestada erinevate ohtudega,
näiteks optiline kiirgus, elektri voolu st tulenev
oht, käsitsemisvead, lenduvatest sädemetest
põhjustatud tulekahju ja saasteained.
17
I OSA
Üldine info
Keevitaja turvavarustus
Tule- ja plahvatusoht
Elektrilöök
Keevitusgaas ja -suits
Keevitaja kvalifikatsioon põhineb
oskusel tunda ja teada keevitusega
seotud muutujaid, näiteks keevitus-
protsess, toote vorm, keevisõmbluse
profiil, lisamaterjalid, lehe ja toru
mõõtmed, keevitusasend.
II OSA
Tehniline info
19
II OSA
Tehniline info
Keevitust kui materjalide liitmismeetodit
kasutatakse laialdaselt nii masinatööstuse-,
energeetika- kui ehitusettevõtetes. Tööstuslikku
metallkonstruktsioonide ja masinaehituslike
keevistoodete valmistamist nimetatakse keevis
tootmiseks.
Keevitamise eesmärk on liidetavate detailidega
samaväärse keevisliite saamine, mille mehaani-
lised omadused (nt tõmbetugevus, katkevenivus,
purustustöö löökpaindel) ei jääks alla põhimetalli
omale.
20
II OSA
Tehniline info
Keevituse eelised võrreldes teiste liitmis meeto-
ditega (nt jootmine, poltliitega ühendamine, neeti-
mine):
odavaim liitmismeetod püsiliidete
valmistamiseks;
liidete kõrged mehaanilised omadused;
liiteid saab teha nii sise- kui välis-
tingimustes;
liited on kaalult kerged ja mõõtmetelt
väikesed;
kõrge tootlikkus;
sobib erinevatele materjalidele, sh ka
komposiitidele ja plastidele;
võib kasutada erinevates keskkondades,
nt õhus, vaakumis, vee all;
võimalus protsesse automatiseerida,
nt keevitusroboteid kasutada.
Keevituse puudused:
enamus tegevusi tehakse käsitsi,
seega keevitusega kaasnevad suured
tööjõukulud;
paljude keevitusprotsesside kvaliteet
sõltub keevitaja kutseoskustest;
ohtlik keevitajale, kuna see on
energiamahukas ja kasutatakse
kõrgepingelist elektrivoolu;
võivad tekkida keevitusdefektid;
sageli on vajalik pärast keevitust
teostada liidete mittepurustav kontroll;
keskkonda eraldub mürgiseid ühendeid.
Jootmine
Neetimine
21
II OSA
Tehniline info
Keevisliited on mittelahtikäivad lii-
ted, mis on teostatud keevituse teel.
Keevitamist rakendatakse põhiliselt
metalldetailide ühendamiseks, kuid
keevisliiteid on võimalik kasutada
ka mittemetalliliste detailide ühenda-
miseks (nt keraamika- ja plastmass-
detailid) või kombineerida metalsete ja
mittemetalsete detailide ühendamist.
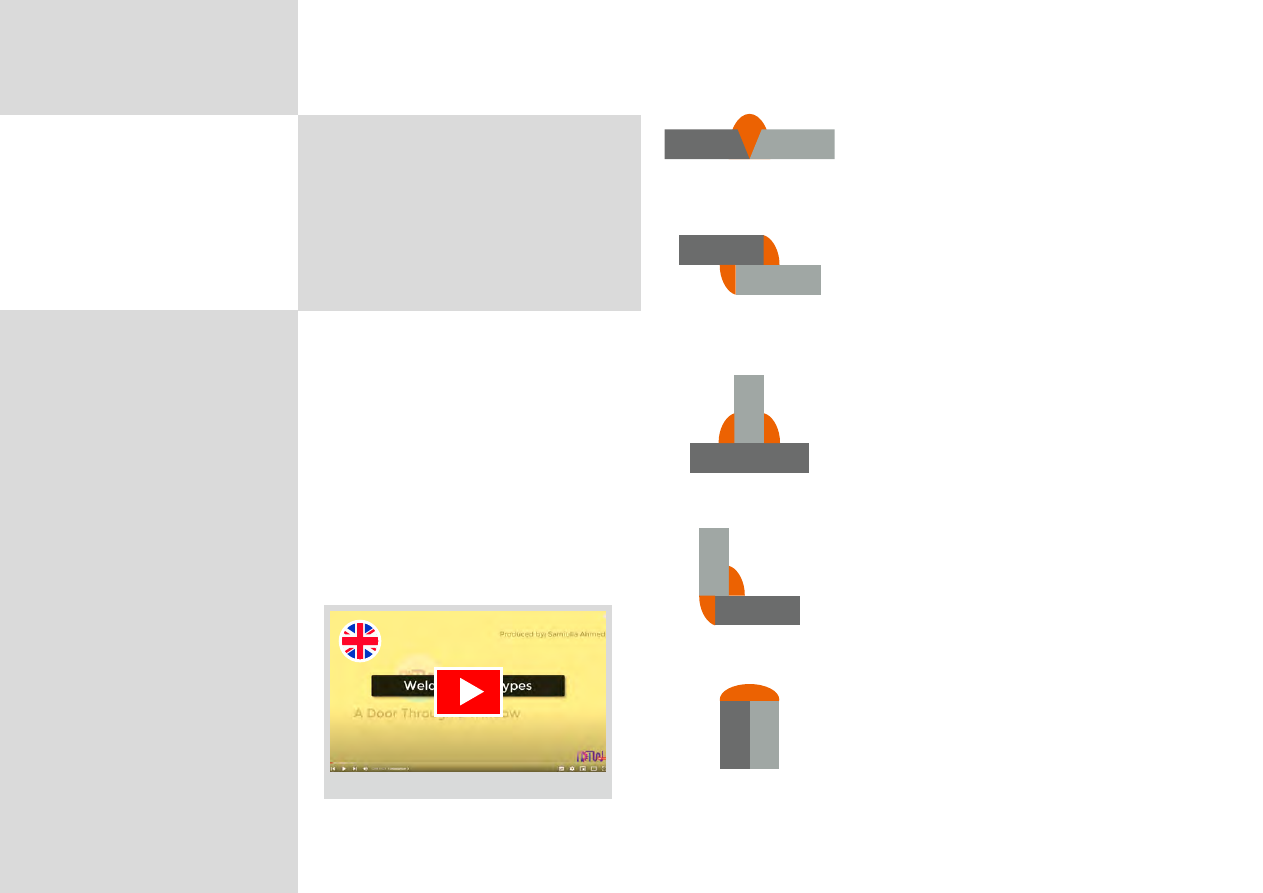
Katteliide
T-liide
Nurkliide
Otsliide
Põkkliide
Keevisliidete liike eristatakse keevi
tatavate detailide vastastikuse asendi
järgi:
põkkliidetel asetsevad
liiteelemendid ühes
tasapinnas ja põkkliited on
tootmises üks levinumaid
keevisliiteid;
katteliidetel paiknevad
keevitatavad elemendid
paralleelselt ning katavad
üksteist osaliselt;
vastakliite ehk Tliite puhul
ühendatakse ühe detail ots
teise detaili külgpinnaga;
nurkliited on liited, mille
puhul liidetavad detailid
paiknevad teineteise suhtes
täisnurga või väiksema nurga
all ja neid keevitatakse piki
ühist serva.
otsliidetel puutuvad liidetavad
detailid kokku külgpindu pidi
ning keevitamisel sulatatakse
kohakuti asuvad otsad.
Keevisliidete liigid
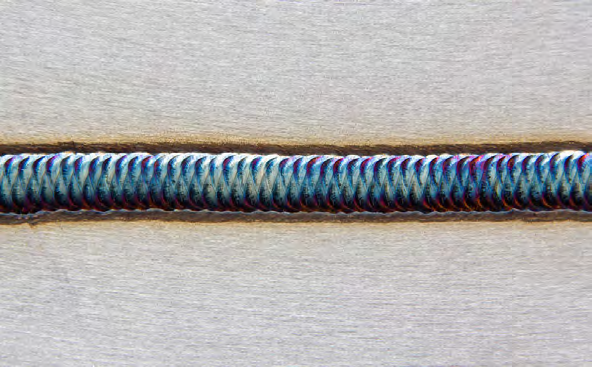
Keevisõmbluseks nimetatakse
keevis liite osa, mis moodustub
keevitus vannis oleva sula metalli
kristalliseerumisel. Keevisõmblused
liigitatakse keevisliite tüübist lähtuvalt
põkk- ja
nurk õmbluseks.
22
II OSA
Tehniline info
Metallide liitmisel eristatakse kahte keevitusliiki:
SURVEKEEVITUSEL toimub
liidetavate detailide servade metalli
plastne deformatsioon, mille kaudu
moodustuvad ühendatavate detailide
osade aatomitevahelised sidemed
ning seda pinda nimetatakse
keevisõmbluseks. Survekeevitus võtab
rohkem aega kui sulakeevitus, kuna
protsess sõltub ühendavate materjalide
füüsikalis-keemilistest omadustest,
pinna seisundist, väliskeskkonnast
ja teistest aktiveerimisvahenditest
(nt hõõrdumine, ultraheli).
Survekeevituse hulka kuulub näiteks
hõõrdkeevitus, otshõõrdkeevitus,
plahvatuskeevitus ja ultrahelikeevitus
SULAKEEVITUSEL liidetakse täiendava
soojusallika abil kahe liidetava detaili
servad sulametalliga või sisseviidud
lisametalli sulamiga ning moodustub
metallide ühine sulametalli maht,
mida nimetatakse keevisvanniks,
mis omakorda jahtub ja moodustub
keevisõmblus.
Sulakeevituse hulka kuuluvad näiteks
käsi kaar keevitus, gaaskeevitus,
laserkeevitus, plasma keevitus.
