80% tootmiskeevitus, 205 remondikeevitus Keevitustehnoloogia hõlmab: a) keevitustoodete projekteerimist, tugevusarvutusi, kvaliteedi tasemete määramist b) keevitusprotsesse, seadmeid, mehhaniseerimist c) keevitusmetallurgiat, põhi- ja lisamaterjalide sobivust, keevitatatavust d) kvaliteedi tagamist, järelevalvet, kontrolli, personali pädevust jm. e) töökeskkonda, eralduvaid gaase, kiirgust, müra, ergonoomikat jm. Keevituse sooritustehnika ehk keevitustehnika keevitaja konkreetnekäeline tegevus keevisõmbluse keevitamisel Keevitusprotsess konkreetne keevitusviis, mida eristatakse kasutatava energialiigi järgi Põhimetall ehk põhimaterjal keevitatav metall või materjal Keevitusvann ehk keevisvann keevitamise ajal sulas olekus olev põhi- ja lisametall, millest tardumisel moodustub õmblus Servavahemik keevitamiseks ette valmistatud detailide vaheline ruum. 3-mõõtmeline ruum(materjali paksus, -pikkus ja pilu vahe)
Keevisõmbluse geomeetria järgi eristatakse: - punktkontaktkeevitust (RSW), - joonkontaktkeevitust (RSEW), - reljeefkontaktkeevitust (PW), - sulatuspõkk-keevitust (FW), - takistuspõkk-keevitust (UP). Kontaktkeevitus erineb kaarkeevitusest selle poolest, et ei kasutata lisametalli, räbusteid, kaitsegaase, kuid rakendatakse survejõudu. Keevitusoperatsioonid on hästi automatiseeritavad, kusjuures keevisõmbluse kvaliteet sõltub ainult seadme reguleerimise õigsusest, mitte keevitaja kutseoskustest. 13. Gaaskeevitus, keevitusgaasid, keevitusseadmed ja gaaskeevituse põletid. Gaaskeevitus kuulub sulavkeevituse rühma. Soojusallikaks on põleti leek, mis tekib põlevgaasi ning tehniliselt puhta hapniku segu põlemisel. Keevitada on võimalik peaaegu kõiki tehnikas kasutatavaid metalle. Keevitusleek moodustub põlevgaasi põlemisel hapnikus. Leegi ülesanne on kuumutada ja sulatada keevituskohas põhi- ja lisametalli. Kõige
Keevitamisel toimub sulatatud lisamaterjali ja põhimaterjali segunemine ning nende tardumisel moodustub keevisõmblus e. keevisliide. Kaitsevahendid Elektrikeevitusega töötamisel tuleb kasutada sobivat kaitseriietust ning jalanõusid mis kaitsevad keevitajat sulametalli, räbu pritsmete, keevituse soojustoime ja muude mõjutuste eest. Parimaks kaitseriietuseks on spetsiaalne kombinesoon. Selle puudumisel tuleb kasutada pikkade varrukatega kitlit ja tulekindlat põlle (Joon. 1). Keevitaja jalanõud peavad olema kinnised.. Võimaluse korral tuleks kasutada spetsiaalseid tugevdatud ninadega saapaid. Kinnastest tuleks eelistada pikkade kätistega nahkkindaid (Joon. 2).. Kuulmekäikude kaitseks keevitussädemete eest kasutatakse kõrvatroppe (Joon. 3). Kaitseb ultraviolett ja infrapunase kiirguse eest Toide 2kolevoldist liitiumpatareid. Keevitusklaasil on paikesepatarei, mis pikendab patarei eluiga.30Cek. lülitub välja. Viivituse määramine- mask muutub heledaks DELAY nupuga
4 Kaitsevahendid Elekterkeevitusega töötamisel tuleb kasutada sobivat kaitseriietust ning jalanõusid, mis kaitsevad keevitajat sulametalli, räbu pritsmete, keevituse soojustoime ja muude mõjutuste eest. Parimaks kaitseriietuseks on spetsiaalne kombinesoon. Selle puudumisel tuleb kasutada pikkade varrukatega kitlit ja tulekindlat põlle (Joon. 1). Keevitaja jalanõud peavad olema kinnised.. Võimaluse korral tuleks kasutada spetsiaalseid Joon. 1 Nahkpõll tugevdatud ninadega saapaid. Kinnastest tuleks eelistada pikkade Joon. 2 Keevituskindad kätistega nahkkindaid (Joon. 2).. Kuulmekäikude kaitseks keevitussädemete eest kasutatakse Joon. 3 Kõrvatropid
