traadi massist). Keevitusprotsessi kasutatakse kõikide keevitatavate metalsete materjalide puhul: mittelegeer-, madallegeer- ja kõrglegeerterased, alumiiniumi-, vase- ja niklisulamid. Sõltuvalt keevitatavast mater- jalist valitakse kaitsegaasi liik. Keevitada saab väga erineva paksusega lehtmaterjali. Minimaalseks loetakse umbes 0,6mm paksust terast, ülemine piir praktiliselt puudub. Paksema terasplaadi keevitamiseks sobib kõige paremini keevitamine täidistraadiga. Materjali paksuse nii suur erinevus on võimalik tänu keevitus parameetrite ja keevituskaare tüüpide laiale reguleerimisvahemikule. Seda keevitusviisi saab kasu- tada kõigis ruumilistes asendites ja reeglina sisetingimustes. Välitingimustes ja ehitusplatsidel võib tõmbetuul rikkuda keevituskaare gaasikaitset. 9 Kontrollküsimused 1
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus KEEVITAMINE Töö nr: Ees- ja perekonnanimi: Rühm: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F. Sergejev 2.04.13 Töö eesmärk: Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks. Lähtudes detailist, keevitusviisist ja keevitus parameetritest valib töö teostaja kõige
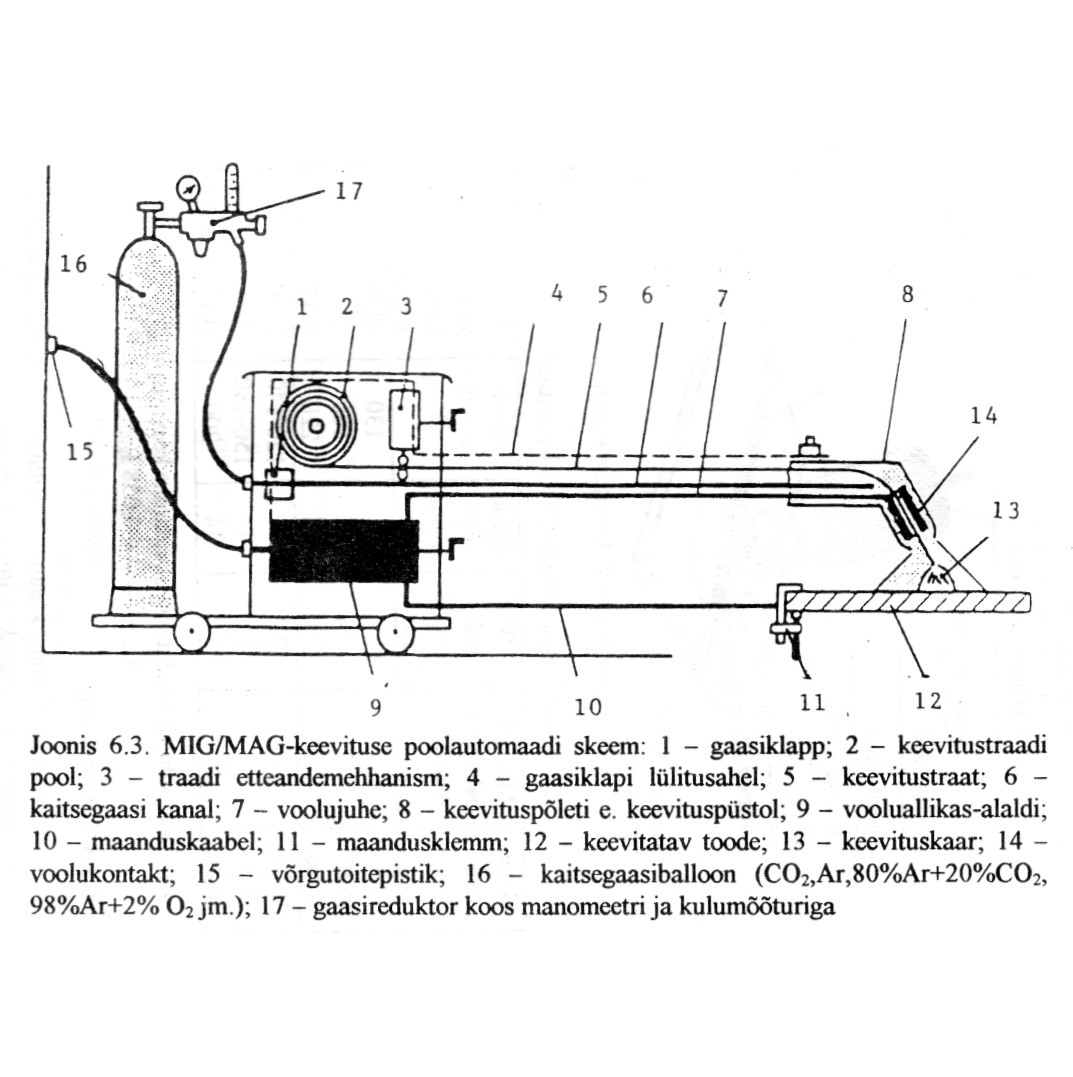
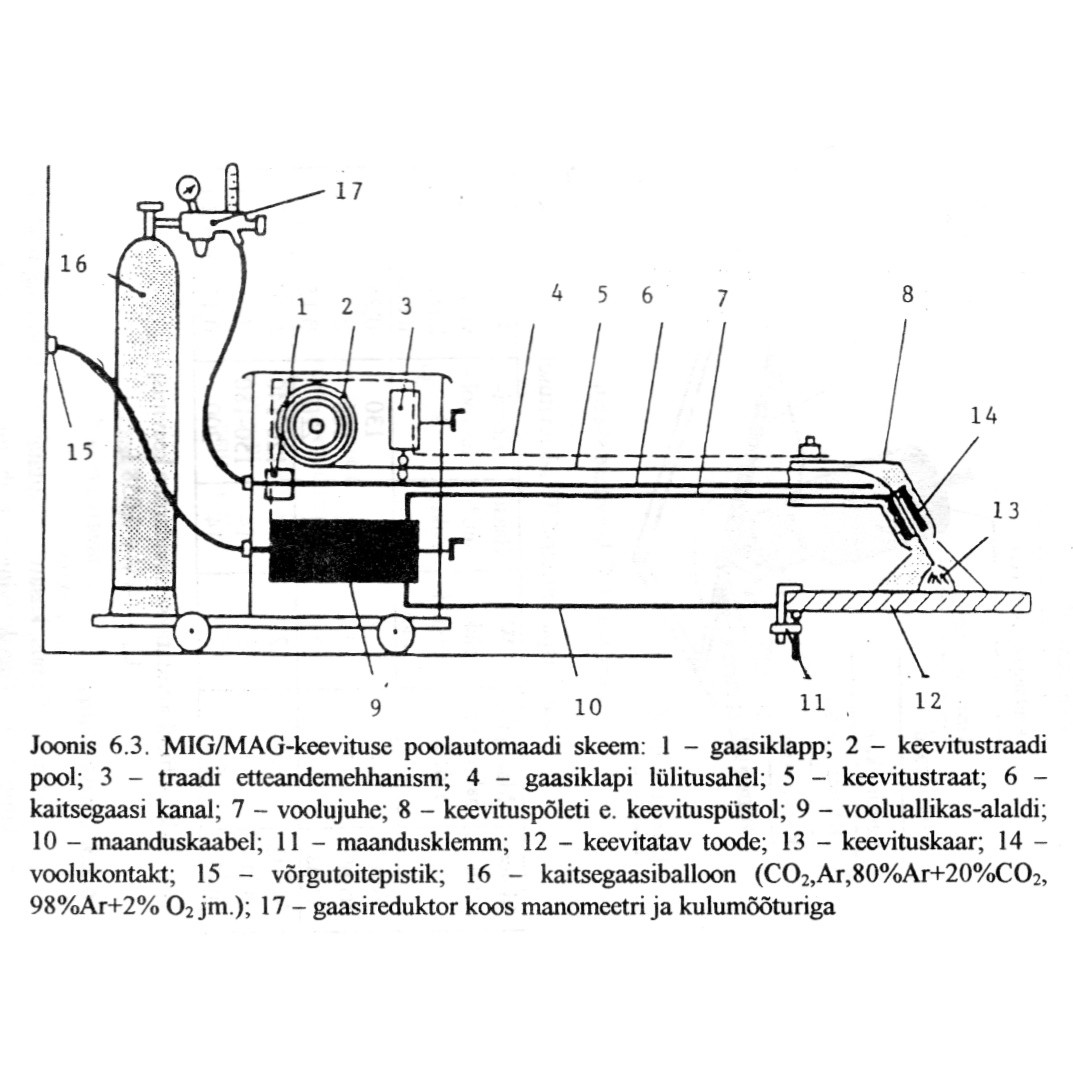