23
II OSA
Tehniline info
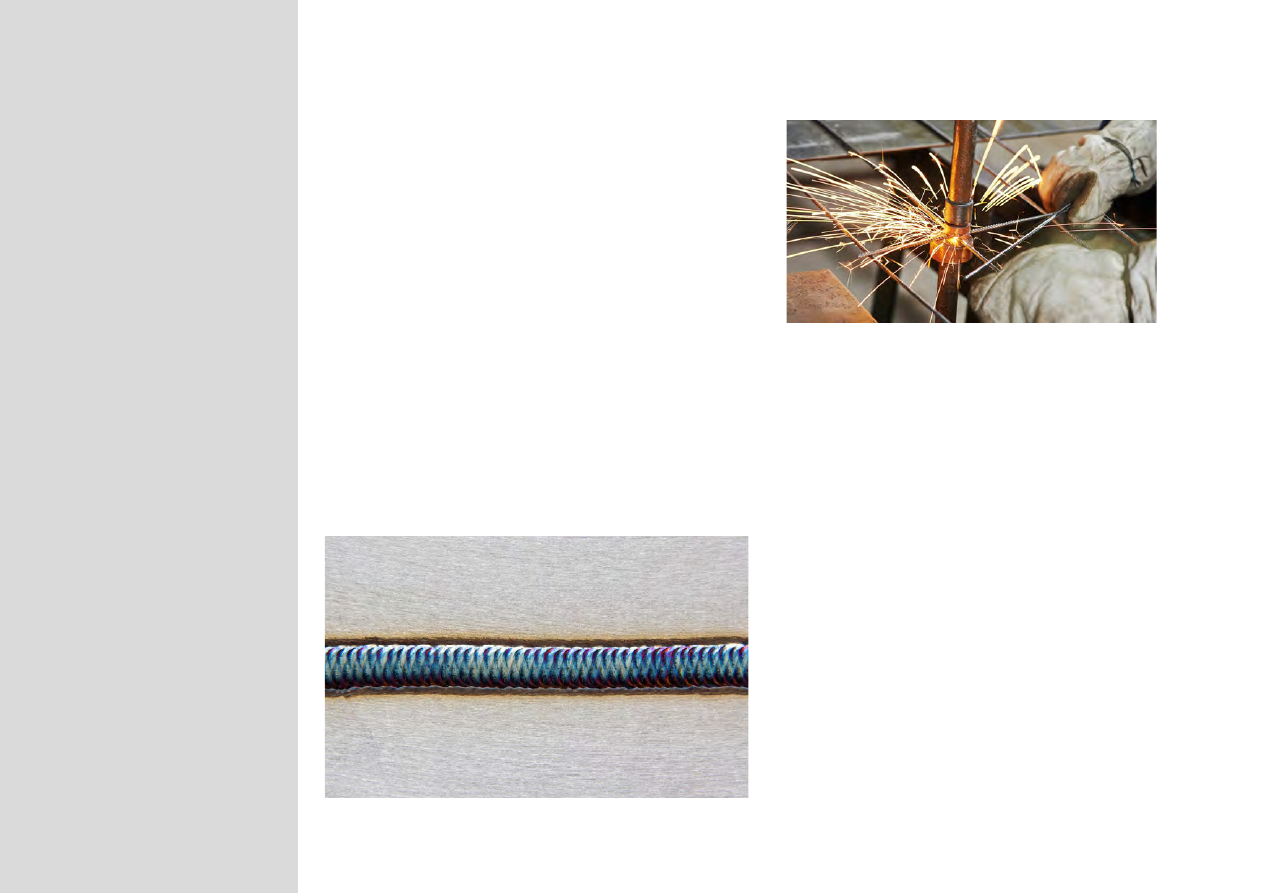
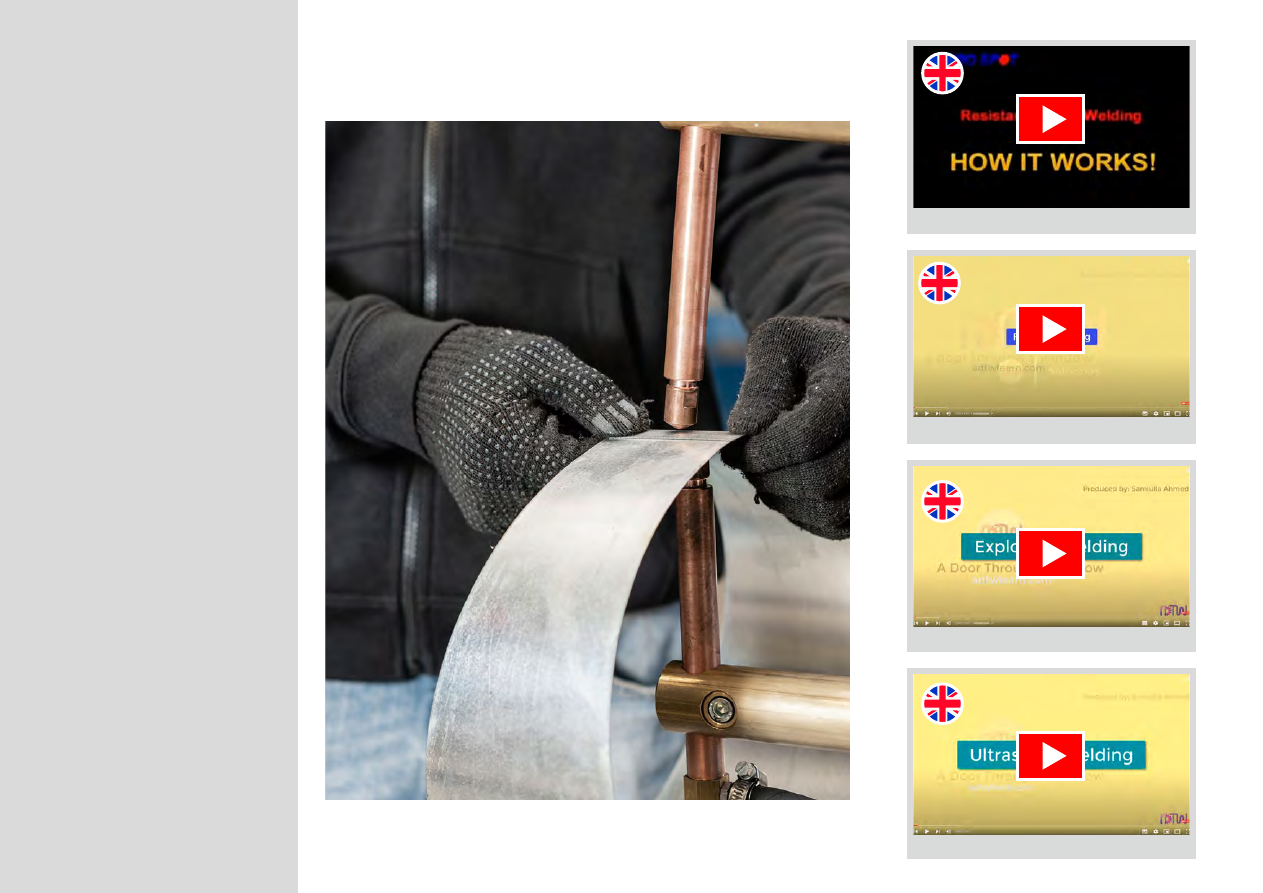
Punktkontaktkeevitus
Hõõrdkeevitus
Plahvatuskeevitus
Ultraheli keevitus
24
II OSA
Tehniline info
Metallide keevitamise põhiviisid ja kasutusalad
Eelised: lai keevitatavate materjalide valik, uni-
versaalsus, seadmete lihtsus, kasutatav erineva-
tes keskkondades, seadmete hea transporditavus,
lihtne keevitusparameetrite seadistamine, hea
keevitusõmbluse kvaliteet, madal müratase ja
ostuhind.
Puudused: väike tootlikkus, käsitöö kasutamine
(ei saa mehhaniseerida), võivad tekkida keevitus-
defektid (nt palju alustus- ja lõpetuskohti), eraldub
palju keevitusgaase.
1. Kattega elektroodiga käsikaarkeevitus
(MMA) ehk elektroodkeevitus
Käsikaarkeevitust kasutatakse kõikide
teraseliikide, malmi, nikli, vasesulamite
keevitamiseks ja piiratult alumiiniumi
remont keevituseks. Käsikaarkeevitus
sobib peaaegu kõigis keevitusasendites
keevitamiseks ning seda saab kasutada
nii sise- kui välitingimustes, samuti vee-
aluseks keevituseks.
Kasutusala: metallkonstruktsioonide valmista-
mine erinevates ruumilistes asendites.