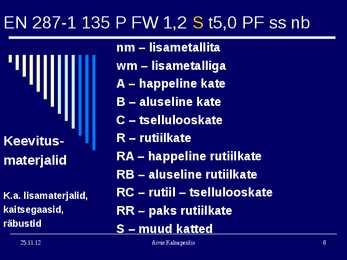
õhukese räbukihiga. R rutiilkate, mille peamine koostisosa on rutiil (TiO2). Kaar põleb püsivalt ja võimaldab keevitada igas asendis nii alalis- kui ka vahelduvvooluga. Seejuures tekib vähe pritsmeid. Terminid happeline kate aluseline kate () tsellulooskate rutiilkate raud räni 19 Elektroodide tähistamine EN-499 järgi. E 38 3 - B 2 2 H10 Tabel 2.1. Elektroodi sesifreerimise näide EN-499 järgi E 38 3 - B 2 2 H10 1 2 3 4 5 6 7 8 1.E - käsikaarkeevituse elektrood Tabel 2.2. Lühitähis voolavuspiirile, tugevusele ja keevisõmbluse suhtelisele pikenemisele Lühitähis Min
Autorid: Priit Kulu Jakob Kübarsepp Enn Hendre Tiit Metusala Olev Tapupere Materjalid Tallinn 2001 © P.Kulu, J.Kübarsepp, E.Hendre, T.Metusala, O.Tapupere; 2001 SISUKORD SISSEJUHATUS ................................................................................................................................................ 4 1. MATERJALIÕPETUS.............................................................................................................................. 5 1.1. Materjalide struktuur ja omadused ...................................................................................................... 5 1.1.1. Materjalide aatomstruktuur........................................................................................................... 5 1.1.2. Materjalide omadused ..........................
Tänapäeval on laialt levinud mitmeleegipõletid, mis võimaldavad kiiremini kuumutada suurt ja paksu metallipinda. Gaaskeevituse eelisena võib veel nimetada, et ta ei nõua keerulisi seadmeid ega elektrienergia allikaid. Gaaskeevituse puuduseks on tootlikkuse vähenemine keevitatava metalli paksuse suurenemisel ning suur kuumutuspiirkond. Kui valida keevitusleegi õige võimsus ja liik ning õiget marki keevitustraat (varras), tagab gaaskeevitus kvaliteetse õmbluse. Keevitaja töökohta, mis on varustatud keevitamiseks kõige vajalikuga, nimetatakse keevitustöökohaks ja seal peaksid olema sellised seadmed, mis tagaksid häireteta töö: 1. hapniku- ja. atsetüleeniballoon koos reduktoritega; 2. kummivoolikud hapniku ja atsetüleeni juhtimiseks keevitus- või lõikepõletisse; 3. keevitustraat (vardad) keevitamiseks või pealesulatamiseks; 4. lisavahendid keevitamiseks ja lõikamiseks: kaitseprillid, võtmete komplekt, vasar, meisel,
EESTI MEREAKADEEMIA RAKENDUSMEHAANIKA ÕPPETOOL MTA 5298 RAKENDUSMEHAANIKA LOENGUMATERJAL Koostanud: dotsent I. Penkov TALLINN 2010 EESSÕNA Selleks, et aru saada kuidas see või teine masin töötab, peab teadma millistest osadest see koosneb ning kuidas need osad mõjutavad teineteist. Selleks aga, et taolist masinat konstrueerida tuleb arvutada ka iga seesolevat detaili. Masinaelementide arvutusmeetodid põhinevad tugevusõpetuse printsiipides, kus vaadeldakse konstruktsioonide jäikust, tugevust ja stabiilsust. Tuuakse esile arvutamise põhihüpoteesid ning detailide deformatsioonide sõltuvuse väliskoormustest ja elastsusparameetritest. Detailide pinguse analüüs lubab optimeerida konstruktsiooni massi, mõõdu ja ökonoomsuse parameetrite kaudu. Masinate projekteerimisel omab suurt tähtsust detailide materjali õige valik. Masinaehitusel kasutatavate materjalide nomenklatuur täieneb pidevalt, rakendatakse efekti





























Kõik kommentaarid