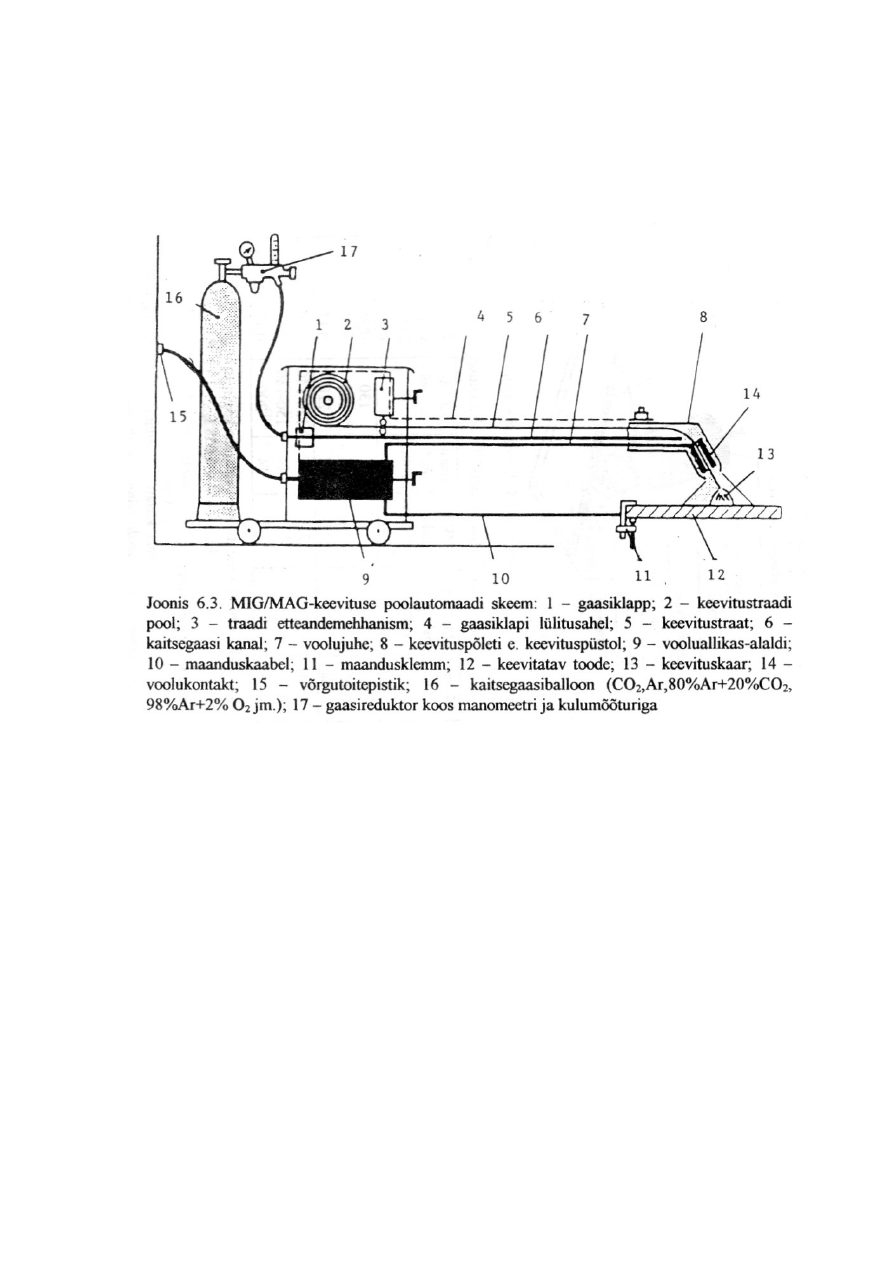
Kaitsevahendid 5 Keevisliidete tüübid 6 Käsikaarkeevitus MMA 7 Käsikaarkeevituse tehnika 9 Keevitusvoolu ja elektroodi läbimõõdu valik 9 Kaare süütamine 10 Elektroodi asend ja liikumine 10 Käsikaarkeevituse seadmed 12 Kaitsegaasis keevitamine 13 Keevitamine sulamatu elektroodiga e. TIG keevitus 13 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 14 MIG/MAG keevituse tehnika 16 MIG/MAG keevituse seadmed 18 Elektroodid 19 Varraselektroodid 19 Keevitustraat 21 Abivahendid 21
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus Töö nr: 2 KEEVITAMINE Ees- ja Rühm: perekonnanimi: Üliõpilaskood: xxxxx4 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F.Sergejev 05.04.2013 03.06.2013 Töö eesmärk: Töö eesmärgiks on koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades kahest väljapakutud keevitusviisist ühte. Keevitusviis tuleb valida lähtudes keevitatavast materjalist ja tema paksusest, toote kujust, tootmisprogrammist jt. teguritest.
Kaitsevahendid 4 Keevisliidete tüübid 5 Käsikaarkeevitus MMA 6 Käsikaarkeevituse tehnoloogia 7 Keevitusvoolu ja elektroodi läbimõõdu valik 8 Kaare süütamine 8 Elektroodi asend ja liikumine 9 Käsikaarkeevituse seadmed 10 Kaitsegaasis keevitamine 11 