25
II OSA
Tehniline info
3
5
6
7
4
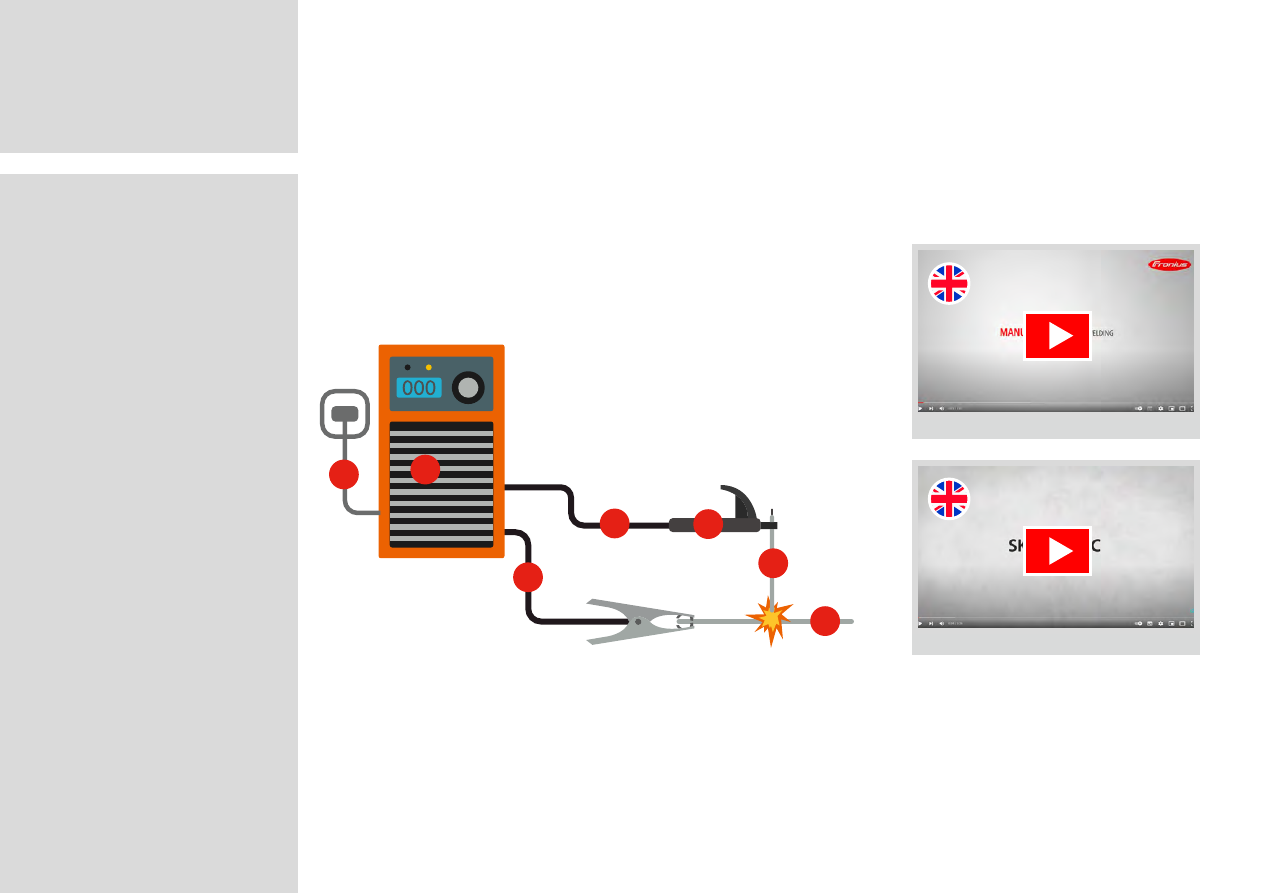
1 Toitekaabel
2 Vooluallikas
3 Keevituskaabel
4 Maanduskaabel
5 Elektroodihoidja
6 Varraselektrood
7 Töödetail
1
2
KÄSIKAARKEEVITUSE TÖÖPÕHIMÕTE
Käsikaarkeevitus 2
Käsikaarkeevitus 1
26
II OSA
Tehniline info
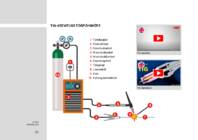
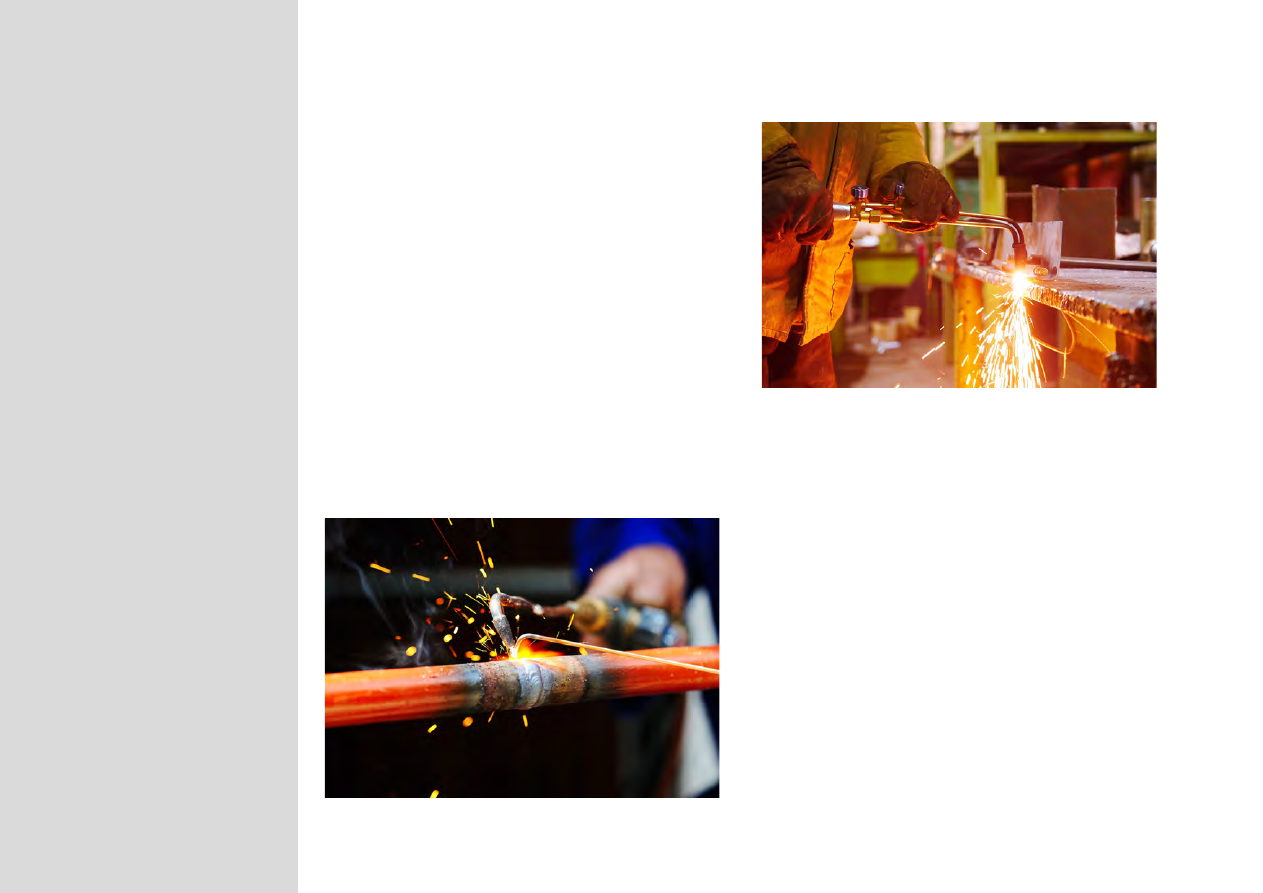
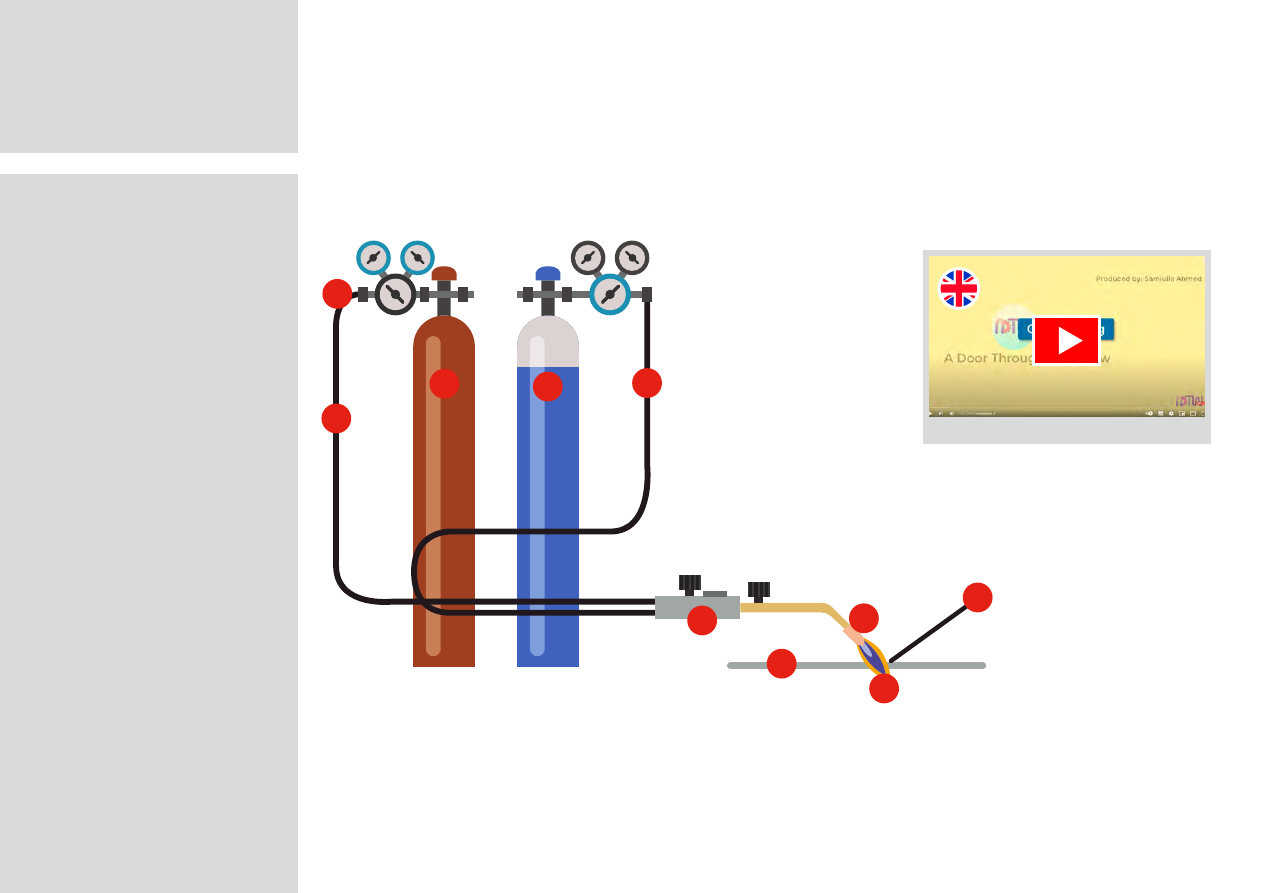
2. Gaaskeevitus
Gaaskeevitus on sulakeevitus, kus soojus-
allikana kasutatakse põlemissoojust, mis
on saadud põlevgaasi põlemisel erilises
keevituspõletis. Gaaskeevituse abil võib
kokku keevitada peaaegu kõiki metalle ja
nende sulameid, mis on kaasaegses töös-
tuses kasutusel. Gaaskeevituse põlevgaa-
side hulka kuuluvad atsetüleen, propaan,
looduslik gaas, vesinik, bensiini ja petroo-
leumi aurud. Gaaskeevitust rakendatakse
kõige enam ehitus-, põllumajandus- ja
remonditöödel.
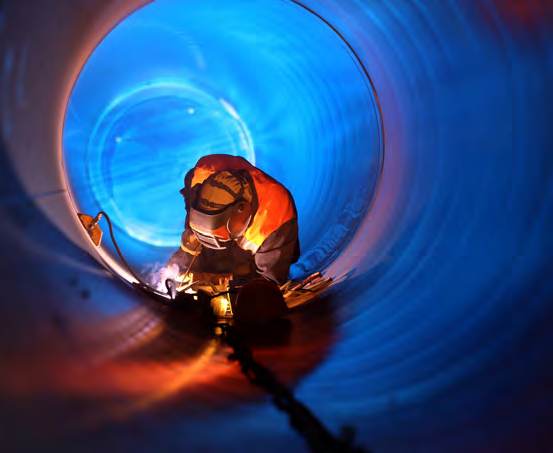
Kasutusala: väikese läbimõõduga torude keevita-
misel, eriti kütte- ja kuumavee süsteemide
mon taažil, vee- ja gaasitorustike ning teiste
torukonstruktsioonide ühendamiseks.
Eelised: sobib peaaegu kõikide laiemalt kasuta-
tavate metallide keevitamiseks, saab keevitada
kitsastes tingimustes, keevitusõmblused on
keevi tajale nähtavad, gaaskeevitusseadmed on
suhteliselt odavad ja kergesti teisaldatavad.
Puudused: madal tootlikkus, madal keevitus-
kiirus, gaaside kõrge hind ja kõrge plahvatus-
ohtlikkus, raskused stabiilse kvaliteedi tagamisel.
27
II OSA
Tehniline info
1 Atsetüleeniballoon
2 Hapnikuballoon
3 Kaitseklapp
4 Hapnikuvoolik
5 Atsetüleenivoolik
6 Keevituspõleti
7 Lisametall
8 Gaasidüüs
9 Keevitatav metall
10 Leek
1
2
3
4
5
7
6
9
8
10
GAASKEEVITUSE TÖÖPÕHIMÕTE
Gaaskeevitus
28
II OSA
Tehniline info
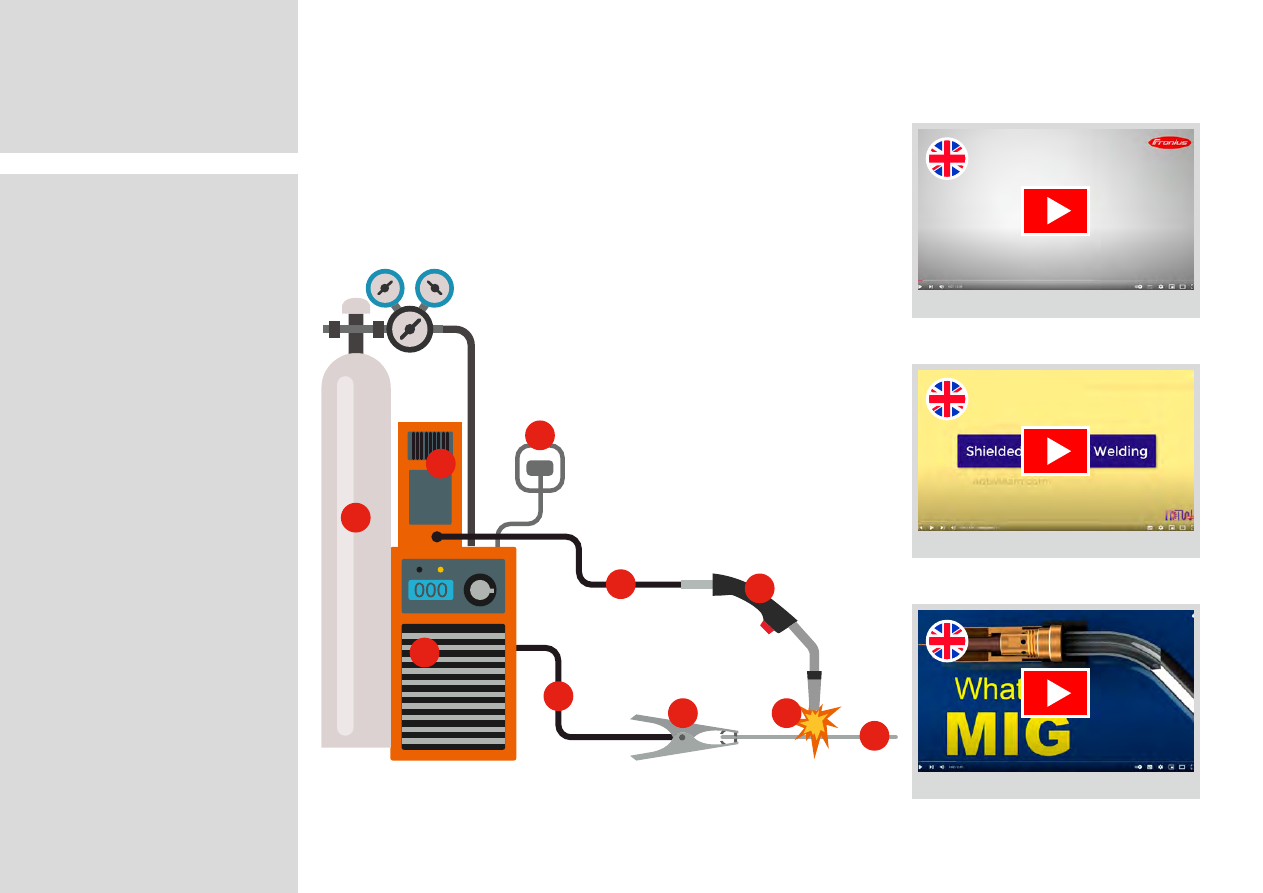
3. Kaitsegaasis kaarkeevitus sulava
elektroodiga (MIG/MAG)
Keevitamisel sulava elektroodiga moo-
dustub keevisõmblus põhimetalli ja lisa-
metalli (elektroodi traadi) sulamisel. Selle
tõttu nimetatakse MIG/MAG-keevitust
ka traadikeevituseks. Seda keevitus liiki
nimetatakse poolautomaatseks, kuna
elekt roodi etteandmine on mehhaniseeri-
tud ja keevitusliikumine toimub keevitaja
käe abil.
Kaarkeevitus kaitsegaasis liigitatakse kasuta
tava kaitsegaasi omaduste järgi kahte gruppi:
MIG ehk kaarkeevitus inertgaasis (nt argoonis
ja heeliumis, kasutatakse alumiiniumi- ja vase-
sulamite keevitamisel);
MAG ehk kaarkeevitus aktiivgaasis (nt süsi-
happe gaasis ja selle segudes teiste gaasidega,
kasutatakse roostevabade teraste keevitamisel).
Kasutusala: sõidukite ehitus ja remont, teraskonst-
ruktsioonid, sillaehitus ja masinaehitus.
Eelised: suurem tootlikkus ja keevituskiirus, või-
malik keevitada kõigis keevitusasendites, parem
keevisõmbluse kvaliteet, lihtsam mehhaniseerida
ja automatiseerida, lihtne kasutus ja lühike kee-
vitaja väljaõpe, sulametalli hea kaitse ümbritseva
õhu eest.
Puudused: vajalik gaasiballoon, mida tuleb perioo-
di liselt täita, keevituse läbiviimine õues on ras-
kendatud, kardab tõmbetuult.
29
II OSA
Tehniline info
MIG/MAG-KEEVITUSE TÖÖPÕHIMÕTE
1 Toitekaabel
2 Vooluallikas
3 Voolikupakett
4 Maanduskaabel
5 Maandusklamber
6 Töödetail
7 Keevitustraat
8 Kaar
9 Keevituspõleti
10 Kaitsegaasiballoon
1
6
9
3
4
5
8
7
10
2
MIG/MAG-keevitus 1
MIG/MAG-keevitus 2
MIG/MAG-keevitus 3
30
II OSA
Tehniline info
4. Keevitus sulamatu elektroodiga
kaitsegaasi keskkonnas (TIGkeevitus)
TIG-keevitus on kaarkeevitus, mis toimub
sulamatu elektroodiga inertgaasi kesk-
konnas. Kaitsegaasidena kasutatakse
argooni ja heeliumit või argooni ja hee-
liumi segu. TIG- keevitusega on võimalik
keevitada kõiki metalle.
Kasutusala: autotööstus, keemiatööstus, remont-
tööd (alumiinium ja magneesium ning nende sula-
mid), metallkonstruktsioonid, toiduainetööstus,
laevaehitus, torujuhtmete ehitus, surve anumate
ja katelde ehitus.
Eelised: sobib kõikide metallide keevitamiseks,
väga hea kvaliteet, ühtlane keevisõmblus, lisa-
metall ei ole tingimata vajalik, automatiseerimise
võimalus, saab kasutada kõikides keevitusasen-
dites, sobib hästi õhukese metalli keevitamiseks.
Puudused: väike tootlikkus ja keevituskiirus,
tuleb jälgida erilisi puhtusnõudeid, ei sobi paksude
materjalide töötlemiseks, protsess nõuab vilumust,
kaitsegaasi kõrge hind.