Keevitamine sulamatu elektroodiga e. TIG keevitus 11 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 12 MIG/MAG keevituse tehnoloogia 13 MIG/MAG keevituse seadmed 15 Kontakt e. punktkeevitus 16 Plasmakeevitus 17 2 Elektrikeevitus
.......7 6. Keevitusvoolu ja elektroodi läbimõõdu valik............................................................8 7. Kaare süütamine.........................................................................................................8 8. Elektroodi asend ja liikumine.....................................................................................9 9. Käsikaarkeevituse seadmed......................................................................................10 10. Kaitsegaasis keevitamine........................................................................................11 11. Keevitamine sulamatu elektroodiga e. TIG keevitus (Tungsten Inert Gas)............11 12. Keevitamine sulava elektroodiga e. MIG/MAG keevitus......................................12 13. MIG/MAG keevituse tehnoloogia..........................................................................13 ...................................................................................................................
OLUSTVERE TEENINDUS- JA MAAMAJANDUSKOOL Põllumajandus eriala PM I B Otmar Liiver KEEVITAMINE Materjaliõpetuse referaat Olustvere 2013 Sisukord Keevitamine................................................................................................................................3 Sissejuhatus elektrikaarkeevitusse.....................................................................
võngutata. 3-8 mm paksuste detailide põkkõmbluste keevitamisel liigutatakse keevituspõletit õmblusesuunaliselt edasi – tagasi. Põleti õmblusesuunaline edasiliikumine annab keevitatavate servade korraliku läbisulatuse ning keevituspõleti tagasitoomisega kujundatakse õmbluse kuju. Laiema keevisõmbluse saamiseks võngutatakse põletit ristisuunaliselt õmblusega. Lisaks sellele mõjutavad keevitusõmbluse suurust ja kuju ka keevituspõleti kaldenurk ja liikumissuund. Keevitamine “endast eemale” annab mõõduka läbisulatusega madala ja laia õmbluse. Keevitamine “enda poole” annab sügava läbisulatusega kõrge ja kitsa õmbluse. Neutraalkeevitust kus keevituspõleti ots on risti keevitatava pinnaga kasutatakse vähem. 9 Kaitsevahendid Elektrikeevitusega töötamisel tuleb kasutada sobivat kaitseriietust ning






















Kõik kommentaarid