31
II OSA
Tehniline info
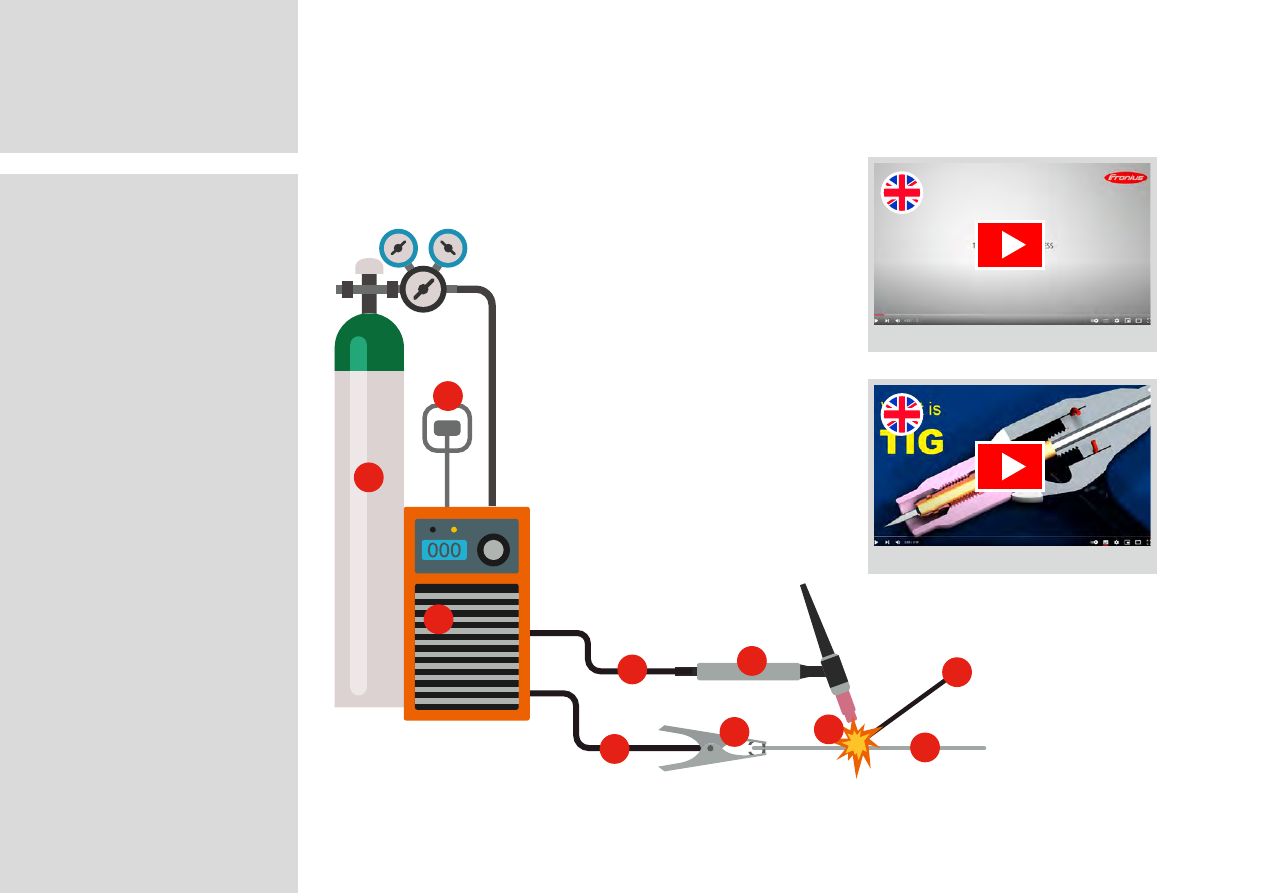
TIG-KEEVITUSE TÖÖPÕHIMÕTE
1 Toitekaabel
2 Vooluallikas
3 Keevituskaabel
4 Maanduskaabel
5 Maandusklamber
6 Keevituspõleti
7 Töödetail
8 Lisametall
9 Kaar
10 Kaitsegaasiballoon
3
4
6
7
8
1
9
2
10
5
9
TIG-keevitus
TIG-keevitus 2
32
II OSA
Tehniline info
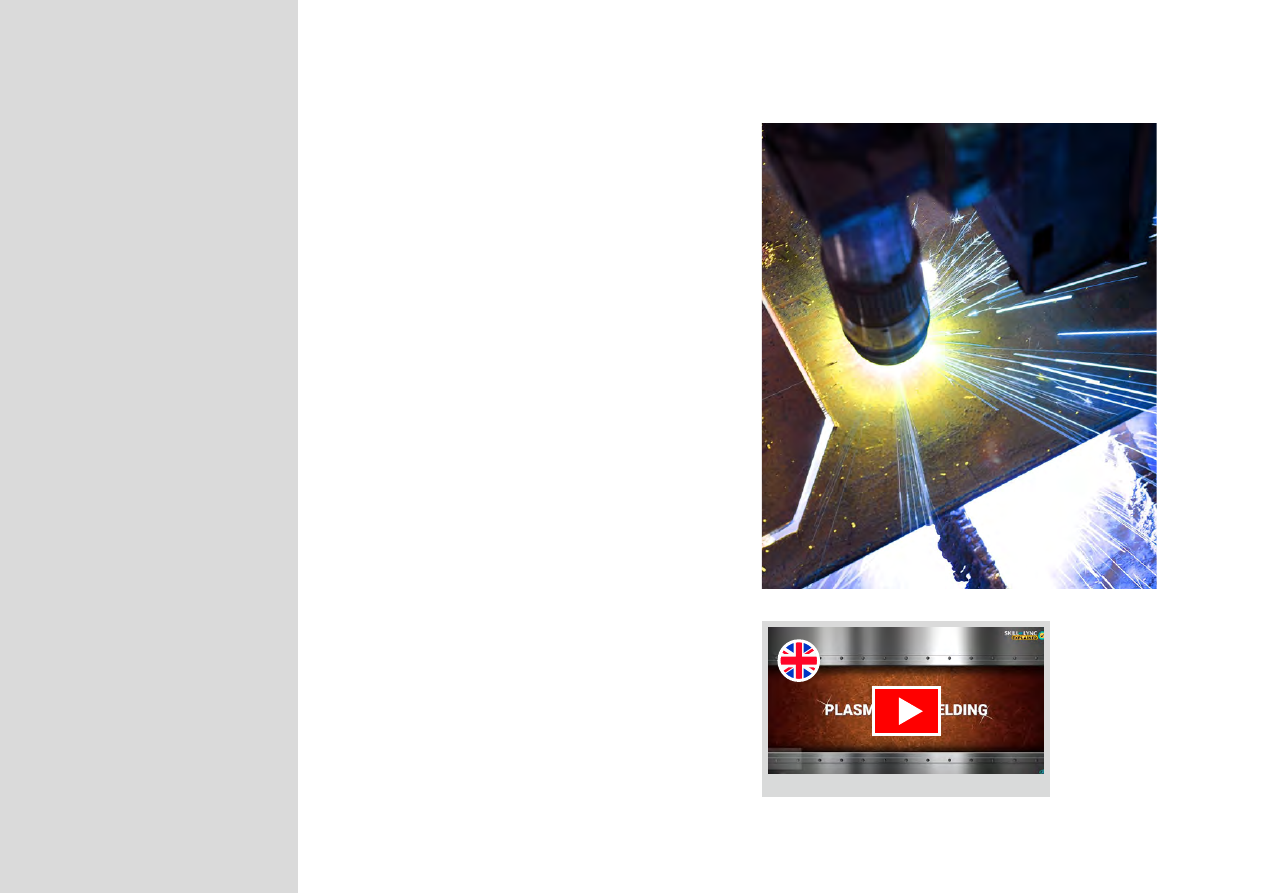
5. Plasmakeevitus
Plasmakeevitus on kaarkeevituse protsess,
kus soojusallikana kasutatakse kokku -
surutud plasma energiat.
Kasutusala: autotööstus, mööblitarvikute valmis-
tamine. Lisaks keevitatakse erinevaid titaani-,
nikli- ja alumiiniumisulameid, nt roostevabast
terasest ja alumiiniumist survemahuteid ja torus-
tikke.
Eelised: suur keevituskiirus, keevituse hea kvali-
teet, automatiseerimise võimalus.
Puudused: seadmete kõrge hind, plasmapõleti
suured gabariidid, mis võib piirata ligipääsu
keevi tuskohale kitsastes tingimustes, plasma-
põleti düüside kulumine.
Plasmakeevitus33
II OSA
Tehniline info
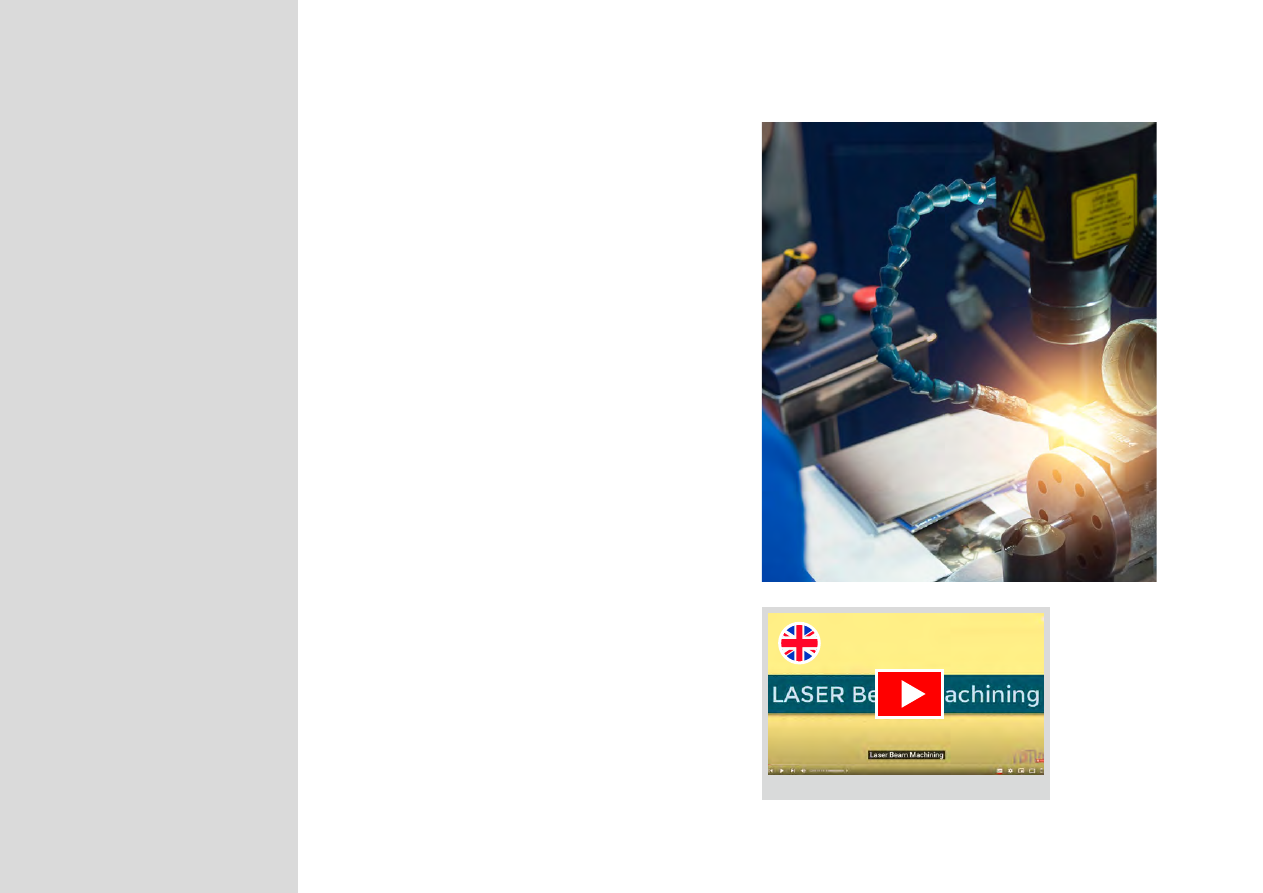
6. Laserkeevitus
Laserkeevitusel kasutatakse metallide
liite kohale suunatud laserkiirt. Valguskiire
allikaks on optiline kvantgeneraator ehk
laser.
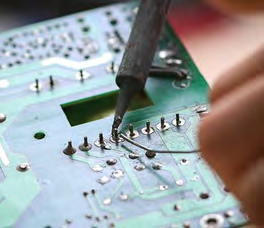
Kasutusala: metallide, plastide ning komposiit-
materjalide liitmiseks näiteks elektroonika-
töös tuses, laevaehituses ja autotööstuses ning
erinevate materjalide lõikamiseks, jootmiseks ja
keevisõmbluste puhastamiseks. Samuti kasuta-
takse laserkeevitust näiteks ehete ja prilli
raamide
parandusel.
Eelised: suur keevituskiirus ja tootlikkus, keevi-
tuse hea kvaliteet, keevisliite head mehaanilised
omadused, automatiseerimise võimalus.
Puudused: seadmete kõrge hind ja suhteliselt
väike kasutegur, täpsete toorikute kasutamise
vajadus.
Laserkeevitus
34
II OSA
Tehniline info
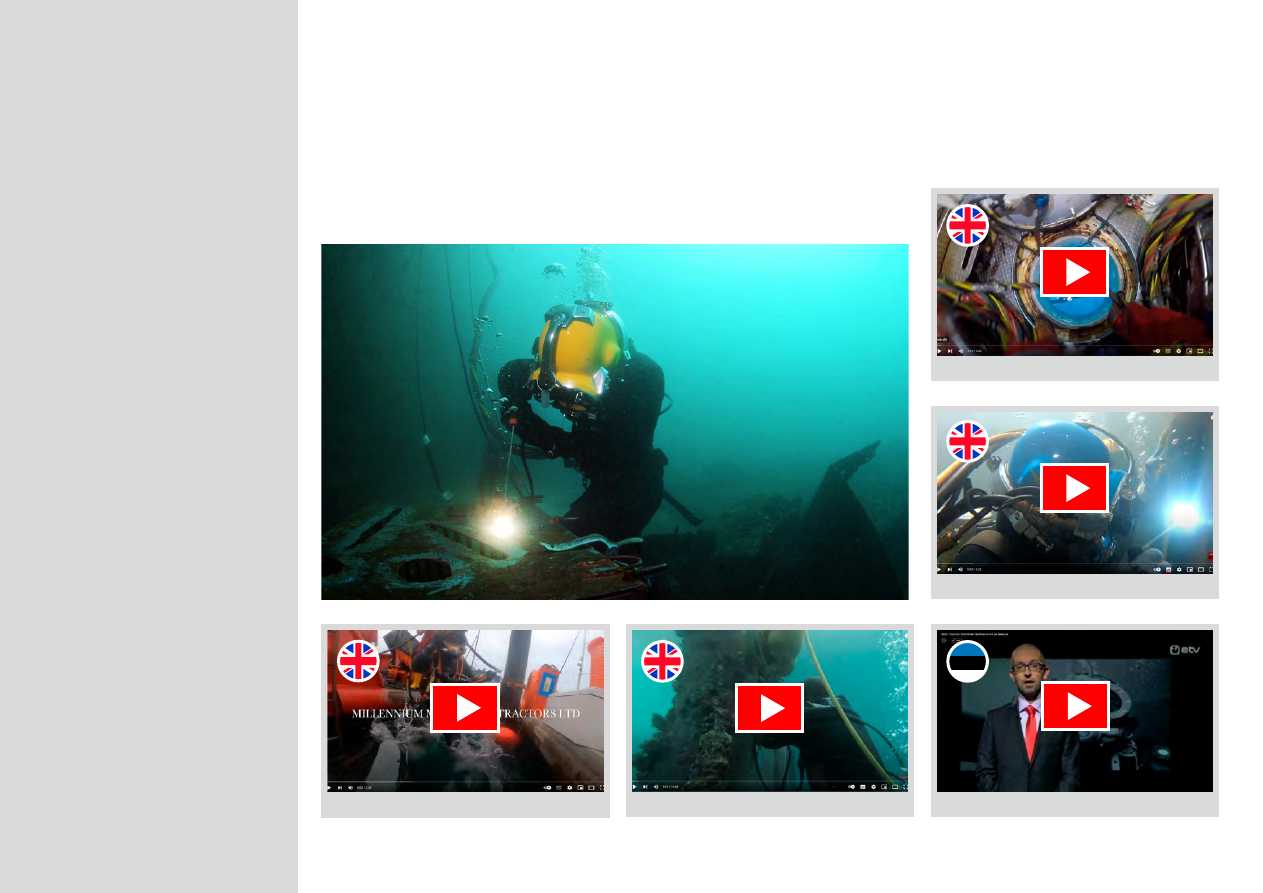
Allveekeevitus
Roostekahjustuse parandamine vee all
Tehniline sukeldumine
Allveekeevituse ohud
Huvitavad näited!
1. Allveekeevitus
Pealtnägija: Eesti tuukrid Norras
35
II OSA
Tehniline info
40 põnevat keevitusprojekti
Unikaalsed metallskulptuurid
Metallijääkidest mootorrattad
2. Keevituskunst
III OSA
Edasiõppimine ja karjääriinfo
37
III OSA
Edasiõppimine ja karjääriinfo
Keevitamist saab Eestis õppida
järgmistes kutsekoolides
nii eesti kui ka vene keeles:
Tallinna Lasnamäe Mehaanikakool
Ida-Virumaa Kutsehariduskeskus
Pärnumaa Kutsehariduskeskus
Viljandimaa Kutsehariduskeskus
Tartu Rakenduslik Kolledž
Rakvere Ametikool
Võrumaa Kutsehariduskeskus
2016. a OSKA tööjõu-uuringust selgus, et Eestis
töötab 4370 keevitajat ja tööjõu vajadus püsib
stabiilselt. Uuringuga on võimalik tutvud
a siin.38
III OSA
Edasiõppimine ja karjääriinfo
Keevitaja kutsetunnistusi annab nii
värske tele kutsekooli lõpetajatele kui ka
töö maailma esindajatele välja kutseandja
Eesti Masinatööstuse Liit.
Keevitustehnoloogiat kasutavad
väga mitmed Eesti ettevõtted:
BLRT Grupp AS
ESTANC AS
Viljandi Metall AS
AQ Lasertool OÜ
Maru Metall AS
Fortaco Estonia OÜ
Baltic Workboats AS
Metalboss OÜ
Võimalik on saada järgmisi
kutsetunnistusi:
1. keevitaja, tase 3.
Osakutsed:
a) käsikaarkeevitaja, tase 3,
b) poolautomaatkeevitaja, tase 3;
2. keevitaja, tase 4.
Osakutsed:
a) käsikaarkeevitaja, tase 4,
b) poolautomaatkeevitaja, tase 4,
c) TIG-keevitaja, tase 4;
3. keevitaja, tase 5.
Tulevikus suureneb keevitusrobotite kasutus,
kuna see võimaldab vältida inimlikke apse
ja tagab stabiilse kvaliteedi ning robotid
saavad töötada ööpäevaringselt seitse
päeva nädalas.
39
III OSA
Edasiõppimine ja karjääriinfo
Ida-Virumaa Kutseharidus-
keskuse eestvedamisel
korraldatakse rahvusvahelist
keevitusvõistlust
„Viru Welder“, mis on
populaarne nii Eestis kui
naaberriikides.
Head näited!
Paljud masina- ja metallitööstusega seotud ettevõtted töötavad pro-
jektipõhiselt, mis tähendab, et kui võidetakse suuremaid hankeid,
siis vajatakse kiirelt palju tööjõudu, kes saab koheselt appi tulla.
Seetõttu on paljud keevitajad valmis tegema tööd renditööjõuna,
et pakkuda ettevõtetele paindlikke lahendusi. Head keevitajad on
väga hinnas. Eriti kõrget palka makstakse allveekeevitajatele.
Rakvere Ametikooli keevituseriala
koolisisesed kutsevõistlused
Pärnumaa Kutsehariduskeskuse keevitus-
ja metallitööde klasside tutvustus
Viru Welder keevitajate kutsevõistlused
Ida-Virumaa Kutsehariduskeskuse
keevitaja ametit tutvustav video
Testiküsimused
41
Testiküsimused
Leia õiged vastused ja lisa teksti
1. Keevitust liigitatakse kahte põhirühma:
………….…………. ja ………….………….
2. ………….…………. on mittelahtikäivad liited, mis
on teostatud keevituse teel.
3. Keevisliidet kasutatakse näiteks
………….…………., ………….…………. ja ………….…………..
4. Keevitaja põhitööks on ………….………….,
………….…………., ………….…………. ning ………….………….
5. Keevitustöödega tegelevate inimeste töö
on seotud pideva riskiga, mis on tingitud
näiteks ………….…………., ………….…………. ja
………….…………... Nad kannavad spetsiaalseid
tööriideid, kindaid, käekaitsmeid,
jalanõusid, pea- ja käsikaitsemaske
ning kaitseprille ja -kapuutse, mis on
valmistatud tulekindlast materjalist.
6. Tehnoloogia arenedes luuakse pidevalt
uusi võimalusi ka kvaliteetsemateks
keevitustöödeks, näiteks kasutakse
spetsiaalse robotiga tehtud
automaatkeevitust ehk ………….…………........
7. ………….…………. liidetakse täiendava
soojusallika abil kahe liidetava detaili
servad sulametalliga või sisseviidud
lisametalli sulamiga ning moodustub
metallide ühine sulametalli maht, mida
nimetatakse ………….…………., mis omakorda
jahtub ja moodustub ………….………….
42
Testiküsimused
Valikvastused (mitu valitavat vastust)
8. Millised keevituse liigid kuuluvad
sulakeevituse hulka?
Vali üks või mitu vastust:
A. MIG/MAG-keevitus
B. plahvatuskeevitus
C. plasmakeevitus
D. gaaskeevitus
9. Millised keevituse liigid kuuluvad
survekeevituse hulka?
Vali üks või mitu vastust:
A. hõõrdkeevitus
B. laserkeevitus
C. punktkontaktkeevitus
D. gaaskeevitus
10. Millised on keevituse eelised võrreldes
teiste liitmismeetoditega (nt jootmine,
neetimine, poltliitega ühendamine)?
Vali üks või mitu vastust:
A. kiirus ja odavus
B. paljude keevitusprotsesside kvaliteet
sõltub keevitaja kutseoskustest
C. keskkonda eraldub mürgiseid ühendeid
D. võib kasutada erinevates keskkondades,
nt õhus, vaakumis, vee all
11. Millised on keevituse puudused võrreldes
teiste liitmismeetoditega (nt jootmine,
neetimine, poltliitega ühendamine)?
Vali üks või mitu vastust:
A. võimalus protsesse automatiseerida,
nt kasutada keevitusroboteid
B. energiamahukas
C. kõrge tootlikkus
D. võivad tekkida keevitusdefektid
43
Testiküsimused
12. Millistel töödel kasutatakse kattega
elektroodiga käsikaarkeevitust ehk
elektroodkeevitust?
Vali üks või mitu vastust:
A. ehete ja prilliraamide parandusel
B. metallkonstruktsioonide valmistamisel
erinevates ruumilistes asendites
C. väikese läbimõõduga torude
keevitamisel
D. kõikide teraseliikide, malmi, nikli,
vasesulamite keevitamisel ja piiratult
alumiiniumi remontkeevitusel
13. Millised on gaaskeevituse eelised
võrreldes teiste keevitus liikidega?
Vali üks või mitu vastust:
A. sobib peaaegu kõikide laiemalt
kasutatavate metallide keevitamiseks
B. keevitusõmblused on keevitajale
nähtavad
C. gaaskeevitusseadmed on suhteliselt
odavad ja kergesti teisaldatavad
D. gaasidel on kõrge hind ja kõrge
plahvatusohtlikkus
14. Millised on laserkeevituse puudused
võrreldes teiste keevitusliikidega?
Vali üks või mitu vastust:
A. seadmete kõrge hind
B. keevisliite head mehaanilised
omadused
C. automatiseerimise võimalus
D. täpsete toorikute kasutamise vajadus
15. Milliseid kaitsegaase kasutatakse TIG-
keevitusel? Vali üks või mitu vastust:
A. argooni ja heeliumit
B. propaani ja heeliumi segu
C. argooni ja heeliumi segu
D. süsihappegaasi ja selle segusid teiste
gaasidega
E.
16. Milline keevituse tüüp ei vaja tingimata
lisamaterjali? Vali üks või mitu vastust:
A. kattega elektroodiga käsikaarkeevitus
(MMA) ehk elektroodkeevitus
B. gaaskeevitus
C. kaitsegaasis kaarkeevitus sulava
elektroodiga (MIG/MAG)
D. TIG-keevitus
44
Testiküsimused
Lühivastus (leia õige vastus)
17. Milline keevituse protsess ei nõua
keerukaid seadmeid ja elektrienergiat ning
mille abil saab kokku keevitada peaaegu
kõiki metalle ja nende sulameid, mis on
kaasaegses tööstuses kasutusel?
18. Kuidas nimetatakse kaarkeevitust
inertgaasis (nt argoonis ja heeliumis;
kasutatakse alumiiniumi- ja vasesulamite
keevitamisel)?
19. Kuidas nimetatakse kaarkeevitust
aktiivgaasis (nt süsihappegaasis ja selle
segudes teiste gaasidega; kasutatakse
roostevabade teraste keevitamisel)?
20. Kuidas nimetatakse kaarkeevitust, mis
toimub sulamatu elektroodiga inertgaasi
keskkonnas ja kus kaitsegaasina
kasutatakse argooni ja heeliumit või
argooni ja heeliumi segu?
21. Kuidas nimetatakse kaarkeevitust, kus
soojusallikana kasutatakse kokkusurutud
plasma energiat?
22. Millist keevituse liiki nimetatakse ka
traadikeevituseks?
45
Testiküsimused
Õiged vastused
1. sulakeevitus ja survekeevitus
2. keevisliited
3. masinaehituses, metall-
konstruktsioonide tootmisel,
remondi- ja taastamistöödel
4. keevitustööde ettevalmistus,
vastavalt joonisele
konstruktsiooni koostamine,
keevisliidete teostamine,
järeltöötlus ja tulemuste kontroll
5. ereda leegiga põlevast
kaarleegist, eralduvast
mürgisest suitsust ja kuumade
materjalide käsitlemisest
6. robotkeevitust
7. sulakeevitusel, keevis vanniks,
keevisõmbluse
8. A, C, D
9. A, C
10. A, D
11. B, D
12. B
13. A, B, C
14. A, D
15. A, C
16. D
17. gaaskeevitus
18. MIG-keevitus
19. MAG-keevitus
20. TIG-keevitus
21. plasmakeevitus
22. kaitsegaasis kaar keevitus
sulava elektroodiga
(MIG/MAG)
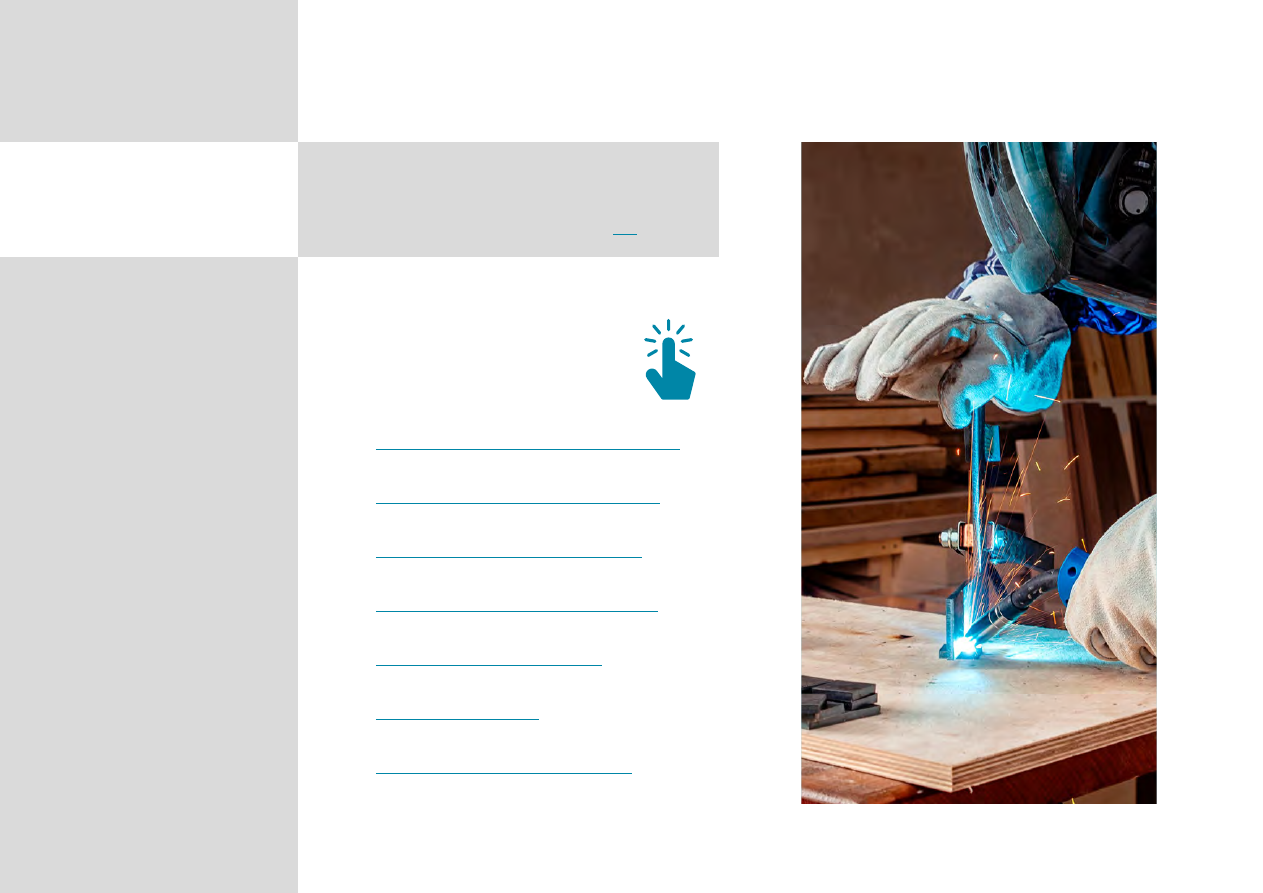
Praktilised ülesanded
Keevitusmasina tutvustus ja
praktilised keevitusülesanded
47
Praktilised ülesanded
1. Projekt
„Keevita oma nimi“
Tööülesanded:
1. Tutvu keevituse ohutusnõuetega.
2. Joonista plekitükile ette kujutis, mida soovid keevitada.
3. Seadista keevitusseade.
4. Keevita soovitud kujutis plekitükile.
5. Vajadusel puhasta/viimistle keevisõmblused.
Töövahendid:
‡
keevitusseade,
‡
haamer,
‡
väike lauagiljotiin,
‡
Dremel lihvija.
Materjalid:
‡
plekitükk (toorik).
48
Praktilised ülesanded
2. Projekt
„Vilepill“
Tööülesanded:
1. Tutvu keevituse ohutusnõuetega.
2. Märgi ja lõika torust AISI 304 vajalik toorik.
3. Puhasta lõikekraadid ja lõika/viili joonisel näidatud soon.
4. Valmista ette huulikuosa.
5. Seadista keevitusseade.
6. Keevita huulik.
7. Puhasta/viimistle keevisõmblused.
8. Vajadusel poleeri toode.
Töövahendid:
‡
keevitusseade,
‡
haamer,
‡
metallilintsaag,
‡
viil,
‡
Dremel lihvija.
Materjalid:
‡
ümartoru 20 x 2 mm,
pikkusega 30 mm;
‡
ümarmaterjal
diameetriga 15 mm,
pikkusega 10 mm.
49
Praktilised ülesanded
3. Projekt
„Riidepuu diameetriga 6 mm“
Tööülesanded:
1. Tutvu keevituse ohutusnõuetega.
2. Märgi ja kasuta šablooni ning painuta soovitud kuju.
3. Seadista keevitusseade.
4. Keevita vajalikud keevitused.
5. Puhasta/viimistle keevisõmblused.
6. Vajadusel poleeri toode.
Töövahendid:
‡
keevitusseade,
‡
haamer,
‡
painutusseade,
‡
painutusrakis,
‡
Dremel lihvija,
‡
metallilintsaag,
‡
viil.
Materjalid:
‡
ümartoru
diameetriga 6 mm,
pikkusega 1000 mm.
50
Praktilised ülesanded
4. Projekt
„Valgustäht“
Töövahendid:
‡
keevitusseade,
‡
metalligiljotiin,
‡
plekipainutaja,
‡
puurpink või akutrell,
‡
haamer,
‡
kinnitusklambrid,
‡
painutusrakis,
‡
Dremel lihvija,
‡
plekikäärid,
‡
viil,
‡
näpitstangid,
‡
kruvikeeraja.
Materjalid:
‡
alumiiniumriba
1 x 100 x 500 mm;
‡
pleksiklaasist detail
s 3 mm;
‡
LED-riba;
‡
plekikruvid.
Tööülesanded:
1. Tutvu keevituse ohutusnõuetega.
2. Märgi ja kasuta šablooni ning painuta soovitud kuju.
3. Seadista keevitusseade.
4. Keevita vajalikud keevitused.
5. Keevita oma tähekujutisele klambrid pleksiklaasi
kinnitamiseks.
6. Puhasta/viimistle keevisõmblused.
7. Vajadusel poleeri toode.
8. Paigalda oma tootele LED-valgustus.
9. Paigalda oma tootele pleksiklaasist kate.
51
Praktilised ülesanded
5. Projekt
„Taaskasutusskulptuurid“
Tööülesanded:
1. Tutvu keevituse ohutusnõuetega.
2. Komplekteeri omale meelepärane kujutis.
3. Vajadusel painuta ja modifitseeri komponente.
4. Seadista keevitusseade.
5. Keevita vajalikud keevitused.
6. Puhasta/viimistle keevisõmblused.
7. Soovi korral värvi oma toode.
Töövahendid:
‡
keevitusseade,
‡
metalligiljotiin,
‡
plekipainutaja,
‡
puurpink või akutrell,
‡
haamer,
‡
kinnitusklambrid,
‡
painutusrakis,
‡
Dremel lihvija,
‡
plekikäärid,
‡
viil,
‡
näpitstangid,
‡
kruvikeeraja,
‡
traadipainutaja,
‡
aerosoolvärv.
Materjalid:
‡
detailide valik.
52
Praktilised ülesanded
6. Projekt
„Lumehelbekese skulptuurid“
Töövahendid:
‡
keevitusseade,
‡
metalligiljotiin,
‡
haamer,
‡
kinnitusklambrid,
‡
painutusrakis,
‡
Dremel lihvija,
‡
lõiketangid,
‡
viil,
‡
näpitstangid,
‡
lintsaag,
‡
traadipainutaja,
‡
aerosoolvärv.
Materjalid:
‡
ümarmaterjal
diameetriga 6 mm,
pikkusega 1000 mm.
Tööülesanded:
1. Tutvu keevituse ohutusnõuetega.
2. Tükelda 6 mm diameetriga ümarmaterjalist vajalikud
detailid ja koosta oma kujutis.
3. Vajadusel painuta ja modifitseeri komponente.
4. Seadista keevitusseade.
5. Keevita vajalikud keevitused.
6. Puhasta/viimistle keevisõmblused.
7. Soovi korral värvi oma toode.
53
Praktilised ülesanded
7. Projekt
„Spinner“
Töövahendid:
‡
keevitusseade,
‡
haamer,
‡
metallilintsaag,
‡
viil,
‡
Dremel lihvija.
Materjalid:
‡
kuullaager diameetriga
25 mm;
‡
kolm toorikut
diameetriga 20 mm,
pikkusega 8 mm.
Tööülesanded:
1. Tutvu keevituse ohutusnõuetega.
2. Märgi ümarmaterjalile (diameetriga 20 mm,
pikkusega 8 mm) kolm detaili ja lõika toorikud.
3. Puhasta lõikekraadid.
4. Seadista keevitusseade.
5. Kaitse kuullaager keevispritsmete eest.
6. Keevita saetud toorikud kuullaagrile nii, et toorikute
vahe jääb 120°.
7. Puhasta/viimistle keevisõmblused.
8. Vajadusel poleeri toode.
Allikad
Kasutatud allikad
ƒ
Gibson, S., (1994). Practical Welding. The Macmillan Press Ldt.
ƒ
Gibson, S., Smith, A. (1993). Basic Welding. The Macmillan Press Ldt.
ƒ
Fronius International GmbH. (2020). Keevituskursus. Tõlge eesti keelde: Spetselektroodi AS
ƒ
Karaganova, T. (2010). Keevitus – sütitav idee. Tallinn: TEA Kirjastus.
ƒ
Karaganova, T. (2008). Keevitus. Lisaõppematerjal venekeelsele kutsekoolile. Tallinn: OÜ Miksike.
ƒ
Kulu, P., Kübarsepp, J.,Laansoo, A., Veinthal, R. (2015). Materjalitehnika: õpik kõrgkoolidele. II,
Konstruktsioonimaterjalide tehnoloogia. Tallinn: TTÜ kirjastus.
ƒ
Laansoo, A. (2014). Keevitamine. MIG/MAG keevitus. Tallinn: Kirjastus Argo.
ƒ
Laansoo, A., Pihl, T. (2014). Keevitustööd. Õppematerjal kutsekoolidele. Tallinn: AS Atlex
ƒ
Rihvk, E., Soobik, M. (2007). Metallitööd. Tallinn: Kirjastus Koolibri.
ƒ
Ida-Virumaa Kutsehariduskeskuse kodulehekülg. Erialad. Keevitus- ja metallitööd, tase 4. Vaadatud 08.2021
https://kutsehariduskeskus.ee/et/erialad/keevitaja%2C-kutsekeskharidusope-2
ƒ
Johanson, A. (2008). Elekterkeevitus. Vaadatud 08.2021
https://etselts.ee/wp-content/uploads/2016/08/Elekterkeevitus.pdf
ƒ
Keevitajad. Vaadatud 08.202
1 http://www.kool.ee/?8168
ƒ
Rakvere Ametikooli kodulehekülg. Sisseastumine. Keevitaja (1a)
. https://rak.ee/et/erialad/keevitaja-%281a%29
ƒ
Raud, M., Sarevet, P.N., Luts, T. (2014). Autoplekksepa õpik ametikoolidele. Tallinn
https://www.upload.ee/files/7917515/Autoplekksepa_6pik_ametikoolidele_veebi.pdf.html
ƒ
Roots, R. Keevisliited ja keevitusasendid. Üldiselt keevitamisest. Vaadatud 08.2021
https://eprints.tktk.ee/id/eprint/180/2/Keevisliited%20ja%20keevitusasendid/uumlldiselt-keevitamisest.html
ƒ
Roots, R., Vainola V. MIG/MAG keevitus. Vaadatud 08.2021
https://eprints.tktk.ee/id/eprint/176/2/17939695964fdf213359f44/mig-mag-keevitusprotsessi-kirjeldus.htmlAllikad
ƒ
Roots, R., Vainola V. TIG keevitus. Vaadatud 08.2021
https://eprints.tktk.ee/id/eprint/253/2/TIG/index.html
ƒ
Tallinna Tehnikakõrgkooli õpiobjekti veebileht. MMA keevitus. Vaadatud 08.2021
https://eprints.tktk.ee/id/eprint/64/2/MMA_keevitus_f_re3/MMAkeevitus/index.html
ƒ
Viljandi Kutseõppekeskuse kodulehekülg. Erialad. Keevitaja. Vaadatud 08.2021
https://www.vikk.ee/et/erialad/keevitaja
ƒ
Kasutatud fotod: Depositphotos; Wikimedia; Pixabay; Unsplash; Instagram @barbiethewelder ja @dickwally
(keevituskunst); YouTube: rather B welding; Instructables.com; Pinterest: Welding and Wood; volume.ee (praktilised
ülesanded).
Document Outline
- I osa
- II osa
- III osa
- Edasiõppimine ja karjääriinfo
- Testiküsimused
- Praktilised ülesanded
- Kasutatud allikad







































































































































































Kõik kommentaarid